
چكيدهاي از شيشه فلوت
از زمان معرفي شيشه فلوت در سال 1959 توسط پيلكينگتون فرآيند فلوت آرام آرام به نحو گستردهاي جايگزين فرآيندهاي شيشه تخت گرديده است . امروزه حدود 180 طرح فلوت با ظرفيت توليدي در حدود 40 ميليون تن در سال وجود دارد . اين مقدار متناظر با حدود 35 % كل توليد شيشه در جهان است .
شيشه تخت حاصل از روش فلوت در مقايسه با فرآيندهاي توليد قديميتر شيشه تخت مزايايي دارد كه عبارتند از :
-فرآيند فلوت قادر است شيشه تخت با كيفيت بالا در محدوده ضخامتي 5/0 تا 25 ميليمتر با عرض نواري بيش از 3 متر توليد نمايد .
-فرآيند توليد شيشه فلوت ظرفيت توليد بالايي را بر خلاف فرآيندهاي قبلي امكانپذير ميسازد .
-فرآيند فلوت پيوسته بوده و امكان اتوماسيون را تا ميزان زيادي ممكن ميسازد .
-كيفيت نوري سطح شيشه فلوت با شيشه پليت سايش خورده پوليش شده قابل مقايسه است .
-با توجه به پيشرفتهاي مداوم و بهبودهاي حاصله در 35 سال اخير فرآيند فلوت بيدردسرتر و ايمنتر از ديگر فرآيندهاي توليد شيشه است .
تاريخچه توليد شيشه شناور :
پيوسته كردن فرآيند توليد شيشه تخت كه از اوايل قرن بيستم آغاز شد ، مسير پر فراز و نشيبي را طي كرده است . در اين مسير سه روش كشش ، نورد و شناور ، تقريباً مراحل آزمايشي خود را همزمان آغاز كردند . دو روش اول به سرعت ارزش تجاري خود را كسب كردند و در توليد انبوه شيشه تخت به كار رفتند . اما عدم موفقيت اين روشها در توليد شيشههاي تخت بدون اعوجاج و بدون نوسانات شديد ضخامت و نيز دردسرهاي فراوان پرداخت و صقيل شيشه نورد شده سبب شد تا نهايتاً توجه شيشه سازان به مزاياي روش شناور جلب شود .
جرقه فكري روش شناور را فردي بنام “ لومباردو ” ايتاليايي زد كه در سال 1900 راهي براي توليد صفحات دي الكتريك تخت با استفاده از مايعي مثل موم يا پارافين بر روي مايع جيوه ابداع كرد و آنرا به ثبت رساند . بلافاصله در سال 1920 ميلادي “ ويليام هيل ” آمريكايي روش جديدي را براي توليد شيشه تخت بر اساس روش ابداعي لومباردو به ثبت رساند .
در اين روش او مذاب شيشه را بر روي سطح مذاب ديگري از فلزات ريخت و سپس با كشيدن مذاب شيشه بر روي سطح فلز حمام مذاب آنرا به صورت ورقهاي صاف درآورد . آزمايشهاي اوليه در سال 1920 در كارخانه “ گريگتون ” از شركت آمريكايي “ Pitsburg Plat Glass ” (PPG) صورت گرفت . در اين كارخانه سعي شد با شناور كردن مذاب شيشه بر روي آنتيموان مذاب ، عمل تخت كردن شيشه صورت گيرد . ولي آزمايش به دليل عدم موفقيت در تهيه و ساخت بدنه حوضچهاي كه بتواند آنتيموان مذاب را نگه دارد متوقف شد .
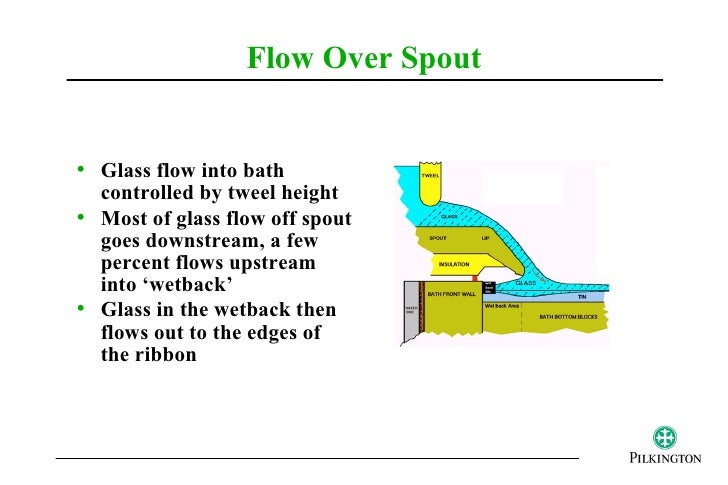
موفقيت ساخت يك واحد آزمايشي به روش شناور در سال 1950 ميلادي نصيب شركت انگليسي “ برادران پيلكينگتون ” شد . در اين روش كه اولين واحد موفق تجاري آن در سال 1959 ميلادي در انگلستان به توليد رسيد مذاب شيشه پس از طي مراحل ذوب و حبابزدايي ، با استفاده از همزنهاي مكانيكي مخصوص ، همگون و با درجه حرارت 1050 درجه سانتيگراد و از طريق آجر نسوز يكپارچهاي به نام آجر لبه (Spout) وارد حمام قلع مذاب ميگردد .
مقدار مذاب ورودي به حمام با كمك يك ديواره معلق متحرك (Tweel) كنترل ميشود . مذاب شيشه در حمام قلع ، با شناور شدن بر روي مذاب قلع و در نتيجه تعادل بين نيروهاي كشش سطحي به صورتي كاملاً صاف ، تخت و بدون اعوجاج در ميآيد . ضخامت نوار شيشه در داخل حمام قلع با اعمال منحني دمايي خاص و با استفاده از انبركهاي غلتكي مستقر در كنارهها و نيز تسمههاي گرافيتي ، ساخته ميشود .
شرح كلي فرآيند فلوت :
در اين روش ، شيشه در يك كوره ذوب در دماي حدود 1550 درجه سانتيگراد بدون داگهاوس ذوب ميگردد . از اينرو حركت دوراني و گردابي نوارهاي شيشه رخ نميدهد ، و همين عامل اثر مطلوبي بر خواص نوري شيشه تخت ميگذارد .
ريزش مذاب شيشه به قسمت فلوت از طريق كانالي رخ ميدهد كه در آن مقدار ريزش به وسيله يك بلوك آجر عمودي (Tweel) كنترل ميگردد . شيشه با دمايي حدود 1050 درجه سانتيگراد از روي يك سنگ لبه از جنس فيوزكست بر روي حمام قلع مذاب ميريزد كه قلب طرح قسمت شناور است و به صورت فيلمي با ضخامت ثابت گسترده ميشود .
فيلم مزبور در جهت طولي به صورت نواري با عرض بيش از 3 متر گسترده ميشود و با كنترل از 1050 به 600 درجه سانتيگراد سرد ميگردد . در اين دما ، نوار شيشه پيوستگي و سفتي لازم را دارد كه بتواند از حمام قلع بيرون آورده شده و به كانال تنشزدايي برسد . در 150 متر طول كوره تنشزدايي كه سخت شدن شيشه رخ ميدهد نوار شيشه با كنترل سرد ميگردد تا از تنشهاي باقيمانده جلوگيري شود . پس از كوره تنشزدايي نوار شيشه به صورت پيوسته از بازرسي اپتيكي ميگذرد تا معايب شيشه شناسايي گردد و نهايتاً نوار شيشه بريده ميشود .
حمام فلوت :
حمام فلوت داراي طولي حدود 40-50 متر و عمق تقريبي 6-7 سانتيمتر و عرض متغير 4-7 متر ميباشد . حمام از يك پوسته فلزي كه داخل آن با كمك آجرهاي شاموتي مخصوص پوشيده شده است ، تشكيل ميشود . نيمي از حمام دو جداره و المنتهاي گرمايي در داخل جداره تعبيه شدهاند . كنترل دما ، فشار ، اتمسفر و بويژه وضعيت نوار مذاب به صورت اتوماتيك و كامپيوتري انجام ميشود .
در واقع قسمت حمام فلوت (حمام قلع) از واني “ نسوز و گرافيت ” براي نگهداري قلع مذاب و همچنين يك اتاق در حد امكان بدون نشت گاز تشكيل شده است كه براي نگهداري اتمسفر احيا كننده “ 10% گاز هيدروژن و 90% گاز نيتروژن ” بكار ميرود تا از اكسيداسيون قلع جلوگيري شود . در فرآيند فلوت از اين واقعيت بهره برده ميشود كه در خصوص دو مايع غير قابل امتزاج ، مايع با دانسيته كمتر بر روي مايع سنگينتر به شكل يك فيلم پخش و گسترده ميشود . يك زمينه محدود كاملاً صاف و مستول از مايع سبكتر تحت تأثير وزن مخصوص و انرژي سطحي بوجود ميآيد .
براي تحقق بخشيدن به فرآيند فلوت به دنبال مايعي بودند كه بتوان بر روي آن مذاب شيشه را ريخت به نحوي كه بتوان سطح كاملاً مستوي و يكنواختي به وجود آورد . اين مايع بايد بتواند شرايط ضروري ذيل را برآورده كند :
-دانسيته بايستي بيشتر از دانسيته شيشه gr/cm3 5/2 باشد .
