


Furnace Draining
Before repairing a furnace, the glass needs to be drained from the tank. HORN® provides special equipment and experienced people to drain the glass in a safe and effective way.
READ MORE

Tin Bath Shutdown
If the tin bath requires a cold repair or needs to be preserved before a period of non-use, it must first be taken out of operation. An uncontrolled shutdown can lead to the loss of the whole tin bath, which is why it is not recommended.
READ MORE

Hot Repairs
HORN® Bau & Service GmbH provides a full-service package during furnace operation to maintain the furnace and to secure a long furnace lifespan, e.g. by thermal regenerator cleaning and flux line paving.
READ MORE

Installation Works
At the construction site the unique working conditions such as extreme temperatures, call for a team of highly qualified specialists and experts. HORN® employs a pool of very experienced people who have been working in the glass industry for many years.
READ MORE

Supervision
The HORN® experts ensure the correct installation and commissioning of all plant components and lay the foundation for a successful production.
READ MORE

Heat Up
The controlled heat up process of the various production areas is essential for a smooth start. HORN® provides you with the equipment and the necessary knowledge.
READ MORE

Furnace Hot Inspection
With the HORN® inspection service the glass plant team can easily observe the inside of the furnace by endoscope and exactly determine necessary repair works or remaining lifespan.
READ MORE
Glass Melting Furnaces
The type of furnace for melting glass typically depends on the type and quantity of glass being produced, and the local fuel and utility costs. While there are exceptions, the following discussion describes the primary furnace types and the glass segments that most commonly use each style.
There are two types of glass melting furnaces: Pot furnaces and Tank furnaces.
Pot Furnaces are structures built of refractory materials in which there is no contact between the furnace and the glass. Glass is melted in several pots made of refractory materials which are resistant to glass attack at high temperatures. The pots are charged with a batch, which is melted over a number of hours and worked on a 24 or 18 hour cycle. An average pot can hold 600-700 kg of glass. Pot furnaces are used where the glass is formed by hand and mouth blowing. One of the main advantages of this system is that several types of glasses can be melted at the same time. A pot can be used for about 30 melting cycles and thus produce between 18 and 21 tonnes of glass.
Fuel economy is normally achieved by recuperation, i.e., the pre-heating of combustion air by waste heat from the furnace exhaust gases. In this system the pre-heating of the combustion air is done by passing the air through metal tubes on the outside of which the exhaust gases flow towards the chimney. Thus the heat exchange is continuous. Electricity can also be used for melting.
Tank furnaces
Tank Furnaces are used where continuous flow of glass is needed to feed automatic glass forming machines. They are more economical in their use of fuel and are used mainly for the large scale production of containers, flat glass, electric bulbs, tubing and domestic machine made tableware. A large float glass furnace can have a capacity of 2,000 tonnes.
A tank furnace consists of a bath, built of a very special high refractory material, which can resist chemical attack of molten glass at temperatures in excess of 1500°C and a superstructure where combustion takes place. The quality of refractory materials, used for building the bath, has improved to such an extent that whereas some 30 years ago, the life of a furnace was well below 2 years, it is now over 9 years.
In order to achieve high melting temperatures and fuel economy, a regenerative or recuperative system is used. Both these systems utilise the waste heat of combustion for pre-heating the incoming combustion air.
While in the recuperative system the heat exchange between the combustion air and waste gases is continuous, in the regenerative system the waste gases are passed through a large chamber packed with refractory bricks arranged in a pattern which permits free flow of the gases. The brickwork is heated by the waste gases and after having been heated for some minutes, the direction of firing is reversed. Combustion air is passed through the chamber and the heat thus collected in the brickwork is used for pre-heating the combustion air. The firing is thus from right to left, during which time the right hand generator is heated and so there is a reversal of firing every x minutes. The cycle time can be changed for best heat exchange results and modern furnaces have computer managed control systems, which adjust the time of firing in each direction to achieve the best heat exchange conditions.
Heavy fuel oil or natural gas is normally used for firing tank furnaces. Glass, being an electrical conductor at high temperature, can also be melted by electricity. However, electricity is far too expensive and is normally used to boost the output from a gas or oil fired furnace. Nevertheless, technological progress in electric melting has enabled the use of all electric glass melting furnaces even at the high cost of electricity.
Unit melter
The term unit melter is generally given to any fuel-fired glass-melting furnace that has no heat recovery device. Generally, one is referring to an air/fuel-fired furnace when using this furnace term. However, most full oxy/fuel furnaces have no heat recovery system and are therefore, technically unit melters. Typically, the air/fuel unit melters are relatively small in size and are fired with 2 to 16 burners. Furnaces range in production from as large as 36 t of glass per day to as small as 230 kg of glass per day. Larger air/fuel unit melters are found in areas where fuel is extremely cheap. Frit, tableware, opthamalic glass, fiberglass, and specialty glasses with highly volatile and corrosive components are produced in unit melters. Due to the very low energy efficiency and the use of individual burners, the air/fuel unit melters are very amenable to oxygen-enhanced combustion techniques, including supplemental oxy/fuel boosting, premixed oxygen enrichment, and full oxy/fuel combustion. Oxy/fuel unit melters have been built as large as 320 t per day of glass to as small as 230 kg of glass per day.
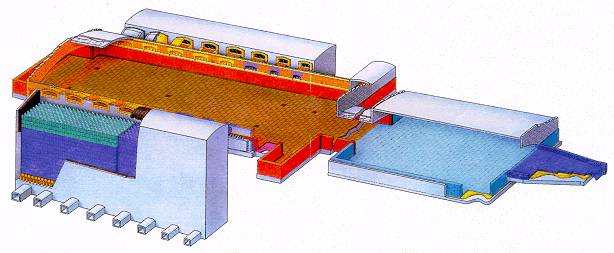
Recuperative melter
A recuperative melter is a unit melter equipped with a recuperator. Typically, the recuperator is a metallic shell-and-tube-style heat exchanger that preheats the combustion air to 540 to 760°C. The furnace is fired with 4 to 20 individual burners. These furnaces range in size from as large as 250 t per day of glass to as small as 18 t per day of glass. These furnaces are common in fiberglass production but can also be used to produce frit. Some recuperative furnaces are used in the container industry, though this is not common. Furnace life is a function of glass type being produced. For example, a 6-year furnace life is typical for wool fiberglass. A typical recuperative melter is shown in the following figure.
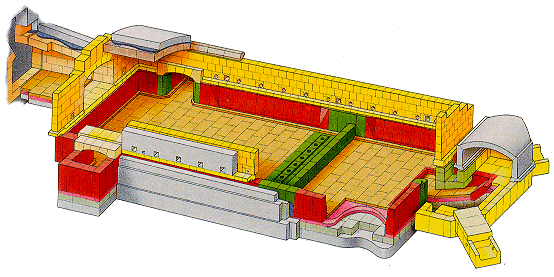
Chart 1: Typical recuperative melter (side view)
The recuperative melter is amenable to supplemental oxy/fuel technique or the premixed oxygen enrichment technique. Oxygen lancing is typically not used. In the supplemental oxy/fuel technique, an air/fuel burner is simply replaced by an oxy/fuel burner. When premix is applied, oxygen injection into the air main typically occurs downstream of the recuperator to avoid problems associated with air leaks in the recuperator. Care should be taken in locating the oxygen diffuser.
These furnaces are good candidates for full oxy/fuel. Recuperative heat exchanger efficiencies are much lower than with regenerative furnaces, and therefore fuel savings can help to drive the conversion. Also, recuperative furnaces operate in a continuous and steady firing mode of operation similar to oxy/fuel furnaces.
All-electric melter
As the name implies, all-electric melters receive all of the energy for glass melting through electrical heating. Electric current is passed through the glass by means of electrodes. Because of the electrical resistance of the glass, the glass is heated by Joulean heating. Electrodes are typically made of molybdenum; however, tin oxide, platinum, graphite, and iron have also been used. The electrodes are usually rod-or plate-type and can be located in the melter side walls or bottom.
The refractory tends to degrade much faster in these furnaces, resulting in very short furnace campaigns, typically less than 2 years. Most of these furnaces are less than 36 t of glass per day; however, furnaces as large as 180 t per day have been built. A typical electric melter is shown in figure below.
Due to the design of these furnaces, there is typically no fit for oxygen-enriched combustion. One exception is “hot top” melters which provide some heat via burners located above the bath. In this latter case, supplemental oxy/fuel or premixed oxygen enrichment has been practiced.
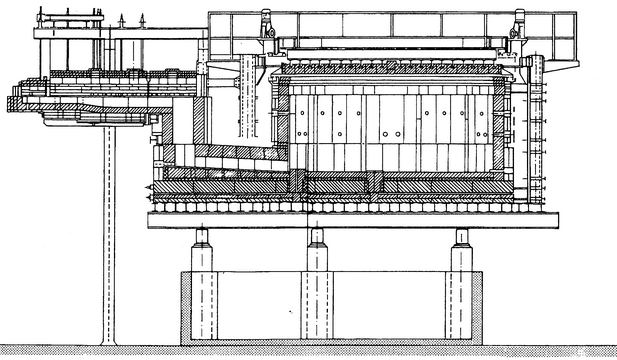
Chart 2: Typical electric melter
Regenerative or Siemens furnace
The regenerative furnace was patented in the U.S. by Siemens Corporation in the late 19th century. While some design evolution has occurred, the basic concept has remained unchanged. In a regenerative furnace, air for combustion is preheated by being passed over hot regenerator bricks, typically called checkers. This heated air then enters an inlet port to the furnace. By using one or more burners, fuel is injected at the port opening, mixes with the air, and burns over the surface of the glass. Products of combustion exhaust out of the furnace through a nonfiring port and pass through a second set of checkers, thereby heating them. After a period of 15 to 30 min, a reversing valve changes the flow and the combustion air is passed over the hot checkers that were previously on the exhaust side of the process. The fuel injection system also reverses. After reversing, the exhaust gases pass through and heat the checkers that had previously heated the combustion air.
The Siemens furnace is the workhorse of the glass industry. Most flat glass and container glass are produced in this furnace type. Regenerative furnaces are also used in the production of TV products, tableware, lighting products, and sodium silicates. There are two common variants of the Siemens furnace: the side-port regenerative melter, and the end-port regenerative melter.
End-Port Regenerative Furnace
End-port regenerative furnaces are typically used for producing less than 230 t of glass per day. In an end-port furnace, the ports are located on the furnace back wall. Batch is charged into the furnace near the back wall on one or both of the side walls. The following figure shows the layout of a typical end port furnace. These furnaces are commonly used for producing container glass, but are also used for producing tableware and sodium silicates. For container production, a furnace campaign typically lasts 8 years.
Undershot of oxygen through lances and supplemental oxy/fuel have been used successfully on this type of furnace. Oxygen enrichment of the preheated combustion air has also been used on furnaces with damaged checkers.
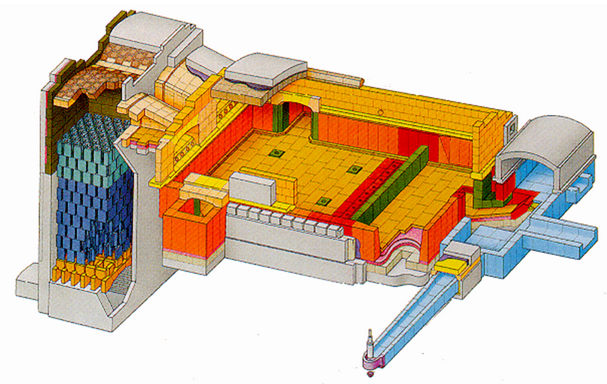
Chart 3: Typical end-port regenerative furnace
Side-Port Regenerative Furnace
Side-port regenerative furnaces have ports located on the furnace side walls. Batch is charged into the furnace from the back wall. The next figure shows the layout of a typical side-port furnace. Side-port regenerative furnaces are typically used for producing greater than 230 t of glass per day. A side-port furnace for float glass commonly produces 460 to 630 t of glass per day. For container glass, side-port furnaces ordinarily produce between 230 to 320 t of glass per day. These furnaces are commonly used in container and float glass production, but are also used for the production of tableware and sodium silicates. For container production, a furnace campaign typically lasts 8 years and for float glass production can last as long as 12 years.
Undershot and supplemental oxy/fuel oxygen enrichment have been successfully used on this type of furnace. Premix enrichment has also been used on furnaces with damaged checkers. These furnaces have also been converted to full oxy/fuel.
Solar Glass Factory