-نقطه ذوب بايستي كمتر از 600 درجه سانتيگراد باشد .
-فشار بخار مايع در حدود 1050 درجه سانتيگراد حتيالمقدور كم باشد .
-مايع نبايستي با مذاب شيشه واكنش شيميايي بدهد .
Ga ، In اساساً براي استفاده در حمام فلوت بر طبق خواص فيزيكيشان مناسب هستند . قله مايع بدين جهت انتخاب شد كه در ميان فلزات بالا ارزانترين بود . اين فلز همچنين كمترين واكنش با مذاب شيشه در 1050 درجه سانتيگراد را داشته و كمترين فشار بخار را دارد .
معايب و مشكلات شيشه فلوت
يكي از مشكلات اين روش اين است كه لبه ديواره معلق “ Tweel ” در داخل مذاب قرار دارد و اين خود سبب پيدايش ناخالصيها و آلودگي مذاب ميشود كه بعدها پس از مدتي تلاش براي حل اين مشكل با پوشاندن لبه ديواره معلق از پلاتين ، نهايتاً لبه آنرا از مذاب خارج كردند . يكي ديگر از مشكلات بسيار اساسي و مهم اين روش پيچيدگي توليد شيشههاي نازك بود .
كارهاي اوليه نشان ميداد كه توسعه و پخش مذاب بر روي قلع تا زماني صورت ميگيرد كه ورقه مذاب به يك ضخامت تعادلي در حدود 6 ميليمتر برسد . تجربيات اوليه براي تغيير ضخامت شيشه توليدي با بالا و پايين آوردن سرعت غلتكهاي انتهايي انجام شد ، ولي تجربه نشان داد كه اگر سرعت غلتك انتهايي را براي كاهش ضخامت شيشه كم كنند ، عرض ورقه شيشه به شدت كم ميشود . مثلاً در تغيير ضخامت به اين روش از 6 به 4 ميليمتر عرض ورقه از 5/2 متر به 75 سانتيمتر ميرسيد . لذا از همان ابتدا مشخص بود كه براي كنترل ضخامت ، تحول مهمي بايد در فرآيند توليد شيشه شناور صورت گيرد . براي كنترل ضخامت روي تركيب شيشه نيز كار شد ، ولي نتيجه چندان رضايت بخش نبود .
آزمايشهاي انجام شده نشان داد كه تغيير ضخامت با تغيير تركيب كه تعادل بين نيروهاي كشش سطحي را تغيير ميدهد ، قدرت تنظيمي بين 6 تا 7 ميليمتر را بيشتر ندارد . پس از تلاشهاي فراوان ، تغيير منحني دما در حمام قلع و عملكرد توامان تغيير دما و حركت انبرهاي بالشتكي لبهگير براي كنترل ضخامت بسيار موفقيتآميز بودند .
در اين روش مذاب با دماي حدود 1050 درجه سانتيگراد (گرانروي 104 پواز) وارد حمام قلع ميشود . دماي حمام بتدريج كاهش يافته و در دماي حدود 700 درجه سانتيگراد غلتكهاي زوجي ، لبههاي طرفين شيشه را در اختيار ميگيرند . به اين ترتيب عرض شيشه ثابت ميماند . پس از تثبيت عرض و فائق آمدن بر كشش سطحي ، دوباره دماي حمام افزايش مييابد و درجه حرارت نوار شيشه به حدود 850 درجه سانتيگراد ميرسد . در اين مرحله سرعت غلتكهاي انتهايي را افزايش داده و ضخامت را كنترل و تنظيم ميكنند . بدين ترتيب امكان توليد شيشههاي نازكتر از 6 ميليمتر و يا ضخيمتر از آن به روش شناور فراهم ميشود .
براي توليد شيشههاي ضخيمتر از ضخامت تعادلي ، حركت مذاب در حمام قلع توسط موانع يا ميلههاي گرافيتي كنترل ميگردد و مانع از پخش آن در عرض حمام ميشوند . در اين روش ضخامت ورقه توليدي به مقدار و سرعت كشش شيشه در حمام بستگي دارد . براي جلوگيري از تأثيرات منفي موانع گرافيتي بر روي لبههاي شيشه سعي ميكنند كه طول اين موانع در حداقل مورد نياز باشد . در سال 1969 ميلادي توليد شيشهاي به ضخامت 15 ميليمتر با اين روش امكانپذير گشت .
سومين مشكل مهم روش فلوت ، معضلات شيميايي اين روش بود . وجود كمترين ناخالصي در حمام قلع ، بويژه حضور اكسيژن و گوگرد در فضاي حمام ، حتي در حد يك در ميليون ، با قلع تركيب ميشوند و تركيباتي چون SnO و SnS بوجود ميآورند كه پس از تبخير و مهاجرت به نواحي سردتر حمام بر روي ورقه شيشه مذاب شبنم ميزنند و لكههاي چسبندهاي روي سطح ورقه شيشه به وجود ميآورند . علاوه بر آن چون حلاليت اكسيد قلع مذاب كم است ، در صورت پيدايش اكسيد قلع ، اين اكسيد به صورت لكه شناوري روي سطح مذاب قلع شناور شده و سطح زيرين شيشه را معيوب ميكند و به مرور با نفوذ در ساختار مولكولي شيشه ، در آن باقي ميماند و هنگام خم شيشه در كورههاي عمليات حرارتي ، مثلاً در توليد شيشه خودرو ، سبب پيدايش كدري روي سطح شيشه ميشود . كاهش اين ناخالصيها و كنترل دور گردش آنها در كوره و حمام از موارد مهم موفقيت روش فلوت است .
سيكل آلودگي گوگرد و اكسيژن در حمام قلع :
اگر چه همه بررسيهاي ممكن نشان ميداد كه قلع بهترين و مناسبترين فلز بستر براي شناور سازي نوار شيشه است ، اما ويژگي شيميايي اين عنصر ميل شديد تركيبياش با اكسيژن و گوگرد است كه در شرايط دمايي بالا تشديد ميگردد به تدريج در فرآيند توليد شيشه مشكلات خاص خود را ايجاد مينمايد . اكسيژن و گوگرد در دو سيكل شيميايي متفاوت سبب آلودگي سطح شيشه و نيز تخريب المنتهاي گرمايي حمام قلع ميشود .
سيكل آلودگي گوگرد با تشكيل سولفور قلع (استانو) در مذاب قلع آغاز ميشود . اين سولفور در محدوده دمايي 1000-1050 درجه سانتيگراد به سرعت بخار شده و از محيط قلع خارج ميشود . بخار سولفور استانو ، در چرخه كنوكسيوني اتمسفر حمام قلع به نقاط سردتر مهاجرت كرده و بر روي سطح سقف حمام و المنتهاي گرمايي آن كندانسه ميشود و پس از طي فرآيند ناقص احيا ، سولفور قلع به قلع فلزي و نهايتاً مخلوطي از سولفور قلع و قلع فلزي به شكل لكههاي ريز و پايدار (با قطرههاي متفاوت از 100 تا 1000 ميكرون) بر روي سطح شيشه چكه ميكند . وجود ppm 10 سولفور در اتمسفر حمام منجر به تشكيل 100 ميليگرم سولفور قلع در هر متر مكعب از فضاي حمام در دماي 1000-1050 درجه سانتيگراد ميگردد . نقش گوگرد در مقايسه با اكسيژن در مورد تشكيل لكههاي سطحي بسيار زيادتر است و لازم است كه بهاي لازم به وجود و حضور اين عنصر در حمام قلع داده شود . براي كنترل سيكل آلودگي گوگرد روشهاي متفاوتي تجربه شده است . با توجه به اينكه سقف محل تجمع سولفور قلع است اساس روشهاي اوليه تميز كردن سقف حمام با استفاده از دمش هوا يا گرم كردن ناحيه سقف و تسريع فرآيند احيا چكه در يك محدوده زماني كوتاه بود كه معمولاً در هنگام تميز كردن سقف شيشه ، توليد غير قابل استفاده ميشد . اكنون روش ريشهايتري در اين مورد اتخاذ شده است . در واقع تجربه سالهاي گذشته در مورد كنترل كاهش سولفات سديم كه بيشتر در كشورهاي اروپايي جهت كاهش آلودگي محيط زيست انجام ميگرفت ، نشان داد كه اين كاهش به شدت در تقليل سيكل گوگرد مؤثر بوده است . به همين جهت اكنون براي كنترل اين چرخه آلودگي از ورود گوگرد به داخل حمام قلع از طريق اتمسفر كوره و يا نوار شيشه حتيالامكان با كاهش مصرف عوامل گوگرد دار خودداري ميشود . سيكل آلودگي اكسيژن نيز با تركيب اكسيژن و قلع و تشكيل اكسيد قلع (استانو) آغاز ميگردد .
بخشي از اكسيد قلع حاصل تبخير و بخشي نيز در مذاب قلع حل ميشود . بخار SnO در نواحي سردتر روي سطح شيشه كندانسه و موجب تشكيل لكههاي پايدار بر روي سطح شيشه ميشود . اكسيد قلع محلول پس از رسيدن به حد اشباع از مذاب قلع خارج و به صورت اكسيد استانيك روي سطح مذاب قلع شناور گشته و سطح زيرين نوار شيشه را آلوده و كدر ميكند . از همان ابتداي شكلگيري اين تكنولوژي براي كاستن از مسأله آلودگي اكسيژن ، تنها راه عملي جلوگيري از ورود اكسيژن به داخل حمام تشخيص داده شد و در اين رابطه ضمن كنترل اتمسفر حمام با استفاده از هيدروژن و نيتروژن ، روشهاي دقيقتري براي درزبندي و جلوگيري از نفوذ ديفوزيوني اكسيژن به داخل حمام اتخاذ شد وجود حدود 10 درصد هيدروژن در اتمسفر حمام قلع ، در صورت اكسيژن به داخل حمام با جذب آن و تشكيل مولكولهاي H2O ، سيكل آلودگي اكسيژن را متوقف ميسازد . به هر حال در حال حاضر مسأله آلودگي اكسيژن و گوگرد ، مشكل عمده در توليد شيشه فلوت نميباشد و روشهاي كنترل و محدود كردن آن كاملاً شناخحته شده هستند .
اما آلودگي سطح نوار شيشه به قلع يا اكسيد قلع هنوز از مباحث جالب و مورد پيگيري در اين صنعت است . بررسيهاي فعلي نشان داده است كه در تركيب صد انگستروم اول سطح شيشه بيش از 30 درصد اكسيد قلع وجود دارد . در مواردي آلودگيهاي سطحي اگر چه ممكن است ظاهراً محسوس نباشد ولي در مراحل بعدي كار با شيشه ، بويژه در فرآيندهاي تكميلي مثل توليد شيشه نشكن يا خم براي مصارف ساختماني يا اتومبيل سبب پيدايش كدري در سطح شيشه ميگردند .
نتيجهگيري :
ابداع فرآيند شناور (فلوت) براي توليد پيوسته نواري از شيشه تخت با دو سطح موازي ، بدون اعوجاج و بدون نوسانات ضخامت ، گنجينه گرانبهايي از انواع كاوشهاي علمي و تكنولوژيكي را براي مهندسان و دانشمندان به همراه داشته است . انديشمندان تلاشهاي زيادي كردهاند تا جنبههاي مختلف اين فرآيند اعجابانگيز را با استفاده از قوانين فيزيك توضيح دهند .
دستيابي به قانونمنديهاي حاكم بر تشكيل نوار شيشه در اين فرآيند اكنون عرصههاي جديدتري را در تكوين و ابداعات نوين اين تكنولوژي ايجاد كرده است و توسعه و تكميل اين تكنولوژي در سالهاي اخير سرعت بيشتري يافته و از شكل اوليه خود بسيار فاصله گرفته است . اكنون نسل جديدي از واحدهاي توليد شيشه فلوت در حال شكلگيري است .
تركيب شيشه :
تركيب نرمال شيشه با مقدار 9/0 % < Fe2O3 < 08/0 %
SO3
K2O
Fe2O3
MgO
CaO
Na2O
Al2O3
SiO2
0.3
0.3
0.1
3.5
9.2
14.3
0.3
72.0
خلاصه :
در قلب صنعت شيشه جهان ، فرآيند فلوت قرار دارد كه توسط پيلكينگتون در سال 1959 بوجود آمد كه شيشه شفاف ، رنگي و پوششي دار براي ساختمان و شيشه شفاف و رنگي را براي وسايل نقليه توليد ميكند .
اين فرآيند ، قادر به ساخت شيشه با ضخامت 6 ميليمتر است و حالا قادر به توليد شيشههايي به ضخامت 4/0 ميليمتر و حتي تا 25 ميليمتر است .
شيشه مذاب ، در تقريباً دماي 1000 درجه سانتيگراد بطور مداوم از كوره روي حمام باريك قلع مذاب ريخته ميشود . شيشه مذاب روي قلع شناور ميشود ، به صورت يك سطح صاف روي آن پخش ميشود . ضخامت شيشه به وسيله سرعتي كه نوار شيشه در حال جامد شدن از حمام كشيده ميشود و كنترل ميگردد . سپس آنيل ميگردد (با سرمايش كنترل شده) و شيشه به عنوان محصولي پوليش شده با حرارت كه داراي سطوح واقعاً موازي است درميآيد
Making the remarks on the sidelines of the country’s 3rd International Exhibition of Glass, Equipment and Related Machinery, Hossein Zojjaji also said that glass export brings in $200 million for the country per annum, IRIB reported.
Zojjaji named Iraq, Armenia, Tajikistan, Azerbaijan, Persian Gulf littoral states, and some European countries as the main importers of Iranian glass.
Iran’s major glass production plants are producing 550,000 square meters of building glass per day, of which 60 percent is supplied to the domestic market and the rest is exported, the official announced.
The required raw materials are all domestically supplied and the good production and export condition have laid a proper ground for the Iranian companies and plants active in this sector, he further underlined.
Iran’s 3rd International Exhibition of Glass, Equipment and Related Machinery opened at Tehran Permanent International Fairgrounds on Thursday.
Edris Mazandarani, the chairman of the exhibition’s organizing headquarters, said this year’s event is participated by 60 Iranian companies in addition to some exhibitors form Turkey and China, Public Relations Department of Iran’s International Exhibitions Company reported.
Mentioning the four-percent share of glass industry in domestic economy, Mazandarani said this exhibition is a valuable opportunity to boost this share.
Saying that Iran exports its glass to 35 countries, the official also stated that this exhibit can promote the export of this product.
He said the 3rd International Exhibition of Glass, Equipment and Related Machinery lays the ground for the Iranian exhibitors to present their products, services and achievements while benefiting from B2B meetings with the foreign companies to create some fruitful partnerships.
برچسبها: GLASS, WORLD
موانع توسعه صنعت شیشه ایران
سعیده نبیزاده : ایران با دسترسی به مواد معدنی فراوان، نیروی کار مناسب و ارزان و بازار پرجمعیت در منطقه از ظرفیتهای بسیار مناسبی برای رشد صنعتی برخوردار است که میتواند ارزش افزوده بالایی برای کشور به ارمغان آورده و در توسعه اقتصادی کشور نقش مهمی ایفا کند.

با این حال متاسفانه آنطور که تولیدکنندگان و فعالان اقتصادی میگویند دولت از صنایع حمایت نمیکند و الگوی حمایتی برای صنایع ندارد و این موضوع باعث شده ظرفیتهای موجود به نحوه شایسته به ثمر ننشیند.
صنعت شیشه یکی از صنایع مهم در حوزه تبدیل کانی به محصولات با ارزش افزوده بالا، است که با تقاضای بسیار مناسبی در حوزه داخلی و بازارهای جهانی روبهرو است که با تبدیل مواد معدنی به شیشه در شکلهای مختلف کشور را از واردات این محصول به خصوص در حوزه کانتینر گلس بینیاز کرده است. یکی از شرکتهای فعال در این حوزه پارس شیشه سینا است که در سال ۹۳ به ثبت رسید و اواسط ۹۵ با ظرفیت ۱۵ تن در روز وارد عرصه تولید شد. این شرکت از آن سال تا به امروز در تامین شیشههای صنایع غذایی فعال بوده و در حال حاضر در نظر دارد ظرفیت تولید خود را تا ۳۵ تن در روز ارتقا دهد که انتظار میرود این تصمیم تا اردیبهشت وارد فاز عملیاتی شود.
ضرورت سیاستگذاری حمایتی
مدیرعامل این شرکت در گفتوگو با «دنیایاقتصاد» با بیان اینکه بازار و نیاز داخلی و خارجی به محصول تولیدی این انگیزه را در صنعتگر ایجاد میکند که تولید و اشتغال را افزایش دهد معتقد است: با این حال در صورتی که مسائل تحریم و چالشهای بانکی و تجاری برطرف نشوند صنایع قادر نخواهند بود از ظرفیتهای خود برای طرحهای توسعهای استفاده کرده و آن را به نتیجه برسانند.
به گفته علیرضا نطاق متاسفانه سیاستگذاریهای دولتی در راستای حمایت موثر از تولیدکننده نبوده و سیاستگذاریهای نادرست، پیچ و خمهای اداری، مشکلات و چالشهای بانکی و دهها مشکل دیگر همگی باعث شده صنعتگر به تنهایی وارد عرصه تولید شود و مشکلات زیادی گریبانگیر وی شود؛ باید گفت در مجموع عدم حمایتهای تسهیل کننده باعث شده تا سرمایهگذار و صنعتگر تنها بمانند.
این صحبتها در شرایطی است که تاثیر فضای موجود بر صنایع مختلف نیز یکسان نیست، به عنوان مثال موضوعاتی مانند کشش بازار و توانایی تولیدکننده در کاهش هزینههای تولید در صنعت شیشه به دلیل تقاضای بالا در بازار داخلی و جهانی و همچنین دسترسی به مواد معدنی و سوخت مناسب باعث شده تا فعالان این حوزه بتوانند نتیجه بهتری از تولید خود بگیرند. این در حالی است که در برخی صنایع دیگر نمیتوانند از چنین مزیتهایی به طور کامل بهره ببرند و با مشکلات بیشتری روبهرو هستند.
نطاق معتقد است: دولت باید یک الگوی متناسب با استانداردها و استراتژیهای دنیای صنعتی و لااقل همتراز با کشورهای منطقه مانند ترکیه و برخی کشورهای آسیایی یا کشورهای اروپایی تدوین کند و حمایتهایی برای توسعه صنعتی در پیش بگیرد تا بتواند به این ترتیب فاکتورهای توسعه اقتصادی کشور را از بعد توسعه صنعتی، اشتغال، رشد اقتصادی و... تضمین کند.