5mm Iow iron altra-clear solar float glas in AR coating process

AR Coating process
Inspection flatness of glasses
Inspection sizes 2000 960mm

Test transmittance rate

Solar glass packing process

Silk print process

Raw glass warehouse

Processing

Processing

Pallets

How long to produce a batch of fused cast AZS blocks?
The production time for a batch of fused cast AZS blocks typically ranges from 3 to 8 weeks, depending on production scale, process complexity, and factory scheduling. Below is a breakdown of the timeline and key influencing factors:
I. Production Process & Time Estimates
1.Raw Material Preparation (1–2 weeks)
Procurement, testing, and proportioning of raw materials (Al₂O₃, ZrO₂, SiO₂, etc.).
Time may extend if preprocessing (e.g., crushing, purification) is required.
2.Melting (2–5 days)
High-temperature melting (≈1800°C–2000°C) in an electric arc furnace to form a homogeneous melt.
Duration depends on furnace capacity and process type (continuous vs. batch furnace).
3.Casting & Molding (1–3 days)
Pouring the molten material into custom molds for solidification.
Complex shapes or large-sized bricks require longer demolding times.
4.Annealing Treatment (5–10 days)
Slow cooling in annealing furnaces (≈10°C–30°C per day) to eliminate internal stress and prevent cracking.
This is the most time-critical phase, directly impacting product quality.
5.Machining & Post-Processing (3–7 days)
Cutting, grinding, drilling, etc., to meet dimensional accuracy.
Surface treatments (e.g., anti-oxidation coatings).
6.Quality Inspection & Packaging (2–5 days)
Testing density, composition, high-temperature resistance, etc.; reworking defects.
Packaging and logistics arrangements.
II. Key Factors Affecting Production Time
Order Size
Small batches (e.g., a few tons) may take 3–4 weeks, while large orders (tens of tons) may extend to 6–8 weeks.
Customization Requirements
Special shapes, sizes, or compositions (e.g., 33%/41% ZrO₂ content) require additional mold design and process adjustments.
Factory Scheduling & Equipment
Availability of electric arc furnaces and annealing furnaces; potential production queue delays.
Quality Control Rigor
High-precision testing or repeated annealing may extend timelines.
III. Options to Shorten the Cycle
Expedited Production: Prioritized scheduling or shift extensions (may incur higher costs).
Pre-prepared Materials: Stockpiling raw materials and molds can reduce timelines by 1–2 weeks.
Simplified Processes: Standard products are faster than custom designs but may compromise performance.
IV. Recommendations
Clarify technical specifications, delivery timelines, and quality standards with the manufacturer in a detailed contract.
Plan ahead, allowing at least 1–2 months (including logistics and contingency buffers).
Prioritize manufacturers with proven expertise to ensure process stability.
For precise timelines, contact suppliers directly and provide order specifics (e.g., brick type, quantity, ZrO₂ content) to obtain a detailed production schedule.
ادامه مطلب
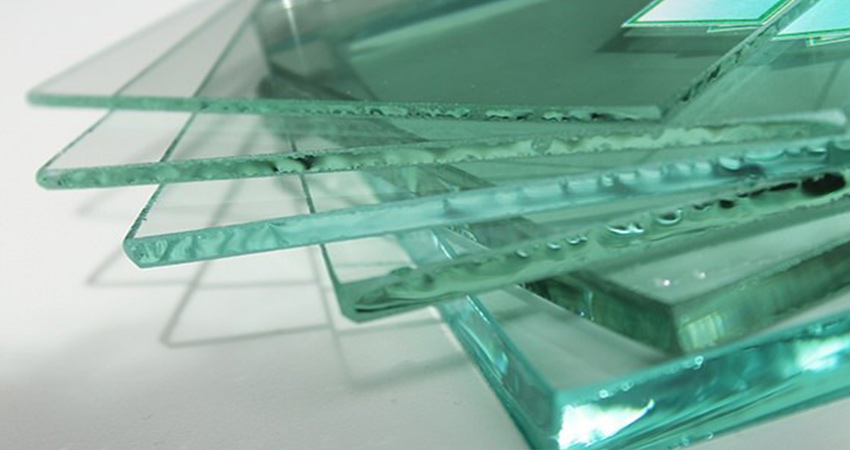
بررسی ویژگیهای شیشه سکوریت و شیشه فلوت
- بررسی ویژگیهای شیشه سکوریت و…