چالشهای وارداتی کدامند؟
به عقیده وی، ایران از باب معادن و کانی کشوری غنی است و میتوان گفت وابستگی به واردات مواد اولیه در صنعت شیشه در حوزه مواد اولیهای مانند سیلیس، کربنات، آهک و... تقریبا نزدیک به صفر است و بیش از ۹۸ درصد از مواد اولیه موردنیاز این صنعت از داخل تامین میشود. البته زیرساختها را مانند ماشینآلات و سنگهای کوره باید از خارج از کشور وارد کرد که واردات آنها با توجه به نوسانات ارزی با مشکلات زیادی روبهرو است. به گفته مدیرعامل پارس شیشه سینا، در اوایل سال ۹۸ تصمیم به توسعه تولید گرفتیم و با گذشت یک سال از زمان تصمیمگیری برای این توسعه هزینه طرحها سه تا چهار برابر شده است؛ بنابراین تمام هدفگذاریها با مشکل روبهرو میشوند و قطعا در صنایعی که با تسهیلات بانکی قصد دارند طرحهای توسعه خود را به پیش ببرند مشکلات بیشتری وجود دارد که حتی گاهی باعث میشود سرمایهگذاران و صنعتگران دست از اجرای طرحهای خود بکشند.
مدیرعامل پارس شیشه سینا تاکید کرد: متاسفانه در حوزه ماشین آلات که وارداتی هستند نوسانات قیمت ارز و تحریمها دو موضوعی هستند که مشکلات عدیدهای را برای تولیدکنندهها ایجاد کردهاند. شرکتهای ایرانی بهدلیل نگاه ویژهای که به موضوع کیفیت در تولید دارند علاقهمندند ماشینآلات مورد نیاز خود را از شرکتهای معتبر اروپایی وارد کنند. بنابراین بحث تحریم باعث شده است این کشورها از عرضه قطعات و ماشینآلات خودداری کنند و شرکتهای ایرانی مجبور هستند در دبی و کشورهای دیگر شرکتهایی ثبت کنند و بتوانند تحریمها را دور بزنند.
نقش دولتها در توسعه تولید
نطاق میگوید: آنچه از دولت در اقتصادهای مختلف جهان انتظار میرود آن است که در وضعیت نرمال در راه اندازی یک فعالیت اقتصادی حمایت کند و در صورتی که یک فعالیت نتواند در ادامه شرایط مساعدی را برای خود تعریف کند باید دست از حمایتها برداشت؛زیرا اگر قرار باشد صنعتگر تا همیشه از دولت انتظار حمایت داشته باشد قطعا آن فعالیت بیمار است و باید تعطیل شود.
با این حال در کشوری مانند ایران که دولتها از صنایع حمایت لازم و شایستهای انجام نمیدهند، صنعتگر باید با پیشبینیهای درست و بودجهای که در اختیار دارد با تاکید بر چشمانداز صادراتی فعالیت خود را آغاز کند. صنعتگر باید رقابت را مدنظر قرار دهد و تولید را برای بازارهای جهانی انجام دهد و از روشهای مدرن و به روز دنیا در ارتقای بهرهوری تولید، ارتقای کیفی تولید، بهبود روشهای تامین مالی از طریق فروش و پیش فروش محصولات و... برای سر پا ایستادن بهرهبرداری کند.
اهمیت دیپلماسی اقتصادی
به عقیده نطاق، یکی از موضوعات مهم در این بین نبود دیپلماسی مناسب اقتصادی است که انتظار میرود توسط اتاقهای بازرگانی، سفارتخانهها، وزارت امور خارجه و... ایجاد شود که اکنون فعالیت چشمگیری از این سمت دیده نمیشود و تولیدکننده باید به تنهایی وارد بازارهای خارجی شود یا منتظر بماند تا خریدار خارجی سراغ تولیدکننده بیاید.
اثر دیگر تحریمها در موضوع مراودات بانکی است؛ تحریمها باعث شدهاند عملیات نقل و انتقال بانکی با سختی صورت بگیرد و این موضوع سبب شده دلالها و واسطههایی از طریق صرافی و... این وظیفه را بر عهده بگیرند و در نتیجه صادرات با شرایط پرهزینهای روبهرو میشود و در نتیجه گاهی قیمت فروش محصول در بازارهای صادراتی بارها از بازار داخلی کمتر میشود.
به عقیده مدیرعامل پارس شیشه سینا در نبود تحریم، انتظار میرود سرمایهگذاران خارجی در بسیاری از صنایع ایرانی از جمله شیشه ورود کنند. سرمایهگذار خارجی در ایران میتواند از پتانسیلهای زیادی استفاده کند؛ نیروی کار ارزان، سوخت ارزان، دسترسی به مواد معدنی و... همگی شرایطی را ایجاد کرده است که سرمایهگذاران میتوانند با اطمینان از بازدهی سرمایهگذاری خود وارد حوزه تولید شوند و به عنوان مثال ایران به بزرگترین کشور تولیدکننده شیشه تبدیل شود. با این حال تحریمها مانع مهم و اصلی در برابر این موضوع هستند.
بنگاههای سرمایهداری ایجاد شود
خوشبختانه صنعت شیشه در ایران با مشکلی در حوزه تکنولوژی و دانش فنی روبهرو نیست. اما عمدتا در حوزه نبود سرمایه با مشکل روبهرو است. در حوزه صادرات نیز این صنعت مانند سایر صنایع با مشکل روبهرو است، زیرا تحریم باعث شده صنایع ایرانی در حوزه صادرات با مشکل روبهرو باشند و نبود صادرات دیر یا زود باعث میشود تولیدکننده از حوزه تولید خارج شود.
در این رابطه نطاق، برای رفع مشکل تامین سرمایه پیشنهاد کرد بنگاههای سرمایهگذاری ایجاد شود تا سرمایه موردنیاز را برای تولید تامین کنند، زیرا امروزه بیشتر این نهادها در بازار سرمایه و بورس فعالیت میکنند، این در حالی است که در بازار سرمایه ایران ساختار به گونهای است که بیش از تامین منابع مورد نیاز برای تولید در جهت حمایت از صاحبان سهام و سفته بازی فعالیت میکند.
برنامههای توسعهای آتی
مدیرعامل پارس شیشه سینا در تشریح برنامههای توسعهای این شرکت اعلام کرد: پارس شیشه سینا در حوزه افزایش ظرفیت تا ۳۵ تن در روز و ارتقای کیفی از منظر تجهیز ماشینآلات و ابزارهای تولید برای ارتقای کیفیت محصول قصد دارد طرحهای توسعهای خود را تعریف و ارائه کند و ورود به بازار سرمایه را نیز در دستور کار دارد.
به گفته نطاق در سال ۹۸ کل ظرفیت این شرکت در حدود ۴۴۰۰ تن در سال بوده که همه این تولید به فروش رفته است. یکی دیگر از برنامههای توسعهای شرکت حضور در بازار سرمایه است که انتظار میرود در صورت افزایش ظرفیت کارخانه زیرساختهای ورود به بازار سرمایه فراهم شود.


مدیرعامل شیشه اردکان بابیان اینکه امروز صنایع در جنگ اقتصادی قرار دارند، گفت: علیرغم تحریمهای خارجی، شدیدترین فشارهای داخلی بر صنایع اعمال میشود و سختگیریهای داخلی برای صنایع نابودکننده است.
محمود عزیزیان در گفتگو با خبرگزاری فارس در اردکان، بابیان اینکه گروه کارخانجات شیشه اردکان در سال 1384 تأسیسشده است، گفت: این مجموعه بهعنوان بزرگترین تولیدکننده شیشه در خاورمیانه محسوب میشود که در سال 1390 به تولید رسید و از همان ابتدا موضوع صادرات در دستور کار قرار گرفت.
وی با اشاره به اینکه صادرات محصولات باکیفیت، متنوع و موردپسند بازارهای جهانی در دستور کار گروه شیشه اردکان قرار دارد، افزود: به همین دلیل ازلحاظ شرایط بازار باید همراه با بازار جهانی باشیم لذا در نمایشگاههای صنعت شیشه در دنیا شرکت میکنیم و علم، دانش و تکنولوژی خود را بهروز میرسانیم.
مدیرعامل گروه کارخانجات شیشه اردکان اظهار داشت: لازمه بهروز بودن این است که خطوط جدید راهاندازی شود و محصولات جدیدی به بازار عرضه شود تا چرخه تولید شیشه مانند شیشههای ضد اغتشاش، چاپ، دکوراتیو، دکورال، شیشههای لوازمخانگی مانند گاز، هود و یخچال را تکمیل کند.
وی بابیان اینکه علیرغم تحریمهای گسترده کشور، در حال حاضر 50 درصد از محصولات تولیدی صنایع شیشه اردکان به 42 کشور صادر میشود، گفت: درصدد هستیم که در این شرایط تحریم نیز صادرات خود را افزایش دهیم و صادرات به کشورهای دیگر نیز در دست بررسی و اقدام است.
عزیزیان ضمن گلایه از عدمحمایت داخلی از صنایع، افزود: در شرایط تحریم، فشار دولت بر صنایع خیلی زیاد است درصورتیکه اصولاً در این شرایط باید دست صنعتگر و کارآفرین باز باشد اما علیرغم فشار تحریمهای خارجی، شدیدترین فشارها از سوی دولت بر صنایع اعمال میشود.