شیشهها انواع مختلفی دارند، شیشه فلوت و شیشه سکوریت. شیشه فلوت نیز یکی از انواع مختلف شیشهها است که بدون موج و کاملاً تخت تولید می شود، در فرآیند تولید شیشه فلوت پس از اینکه ماده اولیه مذاب از کوره بیرون آمد برای صاف کردن و مسطح کردن آن و همچنین تنظیم ضخامت آن شیشه را در حوضچه مذاب قلع غوطهور خواهند کرد تا اینگونه و با این فرآیند شیشه تبدیل به شیشه فلوت خواهد شد.
شیشه سکوریت درواقع همان شیشه فلوت است که عملیات سکوریت شدن روی آن انجامگرفته است، زمانی که عملیات حرارتی را با فرآیندهای مشخص بر روی شیشه فلوت انجام دهیم، شیشه استحکام بیشتری خواهد داشت و بهنوعی فشرده خواهد شد، این نوع عملیات شیشه سکوریت برای رنگی کردن شیشهها و لعابکاری آنها نیز کاربرد دارد. در صنعت معماری و ساختمان کمترین کاربرد مختص به شیشه فلوت است، شیشه فلوت درواقع شیشهای است که سکوریت نشده و به آن شیشه خام میگویند، شیشه فلوت اولین حالت تولیدشده یک شیشه است که در ضخامتهای مختلف تولیدشده و به بازار عرضه خواهد شد.
شیشه سکوریت محصولی است که از شیشه خام یا شیشه فلوت تولید خواهد شد و یا میتوان از شیشههای چاپشده، لاکی، رفلکس دار نیز برای تولید شیشه سکوریت استفاده نمود. حتی در شرایط برابر و ضخامتهای مساوی شیشه سکوریت و شیشه فلوت، شیشه سکوریت استحکام و مقاومت بیشتری در برابر شکستگی نسبت به شیشه فلوت دارد، ازلحاظ مهندسی مکانیک میتوان گفت که مقاومت شیشه سکوریت در برابر شکستگی تا 5 برابر از شیشه فلوت بیشتر است.
نکته دیگر در مورد شیشه سکوریت این است که این شیشه هنگام شکستن به قطعات بسیار ریز خردشده و هیچکدام لبه برنده ندارند و صیقلی هستند همین موضوع باعث شده تا در صورت شکستگی شیشه سکوریت احتمال آسیب به حداقل برسد. در زمانی که ایمنی حرف اول را میزند میتوان بهراحتی و با اطمینان از شیشه سکوریت استفاده نمود، بهطوریکه بیشترین کاربرد استفاده از شیشه سکوریت در صنعت خودروسازی برای جلوگیری از آسیب است ناگفته نماند در شیشههای خودرو تمامی شیشههای بهجز شیشه روبرو از شیشه سکوریت استفادهشده، شیشه جلو لمینت است زیرا این شیشه در مقابل آسیب نخواهد شکست و خرد نمیشود بلکه تنها ترک برمیدارد.
تفاوتهای شیشه سکوریت و شیشه فلوت
شیشه فلوت به دلیل روش تولید خاص کاملاً مسطح و عاری از هرگونه موج و خمیدگی است، دلیل اصلی استفاده از این نوع شیشه در صنعت ساختمانسازی شیشهها و پنجرهها و دربها نیز همین مسطح بودن آن است، به دلیل پایهای بودن روش تولید شیشه فلوت از آن بهعنوان مواد اولیه بسیاری کاربردهای جدید ازجمله تولید شیشه سکوریت استفاده میکنند.
درواقع شیشه معمولی، شیشه سکوریت و شیشه فلوت همگی تخت هستند اما با این تفاوت که شیشههای شیشه فلوت کاملاً صاف بوده و هیچگونه خراش، خط و حباب در بافتهای آن وجود ندارد و دلیل این خلوص و عدم اعوجاج استفاده از روشهای تولید خاص با حرارت است. درنتیجه تفاوت اصلی شیشه سکوریت و شیشه فلوت روش تولید آنها و درنتیجه به دلیل روش تولیدشده کاربرد متفاوت آنها است که موجب شده بین این دو نوع تفاوتهایی به وجود آید.
بررسی ویژگیهای شیشه سکوریت و شیشه فلوت
ازنظر امنیت و استحکام شیشه، سکوریت از استحکام بالاتری نسبت به فلوت برخوردار است و در برابر ضربههای عادی مقاومتر بوده و حتی پس از شکستن نیز قطعات آن بسیار ریز و غیر برنده هستند درصورتیکه شیشههای فلوت پس از شکستن به قسمتهای بزرگ و کاملاً برنده و خطرناک تبدیل خواهند شد. شیشههای سکوریت در برابر گرما و سرما نیز مقاومتر هستند و میتوانند شوکهای حرارتی را تا چندین برابر شیشههای معمولی تحمل نمایند.
تفاوت بزرگ دیگری که بین شیشههای فلوت و سکوریت وجود دارد قابلیت برش آنها است، بهطوریکه شیشههای معمولی را در هر زمانی که به آنها نیاز پیدا کنید میتوانید در ابعاد مختلف برش زده و استفاده نمایید درصورتیکه این کار برای شیشههای سکوریت شده غیرممکن است و قبل از اینکه فرآیند سکوریت شدن روی یک شیشه فلوت انجام شود باید اندازهها، شیارها، حفرهها و دیگر مسائل روی آن مشخصشده و سپس شیشه وارد مراحل فرآیند سکوریت شدن خواهد شد و پسازآن قابلیت برش مجدد برای شیشههای سکوریت شده وجود نخواهد داشت. با توجه به فرآیندهای سخت و مشکل سکوریت کردن، کاملاً واضح است که هزینه این نوع شیشهها نیز نسبت به شیشه فلوت گرانتر خواهد بود.
اعوجاج شیشه یا همان کژی به زبان ساده میزان خمیدگی، انحنا و پیچیدگی شیشه محسوب میشود، همواره یکی از مواردی که در صنعت شیشه نیز وجود خواهد داشت اعوجاج است که همواره مهم و کاربردی است. برخی شیشههای مانند فلوت باید بدون هیچگونه اعوجاجی ساخته شوند و برخی شیشههای مانند شیشههای ماشین سکوریت شده نیاز به کمی اعوجاج دارند.
شیشه فلوت چگونه ساخته می شود؟
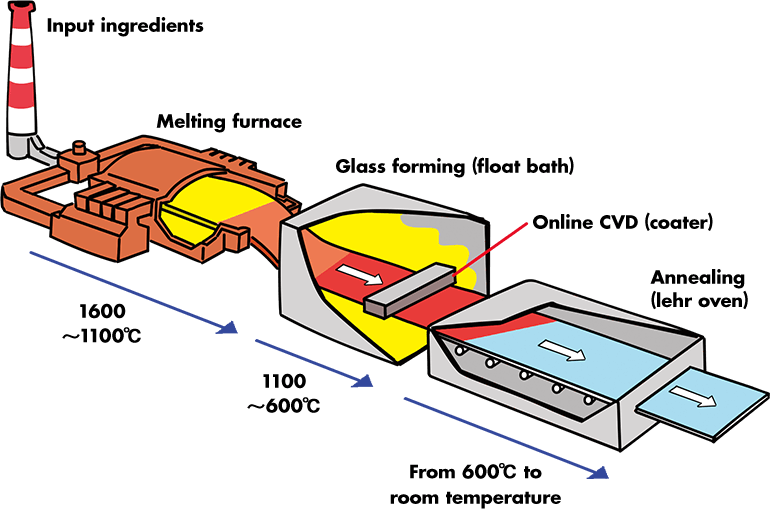
در فرآیند تولید شیشه فلوت، یک نوار پیوسته از شیشه مذاب که تا دمای بیش از 1000 درجه سانتیگراد گرم شده است، از یک کوره روی یک حمام کم عمق بزرگ از یک فلز مذاب که معمولاً قلع است، ریخته می شود. شیشه روی قلع شناور می شود و خنک می شود و برای تشکیل یک سطح صاف پخش می شود. سرعت کشیدن نوار شیشه ای کنترل کننده ضخامت شیشه را تعیین می کند. اکنون شیشه کاملاً صاف و موازی است. از غلتک ها در بالای شیشه استفاده می شود تا آن را بکشند تا محصول نهایی نازک تری به دست آید.
با ادامه فرآیند شیشه سازی، فاز خنک شدن خود را آغاز می کند. برای تکمیل این، دما به آرامی از هزار و صد درجه فارنهایت به 200 درجه سرد می شود. این تغییر دما در طول تقریباً 800 فوت انجام می شود. پس از خنک شدن شیشه، آن را برش داده و شیشه های اضافی را جدا می کنند. این بقایای شیشه در دسته های بعدی مجدداً به عنوان مخزن شیشه استفاده می شود.
تاریخچه تولید شیشه فلوت
از نظر فنی شیشه فلوت توسط رومیان به عنوان شیشه برای ساخت شیشه های پنجره معرفی شد. این ها در اوایل قرن اول پس از میلاد تولید شدند و معمولاً در مکان های رومی در بریتانیا نیز یافت می شوند. قطعاتی به ابعاد 30 در 40 اینچ نیز در پمپئی کشف شده است. چنین پنجره های اولیه معمولاً بسیار کوچک، با ضخامت نامنظم و شفاف نبودند. این شیشه های تخت ممکن است با استفاده از یکی از چندین فرآیند مختلف تولید شده باشند.
یکی از روش های پیشنهادی شیشه cast بود. با این روش، شیشه ای با ضخامت ناهموار تولید کردند که یک طرف آن دارای سطح صیقلی یا براق و طرف دیگر یک روکش مات بود. اگر چه تکنیک دقیق از بین رفته است، اما حدس زده می شود که آن ها با ریختن شیشه مذاب در قالب تولید شده اند.
روش دیگری که پیشنهاد می شود ریخته گری شیشه های نرم و داغ روی یک سطح صاف و سپس فشار دادن آن به صافی با یک پتک چوبی مرطوب است. شیشه سازان معاصر توانسته اند شیشه های شیشه ای را در این روش دوباره تولید کنند و نتایج کاملاً با شیشه های رومی اصلی مطابقت دارد.
روش دیگری که رومی ها برای تولید شیشه پنجره به کار می بردند «روش تاج» نام داشت. ابتدا یک کره توخالی در انتهای یک لوله دمنده دمیده می شد. سپس انتهای مقابل لوله دمنده باز می شد، سپس کره باز و نرم به شدت چرخانده می شد. نیروی گریز از مرکز، شیشه را به یک دیسک صاف وارد می کرد. سپس دیسک خنک شده و به ورقه های کوچک بریده می شد. هر دیسک دارای یک توده شیشه ای در مرکز بود که به "چشم گاو" یا "تاج" معروف بود.
شرح كلی فرایند ساخت شیشه فلوت
به عنوان پر مصرف ترین شکل شیشه در دنیای امروز، دانستن در مورد فرآیند تولید شیشه فلوت ضروری است. همه چیز با مخلوطی از مواد خام مانند ماسه، سنگ آهک، دولومیت و سودا شروع می شود. سپس این مواد در یک کوره ذوب وارد می شوند تا زمانی که با هم ترکیب شوند و شیشه مذاب را تشکیل دهند. برای تولید شیشه فلوت، شیشه مذاب از یک کوره را در محفظه ای حاوی بستری از قلع مذاب می ریزند. وان حلبی تقریباً 4 تا 8 متر عرض و تا 60 متر طول دارد.
در طول فرآیند تولید، جو داخل محفظه به دقت کنترل می شود تا اطمینان حاصل شود که شیشه فلوت به درستی ساخته شده است. دلیل استفاده از قلع این است که تنها فلزی است که در دمای بالای 600 درجه سانتیگراد در حالت مایع پایدار می ماند. شیشه فلوت روی قلع در نهایت شکل ظرف را به خود می گیرد و از نود تا صد و چهل اینچ عرض با ضخامت متفاوتی پخش می شود که در زمان ساخت مشخص می شود.






مقاله فرآیندذوب تشکیل فوم و حباب در شیشه یه همت مهندس مجیداحمذی فر
برای ذانلود مطلب لطفا اینجا کلیک نماییذ.

Can tempered glass be zero percent self explosion rate? Here is some of methods: 1) choose the best raw material, like using the optic white glass. 2) Using heavy cutting machine, to cut down precisely with less chips and surface cracks. 3) Adopt soft belt grinding to avoid second damage to the glass. 4) Using the best temper machine and control the uniformity of tempered stress. 5) After tempering, we can still do Heat soak test for the tempered glass. ... Be our partner and you will left this annoying behind.
علیرضاحسینی

برچسبها: جوش سراميك
به قلم مهندس معین افشاری
برای ذانلود مطلب لطفا اینجا کلیک نمایید.
برچسبها: فن آوري هاي نوين بهينه سازي مصرف انرژي در صنعت شيش, صنعت شيشه, فن آوري هاي نوين







صنايع توليد شيشه يکي از پايه هاي اصلي اقتصاد آمريکا مي باشد. اين صنعت بيش از ۱۵۰/۰۰۰شغل تخصصي ايجاد نموده است؛ که بيش از ۲۱ ميليون تن محصولات مصرفي با ارزش تخميني ۲۲ ميليارد دلار در سال توليد مي کند.
توليد شيشه نياز به انرژي زياد دارد که ۱۲ درصد ازکل قيمت فروش را شامل مي شود. از لحاظ تئوري براي ذوب کردن يک تن شيشه ۲/۲ ميليون Btu (واحد بريتانيايي براي گرما) انرژي لازم است؛ در حقيقت مقدار انرژي مورد نياز به خاطر پايين بودن بازده و اتلاف انرژي به ميزان دو برابر افزايش مي يابد. صنايع شيشه شامل ۴ بخش عمده مي شود:
۱) ظروف شيشه اي (container glass)
اين گروه شامل بطري ها(Bottles) ، شيشه هاي دهنه گشاد(Jars) و... مي شود.
۲) شيشه هاي فلوت(flat glass)
اين گروه شامل شيشه هاي پنجره، آينه ها و شيشه هاي اتومبيل و... مي شود.
۳) الياف شيشه (fibre galss)
اين گروه الياف شيشه اي اند که به صورت عايق هاي ساختماني و الياف بافته شده توليد مي شوند.
۴) شيشه هاي ويژه (specialty glass)
اين گروه شامل وسايل آشپزخانه (cook ware)، تابلوهاي نمايشگر سطح (displays flat panel)، حباب لامپ ها(light bulbs)، الياف نوري(fiber optics)، وسايل پزشکي(medical equipment) و... مي باشد.
شيشه هاي فلوت ۱۷%توليد شيشه ي ايالات متحده آمريکا از لحاظ وزن را شامل مي شود. همچنين ظروف شيشه اي ۶۰درصد، الياف شيشه و۹ درصد و شيشه هاي ويژه ۴ درصد از توليدات شيشه اي ايالات متحده را شامل مي شوند.
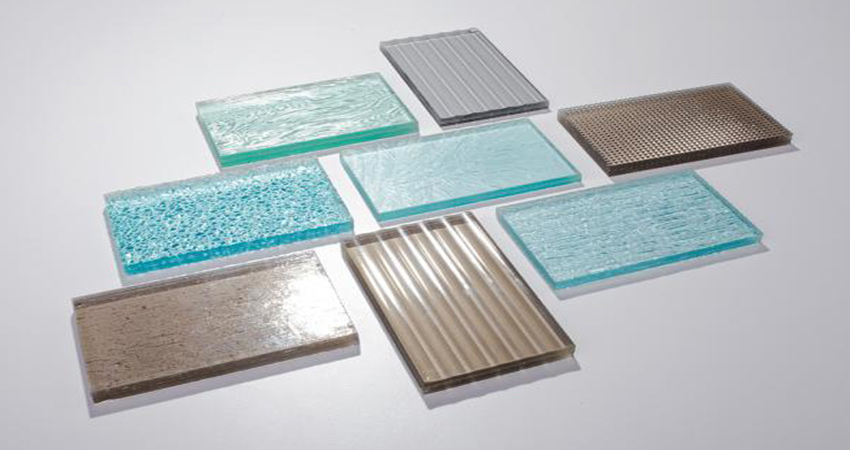
درحالي که صنايع ظروف شيشه اي، الياف و شيشه هاي فلوت که سهم بسيار بالايي در فروش دارند بر پايه ي شيشه هاي سودالايم(soda-lime glass) پايه گذاري شده اند؛ صنعت شيشه هاي ويژه بر روي شيشه هاي مقاوم در دماهاي بالاتر تمرکز دارد و بيش از ۶۰/۰۰۰نوع محصول مختلف توليد مي کند. مثالهايي از توليدات شيشه اي که بوسيله ي صنعت شيشه سازي توليد مي شوند در شکل ۱ ديده مي شوند. حالت مطلوبي از صنعت شيشه درطول ۲۰ سال فرمول بندي شده است؛ که اين با مشارکت DOE (دپارتمان انرژي آمريکا) انجام شده است.
و چالشهاي تکنولوژي در آينده و فرصت هاي تحقيقاتي با مقايسه ديد آينده و حالت کنوني صنعت شيشه تعريف شده است. چالشهاي تکنولوژي به طور عمومي به چهار دسته تقسيم بندي مي شوند:
۱)پيشرفت ها در زمينه ي ذوب و پالايش و در زمينه ي ساخت (شکل دهي)
۲)پيشرفت تکنولوژي، تکنيک هاي ساخت شيشه، کنترل پروژه ها (Processing controls) و شبيه سازي مدل براي پروسه هاي جديد با کامپيوتر
۳)بهبود سيستم هاي کنترل خروج، روشهاي بازيافت و مديريت مواد جامد باطله و...
۴)توسعه ي توليدات ابداعي براي استفاده هاي جديد از شيشه
بخش هاي بالا پروسه هاي توليد شيشه هاي کنوني و چگونگي رسيدن به ديد صنعتي در زمينه ي شيشه از مواد پايه سراميکي را تعريف مي کند.
موادي که معمولاً در وسايل تهيه شده بوسيله ي شيشه استفاده مي شود شامل: فيوزد سيليکا (fusedsilica)، گرانيت، فلزات گران بها، آلياژهاي آهني سرد شده در آب مي باشند. مواد سراميکي ابتدا به عنوان مواد نسوز(refractories) و اکنون نيز به صورت هرچه بيشتر و در زمينه ي پوشش هاي مقاوم به سايش کاربرد دارد. همچنين مواد سراميکي پيشرفته به ندرت در اين صنعت استفاده مي شود که علت آن قيمت بالاي اين مواد است. بعلاوه به خاطر نبود مواد مقاوم در محيط هاي بادماي بالا جهت فرآيندهاي شيشه سازي، فلاکس ها به مواد شيشه اي اضافه مي شوند تا بتوان با کاهش دماي فرآيند شيشه سازي، اجازه ي استفاده از مواد مرسوم را داشته باشيم.
بحث ما بر طبق ۴ عمليات عمده در توليد شيشه متمرکز شده است که به شرح زير مي باشند:
۱)مرحله ي تهيه مخلوط(Batching)
۲)مرحله ي ذوب (melting)
۳)مرحله تصفيه و پالايش (refining)
۴)مرحله شکل دهي (forming)
همچنين در بخش هاي بعدي اين مقاله در مورد ۴ بخش از صنعت شيشه سازي صحبت کرده و در بخش آخر اين مقاله در مورد مشعل ها و وسايل توليد حرارت درکوره هاي توليد مذاب شيشه صحبت مي کنيم.
عمليات تهيه ي مخلوط، ذوب و پالايش در همه ي روش هاي توليد شيشه با اندک تفاوت در نوع کوره يکسان است. پس به بررسي جداگانه ي ۴ مرحله ي شيشه سازي مي پردازيم:
۱) مرحله ي تهيه ي مخلوط (Batching)
انتخاب مواد خام با توجه به ترکيب شيميايي، يکنواختي و اندازه ي ذرات انجام مي شود. مواد افزودني آلي و فلزي و سراميکي از بين مراحل حمل ونقل، انبار کردن، مخلوط کردن و دانه بندي عبور مي کند. اين مراحل شبيه مراحلي است که شيشه هاي بازيافتي عبور مي کنند. به علت اثرات مواد افزودني و با توجه به کيفيت محصول توليد شده، مقدار شيشه ي بازيافتي تغيير مي کند.