وی گفت: درحالیکه صنایع در جنگ اقتصادی قرار دارند و برای صادرات محصولات خود و واردات لوازم و قطعات موردنیاز با مشکلات زیادی مواجه هستند سختگیریهای داخلی برای صنایع نابودکننده است و بیش از اینکه تحریمها به صنایع فشار بیاورد تحریمها و فشارهای داخلی خیلی بیشتر است.
این کارآفرین برتر و صادرکننده برتر ملی با اشاره به برخی از شایعات و اظهارنظرها در خصوص آلاینده بودن صنعت شیشه گفت: صنعت شیشه یک صنعت پاک است و اصولاً کارخانههای شیشه در برخی از کشورهای جهان در مرکز شهرها قرار دارد و این صنعت هیچگونه آلودگی غیرمتعارفی ندارد.
وی افزود: همه صنایع آلودگی صنعتی معمولی دارند و ما با نصب فیلترهای مختلف توسط محیطزیست استان پنج سال است که بهصورت دورهای مورد پایش و رصد قرار داریم و تاکنون هیچ آلودگی غیرمتعارف توسط محیطزیست اعلامنشده است و آلاینده بودن شیشه اردکان را شایعه و حرفوحدیثهایی میدانم که برخی از افراد تنگنظر که نمیتوانند رشد و پیشرفت این صنعت را ببینند مطرح میکنند.
عزیزیان اظهار داشت: سیلیس مصرفی در صنایع شیشه اردکان هیچگونه آلودگی ندارد زیرا ما از سیلیس رسوبی استفاده میکنیم که در صنایع کاشی و سرامیک و ساخت لوازمخانگی نیز استفاده میشود.
وی بابیان اینکه تمام مواد اولیه این کارخانه از داخل کشور و از معادن متعلق به شرکت که در محدوده شهرستان اردکان قرار دارد تأمین میشود، گفت: خط تولید بلوک سبک و آجر ماسه آهکی با استفاده از ضایعات کارخانه راهاندازی شده است که محصول تولیدی باکیفیت مناسب جهت مصرف ساختمانسازی و در نمای ساختمانها به بازار عرضه میشود.
مدیرعامل گروه کارخانجات شیشه اردکان با اشاره به پشتیبانیهای مالی بانک تجارت از صنایع شیشه اردکان، گفت: این بانک از ابتدای شروع به کار این مجموعه با حمایتهای خود بهعنوان بانک عامل در کنار ما قرار داشته است و با در اختیار قرار دادن وام ارزی به این مجموعه نقش مهمی در تولید داشته است.
وی در پایان اظهار داشت: این مجموعه با وسعت بیش از 75 هکتار در سه بخش تولید شیشه، صنایع جانبی و فرآوری بهصورت چرخه کامل تولید از معدن تا محصول نهایی احداثشده است و در حال حاضر 1400 نفر در این مجموعه مشغول به کار هستند.
برچسبها: صنعت شیشه
انعکاس از همان ابتدا، برای بشر مجذوب کننده و رمزآلود بوده است. بخصوص دیدن چهره خود در اجسام براق، بسیار تعجب آور بوده است. تولید آینه از همان اصل بازتاب نور و تمایل ذاتی بشر برای دیدن انعکاس آغاز شده است. انعکاس نور در آب انعکاس تاریخچه تولید آینه در زمان های قدیم، مردم از سنگ ابسیدین (Obsidian ) برای تولید آینه استفاده می کردند. این سنگ ها بسیار جلا داده می شدند، به طوریکه قادر به انعکاس نور با وضوح بالا بودند. با گذشت زمان و با تکامل تمدن، فن آوری نیز پیشرفت کرد. به تدریج، مردم از طلا، نقره و آلمینیوم جهت تولید آینه استفاده کردند. مشابه جلا دادن سنگ ها، طلا و نقره را جلا می دادند. در حدود سال ۱۹۰۰ میلادی، فرآیند نقره سازی به محبوب ترین روش تولید آینه تبدیل شد. امروزه نیز از این روش استفاده می شود. در دوران باستان، از فلزهای جامد مثل برنز و نقره برای تولید آینه استفاده می شد. به همین دلیل، آینه ها بسیار گران قیمت بودند. از طرفی، این آینه ها بسیار مستعد خوردگی نیز بودند. شیشه سازهای ونیزی، فرآیند تولید آینه از شیشه را در قرن ۱۶ ام معرفی کردند. آنها پشت شیشه را با جیوه پوشاندند تا یک انعکاس کامل و بدون تحریفی بدست آید.
در کارخانه های تولید آینه، از شیشه با کیفیت و خالص استفاده می شود. شیشه تنها ۴% از نور را انعکاس می دهد. این یعنی، جهت تبدیل شیشه به آینه مواد دیگری مورد نیاز است. موادی که مورد استفاده قرار می گیرد اغلب نقره، طلا، کروم یا جیوه هستند. آینه های امروزی اغلب با نقره یا آلمینیوم غیر سمی تولید می شوند. در صورت ماندن هرگونه آلودگی و غبار روی شیشه، آینه تولید شده موج دار و بی کیفیت می شود. لذا؛ صیقل دادن و تمیز کردن سطح شیشه از اهمیت فراوانی برخوردار است.
نحوه تولید آینه :
روش های مختلفی برای تولید آینه وجود دارد. در اغلب کارخانه های تولید آینه، ابتدا جام های آینه به خوبی شسته و تمیز می شوند. سپس به دقت صیقل داده می شوند و کاملا عاری از لک و غبار می شوند. در مرحله بعدی، قلع مذاب روی شیشه ریخته می شود و یک لایه بسیار نازک و صاف روی شیشه قرار می گیرد. سپس ، نقره اضافه می شود و با مواد فعال کننده، لایه نازک ترکیب نقره و قلع به شیشه می چسبد. مس برای ماندگاری بیشتر روی این لایه پوشانده می شود. جهت حفظ مس از زنگ زدگی و خراش، یک لایه رنگ هم در مرحله نهایی اسپری می شود. آینه به دست آمده کاملا شفاف است و بیش از ۸۰% نور را منعکس می کند. این آینه ها کاربری های بسیاری دارند. آینه های معمولی تخت در نظافت شخصی، زیبایی، دکوراسیون داخلی و خارجی، اتومیبل و غیره کاربرد دارند. آینه های محدب و مقعر در پزشکی، تکنولوژی، مصارف نظامی، آینه بغل اتومبیل، هوا فضا، هنر و نقاشی مورد استفاده قرار می گیرند.
برچسبها: آینه, شیشه تخت, شیشه فلوت, شیشه
شیشه ساختمانی
شیشه های ساختمانی را می توان به عنوان پرکاربردترین نمونه از شیشه ها معرفی کرد. تنوع تولید شیشه موجب گردیده است تا بتوان شاهد بازار های نامحدودی در استفاده از آن بود. صنعت معماری ساختمان از مهم ترین مخاطبین انتخاب شیشه های ساختمانی است.
تعریف شیشه |
شیشه از مواد مصنوعی غیرفلزی و غیرآلی است. اصولا شیشه ، از سه ماده اصلی آهک ، سیلیس ، کربنات سدیم تشکیل می شود. این مواد به همراه مواد افزودنی جزئی دیگر در کوره های ذوب شیشه ، مذاب شده و در نتیجه می توان به اشکال مختلف درآورد. شیشه دارای ساختار آمورف و جسمی سخت ، ترد ، شفاف ، نورگذر ، سختی ۶-۷ و وزن مخصوص ۲۰/۲ گرم بر سانتی متر مکعب است.
استفاده از شیشه در صنعت معماری و ساختمان سازی معمولا در قسمت هایی از جمله درب و پنجره شکل می گیرد و می توان در دیگر قسمت های ساختمان نیز از شیشه ها استفاده کرد.
روش های متعددی در زمینه ساخت شیشه امروزه ابداع شده است. با این حال معمول ترین روش در صنعت ساخت شیشه (ذوب کردن مواد اولیه و مخلوط کردن آن در کوره تا خمیر شیشه به دست بیاید) مورد استفاده قرار می گیرد.
وزن شیشه
محاسبه وزن شیشه به صورت دقیق کار ساده ای نیست اما به صورت تقریبی می توان با توجه به ابعاد شیشه، نوع و ضخامت آن، وزن تقریبی آن را محاسبه کرد.
طی محاسبات انجام شده وزن یک مترمربع شیشه تک جداره با ضخامت ۲ میلی متر برابر ۵ کیلو گرم می باشد و یک مترمربع شیشه ۴ میل وزنی معادل ۱۰ کیلو گرم خواهد داشت.

چند نمونه از کارخانه های شیشه در ایران در زمیه های مختلف
- گروه صنعتی کاوه که در زمینه شیشه های فلوت – ظروف شیشه ای فعالیت می کند.
- شیشه قزوین که در زمینه شیشه های فلوت – شیشه های شیت – جام شیشه فعالیت می کند.
- گروه شیشه رازی که در زمینه بطری ها و شیشه های دارویی فعالیت می کند.
- گروه شیشه دارویی مفید که در زمینه شیشه های دارویی فعالیت می کند.
- شیشه و گاز (شوگا) که در زمینه بلور و کریستال – ظروف شیشه ای فعالیت می کند.
- نوری تازه که در زمینه ظروف بلور- ظروف پرکس، اپال فعالیت می کند.
- شیشه همدان که در زمینه جار – بطری فعالیت می کند.
- لامپ پارس شهاب که در زمینه لامپ های فلورسنت – شیشه های لامپ فعالیت می کند.
- دشکو که در زمینه بطری – شیشه های پزشکی فعالیت می کند.
- گروه شیشه سهند که در زمینه جام شیشه فعالیت می کند.
- شرکت کریستال ایران که در زمینه ظروف نشکن- بلور- ظروف مواد غذائی شرکت فعالیت می کند.
- شرکت شیشه لرستان که در زمینه بلور و کریستالفعالیت می کند.
شیشه ساختمانی
شیشه های ساختمانی دارای ویژگی ها و قابلیت های مختلفی می باشند که به عنوان مثال میتوان به معماری و طراحی آن اشاره کرد.
امروزه به دلیل افزایش انواع شیشه های مختلف ، تشخیص شیشه مناسب در هر زمینه کار نسبتا دشوارو سختی شده است.از این رو شناخت انواع شیشه ساختمانی ، قابلیت ها و کاربردهای آن ها می تواند نقش مهمی در استفاده بهینه از این ماده مهم چه در افزایش بهره وری و چه در افزایش زیبایی ساختمان داشته باشد.

به گزارش تابناک تبریز، این طرح شامل دو واحد تولید شیشه فلوت هر کدام با ظرفیت ۶۰۰ تن در روز است که در زمینی به مساحت 300 هزار مترمربع اجرا میشود.
برای این طرح در مجموع، ۱۱۰ میلیون یورو سرمایهگذاری و با بهرهبرداری از آن برای بیش از یکهزار نفر شغل ایجاد خواهد شد.
وزیر صنعت، معدن و تجارت در آئین کلنگزنی این طرح، گروه صنعتی شیشه سهند را تبلور همت ایرانی و غیرت آذربایجانی توصیف کرد و گفت: با وجود این شرکت، بخشی از دغدغه ما در ارتباط با اشتغال جوانان رفع شده است.
رضا رحمانی اظهار داشت: با شناختی که از این شرکت دارم در موعد مقرر، شاهد افتتاح و اشتغالزایی این مجموعه و طرحهای توسعه آن خواهیم بود.
وزیر صنعت، معدن و تجارت همچنین از بخشهای مختلف گروه صنعتی سهند و کارخانه تولید شیشه آذر بازدید کرد.
شیشه یکی از اقلام صادراتی کشورماست که با توجه به وجود مواد اولیه در کشور، تولید و صدور آن جنبه اقتصادی دارد .

یکی از ابعاد مثبت این صنعت به این دلیل است که در کنار تکنولوژی تولید، درعرصه تامین مواد اولیه نیزهیچگونه وابستگی به کشورهای دیگر وجود ندارد و این امر نقطه قوتی است که نمی توان به راحتی از کنار آن گذشت .
با این وصف حتی در اوج تحریم ها و در شرایطی که فروش مواد اولیه به کارخانجات کشور دچاراختلال شود، هیچگونه خللی در روند تولید شیشه ایجاد نمی شود.
طبق آمار رسمی در سال 97 صادرات وزنی شیشه تخت 599 هزارتن به ارزش 129 میلیون دلار رسید که در مقایسه با صادرات سال 96 به ترتیب 5.4 و 4 درصد رشد داشت که عمدتاً به کشورهای خاور میانه، شرق آسیا و آسیای میانه و شرق اروپا صادر شده است .
صادرات وزنی ظروف شیشه 195 هزارتن به ارزش 181 میلیون دلار بوده است که در مقایسه با مقدار صادرات سال قبل از آن به ترتیب 25.8 و 19.8 درصد رشد نشان می دهد که عمدتاً به کشورهای خاور میانه، شرق آسیا و آسیای میانه و شرق اروپا صادر می شود.
بر این اساس ایران از نظر تولید شیشه تخت در منطقه (بدون احتساب ترکیه) مقام نخست، در آسیا سومین کشور تولید کننده و در جهان نهم می باشد.
ایران از نظر تولید ظروف شیشه در منطقه سوم، در آسیا دهم و در جهان جزء 20 تولید کننده برتر می باشد.
در حال حاضر فعالیت حدود 12 کارخانه شیشه فلوت در شهرهایی همچون یزد ، قزوین مراغه ، آذربایجان ، مشهد و ساوه 23 واحد تولید ظروف شیشه فرصت های قابل توجهی در حوزه اشتغال زایی ایجاد کرده است.
برای شیشه تعاریف مختلفی وجود دارد، شیشه جامدی است که ساختار بلوری ندارد و در برابر گرما و مذاب شدن فرمی مانند شیشه از خود نشان میدهد. میتوان گفت که شیشه از مواد چون آلیاژ، گدازههای یونی، مایعهای مولکولی و بسپارها و… بهدست میآید.
شیشههای معمولی که در زندگی روزمره بکار میروند، عمدتا شامل سیـلیس ، کربنات کلسیم (یا آهک) و کربنات سدیم و زغال کک است ( گاهی از فلدسپار و دولومیت نیز استفاده میشود). معمولا این مواد را به صورت پودر یا دانههایی به قطر ۰٫۲ تا ۲ سانتیمتر ، مصرف میکنند. البته برای تهیه شیشههای مرغوب و کریستال ، از سیلیس تقریبا خالص (کوارتز) استفاده میشود. در شیشههای معمولی حدود ½ درصد آلومین و ۰٫۰۸ درصد اکسید آهن نیز وجود دارد.
مراحل مختلف تهیه شیشه :
- تهیه مواد اولیه و تبدیل آنها به پودر با دانهبندی بین ۰٫۱ تا ۲ میلیمتر
- توزین هر یک از مواد اولیه به نسبتهای مورد نظر و مخلوط کردن آنها همراه با ۴ تا ۵ درصد آب و انتقال مخلوط به کوره
- ذوب کردن مخلوط در کوره و تهیه خمیر شیشه
- بیرنگ کردن خمیر شیشه و خارج کردن گازها
- تبدیل به فرآوردههای مورد نیاز بازار و صنایع
- نپختن شیشه ( قرار دادن شیشه داغ در کورههایی که دمای کمی دارد، برای کاهش شکنندگی شیشه)
- فرآوردههای مختلف شیشهای
مصارف شیشه صرفا به حوزه ساختمان سازی خلاصه نمی شود و تولیدات متنوع و متعدد برای تامین نیاز شیشه قفسه ها ، ایستگاه های اتوبوس ، میزها و شیشه های ضد گلوله باعث تنوع و تکثر قابل توجه تولیدات در این حوزه شده است.
در حال حاضر ، صنایع شیشهسازی در کشور عمدتا در پنج شاخه اصلی ساختمان سازی، صنایع غذایی ، تهیه لوازم خانگی ، صنایع خودرو سازی ، صنایع دارو سازی و آزمایشگاه فعالیت دارند.
کاربرد شیشه تخت وظروف شیشه ای
عمده مصرف شیشه تخت در صنعت ساختمان و وسایل نقلیه کاربرد دارد، به طور معمول شیشه تخت پس از فرآوری(سکوریت شدن، لمینیت و چند لایه شدن) مورد استفاده قرار می گیرند.
ظروف شیشه به چند دسته ظروف از جمله ظروف آشپز خانه، ظروف مواد غذایی و ظروف مواد دارویی تقسیم بندی می شوند، که همانگونه از نام آنها مشخص می باشد ظروف آشپزخانه برای استفاده در لوازم خانگی، ظروف مواد غذایی از جمله بطر و جار جهت بسته بندی مواد غذایی مانند شیشه های نوشابه ، دلستر ، عسل و مربا و ظروف مواد دارویی جهت بسته بندی مواد دارویی از جمله شربت دارویی مورد استفاده قرار می گیرد.
انواع شیشه ساختمانی
• شیشه تخت این نوع شیشه از همان شیشه های معمولی هستند که از گذشته تا به حال مورد استفاده قرار می گیرند. شیشه تخت یا فلت در ضخامت های 2 تا بیش از 20 میلیمتر تولید می شود که به طور معمول ضخامت های 4 تا 8 میلیمتر آن کاربرد بیش تری دارند. بیش ترین کاربرد آن ها برای پوشش دهی پنجره ها است
• . شیشه مشجر : این نوع شیشه سطحی به صورت ناهموار دارد که گاهی در مراحل تولید، از نقش و طرح های زیبا بر روی سطح آن استفاده می شود. موارد استفاده آن بیش تر برای فضاهایی است که قصد دارند از دید مستقیم افراد جلوگیری کنند.
• شیشه رفلکس : این نوع از شیشه قابلیت انعکاس تصاویر را دارد و سطح آن مانند آینه عمل می کند. بیش ترین کاربرد شیشه رفلکس در نماهای ساختمان است. باید گفت در هر سمت که نور بیش تر باشد، شما می توانید تصویر خود و محیط را در شیشه مشاهده کنید.
• شیشه دو جداره : شیشه های دو جداره از جاگذاری دو شیشه با فاصله از یکدیگر ساخته می شوند که با ایجاد فضای خالی در بین دو شیشه خلا بوجود می آید. ایجاد این خلا می تواند شیشه را عایق مناسبی در برابر صوت و حرارت کند.