صنعت توليد شيشه هاي فلوت ۳۹درصد از شيشه هاي شکسته ي خود را باز يافت مي کند. مواد ناخالصي سراميکي واکنش کمي با مذاب شيشه دارند و ذوب نمي شوند بنابراين به صورت سنگ ريزه هايي در محصول نهايي ديده مي شوند. ناخالصي هاي فلزي و آلي باعث بوجود آمدن ناپايداري در طي پروسه ي شيشه سازي مي شوند(از طريق واکنش هاي اکسايش -کاهش). که اين مواد موجب کاهش کيفيت شيشه مي شوند. مواد آلي موجود در بچ، منبعي مناسب جهت افزايش گازهاي خروجي هستند و موجب افزايش ارزش تميزکنندگي گازهاي خروجي مي شوند(اين مواد موجب افزايش گازهاي خروجي مي گردد و خروج گاز را از مذاب آسانتر مي کنند)
پروسه هاي نقل و انتقال، مخلوط کردن و دانه بندي موجب ساييده شدن وسايل وادوات مورد استفاده مي شوند بنابراين معمولاً ابزار آلات اين بخش داراي سطوح پوشش داده شده با سراميک هستند؛ و يا خطوط انتقال بوسيله ي سراميک هايي مانند آلومينا، سيلسيم کاربيد و يا تنگستن کاربيد ساخته مي شوند.
درحالي که به طورعمومي اثر قيمت و عملکرد مناسب و کافي براي انتخاب مواد در اين مکان ها بسيار مهم است ولي به دليل ريسک امکان آلودگي مذاب شيشه، استفاده از مواد ارزان قيمت تر ريسک بزرگي به حساب مي آيد.
۲) مرحله ذوب(melting):
تقريباً ۶۰۰ کوره ي ذوب شيشه در آمريکاي شمالي وجود دارد. توزيع نوع اين کوره ها به شرح زير است.
۲۱۰کوره در زمينه صنعت بطري هاي سازي، ۱۱۰ کوره مربوط به الياف شيشه، ۴۵ کوره در صنعت شيشه ي فلوت و ۲۳۵کوره مربوط به شيشه هاي ويژه است. عمر يک کوره مذاب شيشه با توجه به نحوه ي ساخت آن متفاوت است اما براي کوره هاي اين صنعت عمر ۷ تا ۸ سال غير معمولي نيست. البته هزينه ي بازسازي يک کوره به آساني از يک ميليون دلار تجاوز مي کند و همين امر نشاندهنده ي اهميت نحوه ي بازسازي کوره هاي شيشه سازي است. کوره ها را مي توان به دو گروه، کوره هاي گرم شونده با الکتريسته و کوره هاي گرم شونده با سوخت تقسيم کرد، که معمولاً گرمايش الکتريکي مذاب با آتش حاصل از سوختن مواد نفتي توأم است. اين عمل موجب بهبود يکنواختي گرما دهي، مهيا نمودن افزايش متناوب در ظرفيت ذوب با کم ترين هزينه، افزايش بازده مذاب، کاهش مصرف انرژي و دماي پايين تر (در بالاي نقطه ي ذوب) براي کاهش خروج انرژي مي گردد.
۳) مرحله پالايش(refining):
مرحله ي اصلاح شيشه در کوره ي مقدماتي اتفاق مي افتد و موجب يکسان شدن دماي مذاب مي گردد. کوره ي مقدماتي معمولاً با گاز طبيعي کار مي کند. همچنين ازتقويت کننده هاي الکتريکي نيز براي افزايش بازده و بهبود يکساني دما، مي توان بهره برد. مبدلهاي گرمايي سرد شده با آب (water-cooled metal heat exchangers) براي کمک به ايجاد دماي يکنواخت مورد استفاده قرار مي گيرند. همچنين ممکن است از سراميک هاي پيشرفته نيز استفاده شود. تغييرات دمايي در کوره ي مقدماتي بسيار حياتي است و موجب ايجاد مشکلاتي شبيه به آنهايي که در مرحله ي ذوب با آنها روبرو بوديم، مي شود.پيستون ها(plungers) و نازل هاي (nozzles) مورد استفاده براي حرکت دادن و پخش کردن مذاب شيشه از سراميک هاي نسوز و يا موليبدن ساخته شده اند. ولي اين اجزا به علت رويا رويي و مواجهه با سايش بالا و ايروژن (erosion )نوعي خوردگي است که به واسطه ي حرکت سيال بر روي يک سطح اتفاق مي افتد). براي شيشه هاي با دماي ذوب پايين تر Inconel۶۰۰استفاده شده است که در اين مورد نيز شبيه به مورد بالا خوردگي شديد گزارش شده است. در دماهاي بالاتر خنک سازي با آب نيز مي تواند براي کاهش دماي اجزا مورد استفاده قرار گيرد. تعداد زيادي از مواد مناسب (مواد سراميکي پيشرفته) مورد استفاده در مراحل پالايش و ذوب شيشه وجود دارد که بسياري از اين مواد مناسب، براي ساخت کوره هاي سوخت -اکسيژن fired oxy-fuel استفاده مي شوند. سيکل هاي متناوب احتراق نيز بهبود يافته که گفته مي شود مواد سراميکي پيشرفته توانايي مقاومت در برابر اين سيکل هاي احتراقي را دارند.
۴)شکل دهي(forming):
با توجه به اينکه محصول نهايي، چه نوع محصولي باشد نوع و نحوه ي فرم دهي نيز متفاوت است.
روش هاي شکل دهي انواع مختلف شيشه از جمله شيشه هاي فلوت، ظروف شيشه اي، الياف شيشه و شيشه هاي ويژه معمولاً بسيار متفاوت اند. در قسمت هاي بعدي اين مقاله در مورد هر يک از اين زمينه هاي توليد شيشه صحبت کرده و درقسمت پاياني نيز در مورد مشعل ها و سيستم هاي گرمايشي مورد استفاده دراين صنعت صحبت مي کنيم. ديدگاه اين مقاله بيشتر بررسي موقعيت هاي کاربردي در زمينه ي مواد ساختاري مورد استفاده در صنعت توليد شيشه است.
برچسبها: صنعت شيشه در آمريكا
برچسبها: فضاهاي تحت تاثير شعله و حرارت در كوره هاي ذوب شيشه
سیستم های پیش گرم کن غیر مستقیم بچ و خرده شیشه ی Zippe
سه سیستم در گذشته ساخته شده است که از آنها در صنعت شیشه ی مظروف، استفاده می شود. یکی از این سیستم ها، هنوز هم کار می کند. این کوره از زمان ۱۹۹۶ تاکنون در حال کار بوده است.
شکل ۱ به طور شماتیک نشاندهند ی این مفهوم است. بچ و خرده شیشه از بالا به پیش گرم کن، وارد می شود و به سمت پایین حرکت می کند. بیشتر این گازهای خروجی که از ری ژنراتور می آید، از بخش پایین وارد پیش گرم کن می شود. بخشی از گازهای خروجی گرم برای خشک کردن بچ و خرده شیشه ی اولیه، مصرف می شود. در بخش بالایی، بخارات در نواحی سرد تر کندانس می شوند و یا می توانند به صورت بخار از سیستم خارج شود. طراحی و ابعاد بخش خشک کن، یکی از موارد مهم است که به منظور جلوگیری از گیر کردن پیش گرم کن ها، مهم می باشد. دودهای خارج شده از این بخش، حاوی اجزای الی هستند که در برخی موارد، نیاز است سوزانده شوند.