• شیشه سکوریت : این نوع شیشه به شیشه میرال یا نشکن هم معروف است. به دلیل این که به شیشه سکوریت در هنگام ساخت، حرارت بالا داده می شود، ایمنی آن افزایش می یابد و مقاومت فشاری آن بالا می رود. در نتیجه شیشه به راحتی نمی شکند.
• شیشه لمینت : این نوع شیشه از چند لایه شیشه تخت یا سکوریت تشکیل شده است. در بین لایه های شیشه از نوعی طلق استفاده می شود که باعث چسبندگی بین شیشه ها می گردد.
شیشه ساده یا تخت (شیشه فلوت)
شیشه فلوت شیشه ای است بدون موج و کاملا صاف است که بعد از بیرون آمدن شیشه از کوره برای صاف و مسطح شدن و ضخامت دار شدن آن، شیشه را در حوضچه مذاب قلع غوطه ور میکنند تا تبدیل به شیشه فلوت می شود. نام دیگر شیشه خام و سکوریت نشده شیشه فلوت می باشد که امروزه در صنعت ساختمانی کمترین کاربرد را دارد.
شیشه فلوت یا شیشه تخت، اولیه ترین حالت شیشه تولید شده می باشد. شیشه فلوت در ضخامت های مختلف از ۲ میلی متر تا بیش از ۲۰ میلی متر تولید و عرضه می شود اما به صورت متداول ضخامت های ۴-۸ میلی متر در ساختمان ها مورد استفاده قرار می گیرد.
شیشه فلوت به دلیل روش تولید خاص خود، اغلب بدون موج و خمیدگی می باشد، به همین دلیل در ساختمان ها و بخصوص پنجره ها کاربرد فراوانی دارد. شیشه فلوت را می توان به صورت اولیه و یا به صورت فراوری شده و افزایش کارایی های جدید مورد استفاده قرار داد.
فرق شیشه فلوت و ساده
شیشه معمولی، شیشه فلوت و شیشه سکوریت هر سه تخت هستند، فرق شیشه فلوت و ساده شیشه فلوت سطح کامل صاف و مسطح دارد بدون حباب و خش که این تفاوت به دلیل تفاوت در فرایند تولید آن هست. فرق شیشه فلوت و ساده در موادی است که در تولید استفاده میشود.
رشد 10 درصدی تولید شیشه تخت در سال 97
طبق آمار دریافتی در سال 97 ، ظرفیت اسمی شیشه تخت یک میلیون و 752 هزار تن ؛ ظرفیت اسمی ظروف شیشه 759 هزارتن ، تولید شیشه تخت یک میلیون و 629 هزار تن که نسبت به تولید سال 1396 با تولید یک میلیون و 478 هزار تن 10 درصد رشد داشته است. علت رشد 10 درصدی ناشی از بهره برداری از طرح شرکت شیشه فلوت کاویان با ظرفیت 180 هزار تن بوده است.
همچنین تولید ظروف شیشه 669 هزارو 500 تن بوده است که نسبت به تولید سال 1396 با تولید 666 هزارتن 5/0 درصد رشد داشته است.
در همین مدت واردات وزنی شیشه تخت 5 هزارو 781 تن به ارزش 5 میلیون دلار و واردات وزنی ظروف شیشه 11 هزارو 623 تن به ارزش 25 میلیون دلارو واردات وزنی ظروف شیشه 11 هزار و 623 تن به ارزش 25 میلیون دلار بوده است .
میزان مصرف شیشه تخت ( مجموع شیشه تخت خام و سایر شیشه های ایمنی ) 850 هزارتن در سال گذشته گزارش شده است و میزان مصرف ظروف شیشه بین 400 الی 450 هزارتن بوده است .
این در حالی است که طی سه ماهه نخست سال 98 ظرفیت اسمی شیشه تخت یک میلیون و 752 هزار تن و ظرفیت اسمی ظروف شیشه 759 هزارتن بوده است و بر این اساس تولید شیشه تخت طی سه ماهه نخست سال جاری 405 هزارتن و تولید ظروف شیشه در همین مدت 170 هزارتن گزارش شده است .
همچنین ظرفیت اسمی تولید کریستال 9156 تن ، تولید عملی 7 هزار تن و تعداد واحد های تولید کننده در کشور 4 واحد گزارش شده است .



تونل راه اهن با دیواره شیشه ای در بریتانیا.کیفیت بالا یعنی همین
برچسبها: تونل راه اهن با دیواره شیشه ای در بریتانیا





تست زبرا:
شیشه فلوتی که دارای تست زبرا و یکنواختی ضخامت در طول شیشه ،عدم وجود حباب و ذوب نشده های کوچک و بزرگ عدم وجود لب پریدگی و انیلینگ مناسب که متاسفانه عمده کارخانجات تحت تکنولوژی چینی فاقد ان هستند .همچنین شرکتهایی که عمر انها از 7 سال به بالا است عمدتا گرفتار مشکلات مشابه هستند و نمیتوانند بادرصد بالایی گرید A تولید نمایند. عدم وجود مواد اولیه مرغوب و ناخالصی هایی که از مواد اولیه وارد شیشه میشود موجب افت کیفیت می گردد.عدم استفاده از تکنولوژی های روز دنیا در طراحی هاو عدم هزینه برای بهبود مستمر میتواند از دلایل دیگر پایین بودن کیفیت شیشه در بازار باشد.با اینکه وجود هرگونه ذوب نشده در شیشه در کوتاه یا بلند مدت باعث ترک خوردگی شیشه خواهد شد و عدم انیلینگ مناسب یا وجود حباب و ذوب نشده شرکتهای سکوریت را با مشکل شکستگی شیشه در کوره سکوریت مواجه میسازد ولی بعضی از شرکتها همچنان این شیشه بی کیفیت را روانه بازار می نمایند که از لحاظ اخلاقی نیز این کار درست نمی باشد و نوعی فریب مشتری محسوب می گردد.وجود رنگ سبز ناشی از بالا بودن اهن در شیشه فلوت می باشد که از دیگر نشانه های بی کیفیت بودن محصول و استفاده از مواد اولیه ارزان قیمت است.لذا بایستی قبل از ارسال اینگونه محصولات به بازار ابتدا تمامی مشکل ان حل و سپس محصول به بازار روانه گردد
pcs milling cutters to Brazil. Our milling tools are widely used for Intermac, Bottero, Forvet, Glassman and some other brands CNC drilling and milling machines; Imported powder guarantee the stable and good quality; If you want more information, can contact by whats app or wechat 8615010660856.




به قلم مهندس معین افشاری
برای ذانلود مطلب لطفا اینجا کلیک نمایید.
برچسبها: فن آوري هاي نوين بهينه سازي مصرف انرژي در صنعت شيش, صنعت شيشه, فن آوري هاي نوين
به همت آقای مهندس مجید احمدی فرد.
برچسبها: مقاله, هوا زدگی در شیشه, شیشه فلوت, سودالایم
تعريف شيشه :
براي شيشه تعاريف زيادي ارائه شده است .عده اي معتقدند كه شيشه ماده اي است كه از سرد كردن مذاب تهيه مي شود بطوري كه در فرآيند سرد كردن هيچ گونه تغيير ناگهاني در مذاب و ويسكوزيته آن ايجاد نشود وويسكوزيته آن با سرد كردن به مرور افزايش يافته تا كامل صلب شود . شيشه جامد آمرفي است كه داراي نظم و تناوب بلوري در برد زياد نباشد .
علمي ترين تعريف براي شيشه عبارتست از : شيشه مايعي است كه گرانروي آن بيش از ده پويز باشد كه در اين حالت تشكيل يك جامد آمرف (از نظر كريستالوگرافي بي شكل ) را مي دهد .
در واقع شيشه, ساختمان غير منظم مولكولي مايع را حفظ كرده ولي اين ساختمان غير منظم بصورت غير متحرك درآمده است واين خاصيت جز خواص منحصر به فرد شيشه است . هر چه ويسكوزيته بيشتر باشد واز طرفي سرعت سرد كردن بالا باشد امكان شيشه اي شدن بيشتر مي شود همانند مواد اسيدي .
يكي ديگر از تعاريف شيشه : شيشه ماده اي غير آلي است كه از حالت مذاب طوري سرد شده است كه بدون آنكه تبلور يابد به صورت صلب در آمده است .
تاريخچه اي كوتاه از شيشه :
از اولين روزهاي پيدايش كره زمين , كوههاي آتشفشاني بطور طبيعي شيشه توليد مي كردنند . به تدريج وقتي انسان به كشف اين ماده طبيعي و موارد استفاده آن پي برد , به فكر ساخت وتوليد انبوه آن افتاد . امروزه شيشه يكي از موارد بسيار پر مصرف و جدائي ناپذير در زندگي انسان به شمار مي رود كه البته اين ماده در مراحل مختلف تاريخي به شكل امروزي در آمده است .اين دوران به شرح ذيل است :
دوره اول :
از 3000سال قبل از ميلاد مسيح , مصريها از شيشه استفاده مي كردند , ولي براي اولين فرم و شكل دادن به شيشه در منطقه مقطونيه فعلي در حدود 1700سال قبل از ميلاد تحقق يافت .
دوره دوم :
در اين دوره انسان به اين مهم پي برد كه با دميدن در شيشه آن را مي تواند به اشكال مختلف در بياورد . اين دوران 400-500سال بعد از ميلاد بود . در حدود 100سال بعد انسان با كشف ابزار و وسائل دميدن در شيشه اين تكنيك را كاملتر و عميقتر ساخت .