گازهای خارج شده از کوره که در واقع وارد بخش پایینی پیش گرم کن می شوند، از طریق کانال های مجزایی انتقال می یابند که عمود بر جهت پیش گرم کن قرار گرفته اند.
انتقال حرارت از گازهای خارج شده به بچ، از طریق دیواره های فولادی انجام می شود. گازهای خروجی به طور نمونه وار خنک سازی می شوند تا دمای انها به دمایی بین ۵۰۰-۲۰۰ ℃ برسد. این پیش گرم کن، ترجیحاً به طور مسقیم بر روی داگ هوس کوره نصب می شود تا بدین صورت از بروز اتلاف حرارتی، جلوگیری شود.
ویژگی های مهم تر مربوط به سیستم های پیش گرم کن بچ و خرده ی شیشه ی Zippe عبارتند از:
• هیچ ارتباطی میان گازهای خروجی و بچ ماده ی اولیه، وجود ندارد.
• 4 تا از این تأسیسات در صنعت شیشه ی مظروف اروپا، مورد استفاده قرار گرفته است که یکی از آنها هنوز در حال کار است. این سیستم با سن ۱۲٫۵ سال در هلند، نصب گردیده است. اولین سیستم از این نوع در سوییس و در سال ۱۹۹۱ افتتاح شد و از آن در صنعت شیشه ی استفاده شده است.
• با توجه کارهای انجام شده بوسیله ی Zippe، این سیستم ها برای بچ های محتوی ۵۰ تا ۸۰ % خرده شیشه، می تواند مورد استفاده قرار گیرد. بچ به همراه خرده شیشه، پیش گرم می شوند و به هر حال، بچ های دارای مقادیر کمتر خرده شیشه، با مشکلاتی روبرو هستند که قبلاً بدان اشاره شد.
• ارتفاع نمونه وار مربوط این پیش گرم کن ها، برابر با ۲۰-۲۵ متر است.
• ظرفیت نمونه وار این پیش گرم کن ها، در حدود ۱۲ تن در ساعت است اما این سیستم می تواند ظرفیت های بیشتری نیز داشته باشد زیرا ساختاری مدولار دارد.
• عرض کانال های ماده ی اولیه برابر با ۱۰۰ mm است و کانال های گاز خروجی دارای عرضی برابر با ۶۵- ۸۰ mm هستند.
• سرعت های گاز خروجی ۶-۸ m/s و افت فشار در این بخش ها برابر با ۵۰۰ Paskal می باشد.
• بچ ماده ی اولیه به همراه خرده شیشه، بر اساس نیروی وزن آنها، با سرعت ۱ متر بر ثانیه پایین می آیند.
• هزینه های سرمایه گذاری در سال ۱۹۹۶، برابر با ۱٫۷۵- ۲ میلیون دلار آمریکاست.
• دمای پیش گرم شدن در حدود ۲۶۰-۳۲۵ ℃ می باشد و از این رو، دمای گاز خروجی که در حدود ۵۰۰ ℃ می باشد، با استفاده از رقیق سازی به دماهای ذکر شده می رسند.
• صرفه جویی در مصرف انرژی که بواسطه ی استفاده از این سیستم ایجاد می شود، ۱۲ تا ۱۵ % می باشد.
• در مورد بوستینگ الکتریکی، پیش گرم کردن بچ ماده ی اولیه موجب کاهش نیاز به بوستینگ الکتریکی می شود و همچنین نیاز به استفاده از برق را کاهش می دهد.
• بچ خشک ممکن است موجب افزایش انباشتگی بچ در کوره شود و از این رو، موجب بروز اشکالات بیشتر در ری ژنراتورها شود.
• به دلیل وجود آلودگی های آلی در خرده شیشه ها، با پیش گرم شدن این مواد، بو ایجاد می شود که از بالای بخش پیش گرم کن، خارج می شود. این دود و بو که محتوی مواد آلی و آب است، بر روی برخی بخش ها کندانس می شود. در یک مورد، یک بخش سوزاننده باید گازهای خروجی از این بخش را بسوزاند. هزینه های سوزاندن در حدود ۳۵۰۰۰۰ دلار آمریکا می باشد و همچنین نیاز به مصرف ۲۰Nm^3 گاز طبیعی برای انجام این عمل می باشد. با انجام تغییرات ساختاری، نسل های بعدی این پیش گرم کن ها، اصلاح و بهسازی شدند.
• در یک مورد، بعد از ۱۰ سال کار این سیستم، یک تعمیر اساسی با صرف هزینه ای بیش از یک میلیون یورو، انجام شد.
شکل ۲ مصرف انرژی ویژه ی یک کوره ی ذوب شیشه ی مظروف را با یک پیش گرم کن بچ و خرده شیشه نشان می دهد. این سیستم از ۱۰ سال پیش در اروپا در حال کار است. در طی حفظ و نگهداری این پیش گرم کن، مصرف انرژی ویژه در حدود ۴۹۵۰ MJ/ton شیشه ی مذاب می باشد. بعد از پیش گرم کردن، کشش می تواند به میزان ۹ % افزایش یابد و بدی صورت مصرف انرژی ویژه در این بخش، برابر با ۴۱۰۰ MJ/ton شیشه ی مذاب می شود که به میزان ۱۷ % کاهش یافته است.

از سال ۲۰۰۶، شرکت آلمانی Zippe نسل جدید این پیش گرم کن ها را برای کوره های ذوب شیشه، توسعه داد که در انها مشکلات گرفتگی و همچنین بوی بد آنها، حل شد.
هزینه های سرمایه گذاری مربوط به سیستم های پیش گرم کن بچ و خرده شیشه برای کوره های شیشه ی مظروف، عبارتست از هزینه های نمونه واری که برای کامل کردن سیستم پیش گرم کن ضروری است. این هزینه ها، شامل هزینه ی نصب، ایجاد ارتباط میان جریان های گاز و ارتباط های میانی، کارهای عمرانی، انجام تغییرات در سیستم شارژ بچ در کوره ی شیشه و هزینه های مربوط به نصب فیلترهای مورد نیاز، می باشد.
یک سیستم پیش گرم کن با بستر ماده ی اولیه ی سیال، در مقیاس صنعتی در اروپا مورد بررسی قرار گرفت. این بررسی بوسیله ی انستیتوی تحقیقات گاز (GRI) انجام شد. گازهای خروجی از این کوره های شیشه، برای سیال سازی و پیش گرم کردن بچ معولی، پیش از شارژ آنها به کوره ی شیشه، مورد استفاده قرار گرفت. بچ نرمال برای تولید شیشه های مظروف، تا دمایی بین ۳۰۰-۳۵۰ ℃، حرارت داده می شوند. تشکیل مقادیر قابل توجه از گردوخاک در این بسترهای سیال، یکی از مسائل مشکل آفرین است که موجب افزایش هزینه های مربوط به انرژی می شود. این سیستم به دلیل وجود مشکلات مربوط به انتقال مواد اولیه، مورد استفاده قرار نگرفت.
توسعه ی جدید با سیستم BCP
اخیراً PRAXAIR یک سیستم جدید توسعه داد که در سطح آزمایش های پایلوت و آزمایش، می باشد. این سیستم برای پیش گرم کردن بچ ماده ی اولیه به همراه خرده شیشه (BCP) مناسب است و در آن از گازهای خارج شده از کوره های اکسیژن- سوخت، استفاده می شود. گازهای خروجی از کوره، تنها اندکی سرد می شود و در دمایی در حدود ۱۲۰۰-۱۴۰۰ ℃ وارد پیش گرم کن می شود.
برخی از ویژگی های این پیش گرم کن، عبارتند از:
• بچ و خرده شیشه تا دمای ۴۶۰-۶۰۰ ℃ پیش گرم می شود.
• گازهای خروجی از کوره های اکسیژن- سوخت (گاز طبیعی و نفت) اندکی با هوای سرد، رقیق سازی می شود.
• ترکیبات آلی در خرده شیشه ها، به طور کامل زدایش می یابند.
• این واحد یک سیستم مدولار است و می تواند در اندازه ی مورد نظر، تغییر کند.
• در زمان انجام عملیات های نگهداری، می تواند گازهای بچ و گازهای خروجی از کوره را از طریق مسیرهای فرعی انتقال داد.
• سیستم های ساده و با هزینه ی پایین، می تواند زمان های بازگشت سرمایه را کاهش دهد.
• توجه خاصی باید به منظور جلوگیری از انباشت بیش از حد ماده ی اولیه در داخل کوره، اتخاذ گردد. این کار با استفاه از شارژ کننده های مناسب ماده اولیه، انجام می شود.
• انتقال غیر مستقیم حرارت از گاز خروجی از کوره به بچ ماده ی اولیه و خرده شیشه، در پیش گرم کن، انجام می شود.
• این سیستم برای تمام نسبت های بچ ماده ی اولیه به خرده شیشه، قابل استفاده می باشد.
• مرحله ی اول، بخش انتقال غیر مستقیم حرارت می باشد. در این کار، گاز خروجی بدون رقیق سازی به این بخش وارد می شود و در این حالت، این گاز دارای دمای نمونه وار ۱۲۰۰-۱۴۰۰ ℃ می باشد.
مزیت های گزارش شده برای این سیستم ها:
• صرفه جویی در مصرف سوخت: ۱ GJ/ton شیشه ی مذاب
• صرفه جویی در مصرف اکسیژن: ۱/۱۲ ton اکسیژن به ازای هر تن شیشه ی مذاب.
• افزایش نرخ تولید: ۱۰-۲۰ %
• کاهش میزان انتشار گاز: ۱۵ -۳۰ % در مقایسه با کوره های اکسیژن- سوخت بدون پیش گرم کن
• پیش بینی بازپرداخت هزینه ها: بین ۱ تا ۳ سال بعد از نصب
یک سیستم در مقیاس پایلوت، بوسیله ی PRAXAIR در سال ۲۰۰۷، مورد بررسی قرار گرفته است. در این سیستم، دمای پیش گرم سازی در حدود ۴۸۰-۵۳۵ ℃ می باشد. مرحله ی بعدی در این توسعه، طراحی یک سیستم بزرگتر است که در کوره های تجاری شیشه، قابل استفاده باشد.
ویژگی های مهم سیستم پیش گرم سازی بچ و خرده ی شیشه
هدف اصلی مربوط به پیش گرم سازی بچ و خرده شیشه، صرفه جویی در مصرف انرژی است که این استراتژی با استراتژی افزایش نرخ کشش مذاب، همراه می شود و بدین صورت، صرفه جویی مناسبی در مصرف انرژی انجام می شود. هزینه های سرمایه گذاری به اندازه و نوع پیش گرم کن، وابسته است. تغییرات ایجاد شده در بخش انتقال بچ، نیازمند این است که از ارتباط های فرعی و داگ هوس استفاده شود. زمان بازگشت سرمایه در این سیستم ها، ۳ تا ۴ سال است اما هزینه های انرژی ممکن است در آینده موجب کاهش زمان بازگشت سرمایه در این قطعات گردد.
جنبه های مهم مربوط به پیش گرم سازی بچ و خرده شیشه، عبارتند از:
• بچ و خرده شیشه ی خشک شده، مستعد انباشته شدن بیش از حد در طی انتقال و شارژ به کوره هستند. وقتی بچ شارژ شده، به صورت مستقیم با گازهای خروجی، در تماس باشند، انباشتگی بیش از حد در کوره ممکن است رخ دهد. این ذرات ریز ایجاد شده در گازهای خروجی، ممکن است با مواد دیرگدازهای موجود در سیستم جریان گاز، واکنش دهند و موجب تخریب این بخش ها شود. مخصوصاً در مورد کوره های اند فایر، بخش های مشعل و چک کننده های ری ژنراتورها، بیشترین آسیب را می بینند. شکل ۳ نشاندهنده ی غلظت های گردوخاک و ترکیب شیمیایی گردوغبار است که در گازهای خروجی از کوره های اند فایر، اندازه گیری شده است. اولین ستون نشاندهنده ی میزان و ترکیب شیمیایی گردوغبار در بالای بخش چک کننده است. ستون دوم نشاندهنده ی میزان گردوغبار در بخش خروجی سیستم می باشد. تفاوت میان اولین و دومین ستون در میزان گردوغبار می باشد.

ستون سوم نشاندهنده ی غلظت های غبار در گازهای خروجی است که از بالای ری ژنراتور نمونه گیری شده اند.
طراحی های مربوط به داگ هوس برای کوره ها، مخصوصاً در کوره های اند فایر، به احتمال زیاد اصلاح خواهند شد تا بدین صورت، از مشکلات بیان شده در شکل ۳، جلوگیری شود. این همچنین مهم است که از تماس مستقیم میان شعله و بچ تازه شارژ شده، جلوگیری شود. این مسئله نیازمند برخی اصلاحات در موقعیت مشعل ها و طراحی پورت های مشعل ها، می باشد. برای سیستم های پیش گرم کن بچ و خرده شیشه غیر مستقیم، تجمع بیش از حد ماده ی اولیه در کوره، ممکن است نسبت به سیستم های پیش گرم کن مستقیم، بیشتر نمود دارد.
• برای کوره های اکسیژن- سوخت، مسئله ی ایجاد غبار ممکن است بوسیله ی ایجاد اصلاحات در ساختار کوره و قراردهی مناسب مشعل های اکسیژن- سوخت، کنترل گردد. همچنین این کار می تواند با انتخاب صحیح پورت های گاز خروجی و جلوگیری از ایجاد سرعت بالای گاز در داخل این سیستم ها، قابل انجام می باشد. TNO اندازه گیری های مناسبی را بر روی میزان گردوغبار موجود در گازهای خروجی از کوره های شیشه، انجام داده است. بر طبق اطلاعات بدست آمده از TNO، تفاوت اندکی در میزان گردوغبار مشاهده شده است.
• دود ایجاد شده از خرده شیشه، اغلب حاوی بخارات آلی و محصولات تجزیه شده است. این دودها ممکن است موجب ایجاد بوی بد در کارخانه ی شیشه و محیط اطراف آن می شود. این مسئله به ارتفاع دودکش و میزان مواد آلی موجود در خرده شیشه وابسته است. در یک مورد، یک سیستم سوزاننده ی متعاقب، باید برای سوزاندن این دودها، استفاده شود.
• پیش گرم کردن خرده شیشه، موجب کاهش میزان مواد آلی موجود در خرده شیشه می شود و موجب حذف کامل اجزای آلی می گردد. بنابراین، حالت اکسیداسیون بچ، اکسیدی تر می شود و این مسئله موجب بروز نوسان های بیشتری در سیستم می شود. بنابراین، با وجود این حالت در کوره، کنترل رنگ و اکسایش کاهش در این کوره ها، بهتر انجام می شود. در مورد بچ های شیشه ی کهربایی که مقادیری از مواد آلی یا کک، که به بچ افزوده می شود، ممکن است، در طی فرایند پیش گرم سازی، حذف شوند. پیش گرم کردن بچ و خرده شیشه، همچنین یک راه حل مناسب در زمانی است که افزایش ظرفیت تولید، مد نظر باشد و بخواهیم از حداکثر ظرفیت کوره، استفاده شود.
نتیجه گیری
کاربرد پیش گرم سازی بچ و خرده شیشه، هنوز بسیار محدود است و تنها در آلمان، مقبولیت داشته است. بسته به نسبت بچ به خرده شیشه و حد مورد قبول آلاینده های خاص (گردوغبار، اکسیدهای گوگرد، HCl و HF)، یکی از سیستم های بیان شده در بالا، انتخاب بهینه می باشد. پیش گرم سازی بچ ماده ی اولیه و خرده شیشه، به احتمال زیاد، یکی از تکنولوژی های موجودی است که می تواند منجر به افزایش صرفه جویی در مصرف انرژی به میزان ۱۵ تا ۲۵ % شود. مخصوصاً در کوره های اکسیژن- سوخت و کوره های بهبود یافته، دماهای پیش گرم سازی نسبتاً بالا، موجب افزایش صرفه جویی در مصرف انرژی می شود.
مسائل مربوط به انباشت بیش از حد ماده ی اولیه در کوره، بوی بد و دودهای سمی، احتمالا می تواند راه حل های مناسبی پیدا کند و بدین صورت، این تکنولوژی می تواند موجب مزیت های قابل توجهی برای صنعت شیشه شود.
منبع: سايت راسخون
برچسبها: صرفه جويی در مصرف انرژی در کوره های ذوب شیشه, صرفه جويی در مصرف انرژی, کوره های ذوب شیشه







.: Weblog Themes By Pichak :.