دوره سوم :
رومهاي باستاني با تجارت و صدور شيشه به اقصي نقاط دنيا , حتي تا چين كاربرد اين محصول را اشاعه دادند .خلاصه اينكه شيشه ماده اي است كه از دل طبيعت پديد آمده و بدست انسان كامل گرديده و امروزه به دنبال اولين كشفهاي بشر اين ماده در مقادير و روشهاي مختلف توليد مي گردد تا نيازهاي فراوان امروزه جوامع بشري را برآورده سازد .
مواد اوليه مصرفي در صنايع شيشه :
سيليس (Sio2) : عمده ترين ماده اوليه مصرفي در صنايع شيشه سيليس مي باشد در طبيعت به اشكال مختلف بصورت سنگهاي آذرين , رسوبي و دگرگوني يافت مي شود و به صورت بلورهاي كوارتز يا ساير تركيبات سيليسي به وفور يافت مي شود . معادن سيليس با خلوص بيش از 99.5 % در بلژيك و هلند وجود دارد . نمونه هايي از سيليس مناسب در غرب ايران همدان , اطراف ملاير , لرستان , اليگودرز و همچنين در استانهاي زنجان , كرمان ,خراسان مشاهده مي شود . در سنگهاي رسوبي كوارتز به صورت بلورهاي ريز بوده ودر تركيب ماسه سنگها وجود دارد كه مهمترين ماسه سنگ غني از كوارتز , كوارتزيت نام دارد . سيليس كه بزرگترين ماده تشكيل دهنده شيشه است در حدود %58فرمول شيشه را تشكيل مي دهد و به عنوان استخوان بندي و يا شبكه سازي شيشه به كار
مي رود . دانه بندي سيليس بين 0.1 تا 0.5ميلي متر مي باشد .
كربنات سديم : (Na2Co3)
كربنات سديم منبع تامين كننده اكسيد سديم (Na2o) بوده وبه عنوان دگرگونساز وكمك ذوب در توليد شيشه به كار مي رود زيرا نقطه ذوب سيليس را از 1725 به1450. درجه مي رساند .اين ماده به صورت شيميايي از تركيب نمك طعام , سنگـ آهگ وآمونياك بدست مي آيد .ويا از معادن به صورت طبيعي استخراج مي شود كه مقداري نا خالصي دارد و به روش فيلتراسيون و كريستاليزاسيون به صورت خالص در
مي آيد .كربنات سديم در اثر حرارت در حدود 850 درجه ذوب شده و تجزيه مي شود كه گاز Co2حاصله ,ضمن به هم خوردن خمير شيشه از طريق دودكش خارج مي شود ولي Na2oدر شيشه باقي مي ماند و حالت سياليت به شيشه مي دهد . دانه بندي كربنات سديم بين 0.1 تا1 ميلي متر مي باشد و در حدود %19.5فرمول شيشه را تشكيل
مي دهد .
سولفات سديم (Na2So4):
سولفات سديم منبع تامين Na2o مي باشد . سولفات سديم به عنوان يك ماده تصفيه كننده در شيشه بكار مي رود و حضور سولفات سديم در شيشه مانع از تشكيل يا ايجاد كف (Scum) در سطح شيشه مذاب در مرحله تصفيه مي شود . مقدار مصرف سولفات سديم به تركيب شيشه وبه ميزان آهگ موجود در شيشه بستگي دارد . معمولا همراه با سولفات مقداري كك نيز جهت تبديل سولفات به سولفيت اضافه مي شود كه از خوردگي آجرها جلوگيري مي كند .در صورتي كه مقدار سولفات كم باشد كك حذف مي شود. افزايش بيش از حد كربن به شيشه باعث تبديل سولفات به سولفيت ودر نتيجه شيشه رنگ كهربائي پيدا مي كند كه از اين رو در شيشه هاي رنگي استفاده مي شود. سولفات سديم در حدود 9 % فرمول شيشه را تشكيل مي دهد .
فلدسپار (Feldspar):
از فلدسپار براي جبران كمبود Al2o3 استفاده مي شود. عموما نقطه ذوب فلدسپار پايين است بطوريكه به سهولت به فرم ذوب شده شفاف (شيشه اي) در مي آيد ولي فلدسپار با ذرات درشت ديرتر ذوب مي شود. فلدسپار در ايران فراوان و كوبيدن آن آسانتر از سيليس مي باشد. در مورد انتخاب فلدسپار سعي مي شود حتما از فلدسپار هايي استفاده شود كه درصد آلومين آنها بالاتر از 18درصد باشد. فلدسپار تجزيه مي شود و اكسيد سيليس و آلومينا و اكسيد قليايي توليد مي كند. در مواقعي كه ناخالصي Al2o3در سيليس زياد مي شود فلدسپار حذف مي گردد. رطوبت فلدسپار بايد در حد 0.5 درصد و Al2o3آن درحد 18-20 درصد باشد. فلدسپار درحدود %2فرمول شيشه را
تشكيل مي دهد و دانه بندي آن بين 0.1تا 0.7 ميلي متر مي با شد.
آهک (Limestone) :
سنگ آهگ به عنوان منبع ايجادCao وتثبيت ميزان اكسيدكلسيم وهمچنين انعطاف پذيربودن شيشه به كار مي رود. وهمانطور كه مي دانيم Caoاز دولوميت نيز
تامين مي گردد به همين دليل ميزان استفاده از آهگ بايدباتوجه به مقدار دولوميت مورد استفاده تعيين گردد. آهگ تجزيه مي شود وco2 وCao توليد مي كند ونقطه ذوبCaoآن حدود 2572 است ولذا به همان صورت در شيشه مذاب باقي مي ماند وباعث قوام شيشه مي گردد. آهگ در حدود %2فرمول شيشه را تشكيل مي دهد.
دولوميت(Dolomite):
دولوميت از دو ماده مضائف كربنات كلسيم وكربنات منيزيم تشكيل مي شود ودراصل به عنوان جبران كننده اكسيد كلسيم درشيشه به كار مي رود.دولوميت در حدود %17.6فرمول شيشه را تشكيل مي دهدو دانه بندي آن بين 0.1 تا 0.2 ميلي متر
ميباشد.
اكسيد آهن(Rouge) :
اكسيدآهن براي جبران كننده آهن شيشه وهمچنين براي اكسيدكردن محيط كوره ورنگي كردن شيشه(سبز) از آن استفاده مي شود.
زغال :
اززغال براي احيا كردن محيط كوره وهمچنين براي تبديل سولفات سديم به سولفيد سديم استفاده مي شود.
نيترات سديم:
از نيترات سديم براي شفافيت شيشه هاي بيرنگ وهمچنين اكسيدكردن
استفاده مي كنند.
كبالت (COBALT) و سلنيوم(SELENIUM) :
ازكبالت براي آبي كردن واز سلنيوم براي صورتي كردن شيشه استفاده مي كنند.در صورت تركيب اين دو ماده با يكديگر مي توان شيشه هاي برنزي, دودي, مسي توليدكرد.
شيشه خورده ( كالت ) :
كالت شيشه اضافي است كه از توليد جدا شده ودوباره به مصرف ذوب مي رسد استفاده اصلي از كالت در شيشه باعث سهولت ذوب ويكنواخت شدن تركيب شيشه مي گردد. شيشه خورده يا كالت بين 25 تا %30 فرمول شيشه را تشكيل مي دهد.
خط توليد :
كوره :
در هر كوره چهار فرآيند زير بايد به خوبي انجام گيرد :
1- ذوب مواد اوليه
2- تصفيه مذاب
3- همگن سازي
4- كاهش دما
دما بعد از عبور مواد ذوب شده از سه فرآيند اول تا دماي لازم براي شكل دادن مذاب انجام مي شود. در هر مرحله نيازهاي آن مرحله مانند رعايت دماي مناسب و زمان اقامت در كوره و مخلوط شدن مواد بايد انجام گيرد. مراحل فوق بايد به ترتيب انجام شود. حجم اين كوره 1350 تن است .
ابتدا بچي كه از بچ پلنت مي آيد روي سطح بالايي مذاب فرستاده مي شود اين قسمت را داگ هاس (Dog House) مي نامند. اين قسمت بايد از عواملي مانند پراكندگي پودر بچ به وسيله جريان گازها و از تاثير مستقيم شعله مشعلها محافظت نمود.
ساختمان داگ هاس بايد در برابر شوكهاي حرارتي و پراكندگي ذرات مقاوم ياشد. معمولا داگ هاس در ابتداي كوره ها مي باشند. مواد داخل داگ هاس توسط چهار عدد بچ شارژر (Batch Charger) كه در زير داگ هاس قرار گرفته اند به داخل كوره هدايت
مي شوند. ديوار ابتداي كوره Back Wall و ديوار مقابل آن Front Wall نام دارد. در Front Wall يك مجراي باز جهت عبور مذاب قرار دارد كه به آن گلوگاه مي گويند. ديواره هاي كوره معمولا از آجرهاي نسوز ريخته گري AZS يا اكسيد كروم و
يا اكسيد تيتانيم مي باشد.
ديواره Side Wall داراي بلوكهايي با طول بيشتر از عمق مذاب شيشه است. ضخامت اين بلوكها 20-30 سانتي متر مي باشد. قسمت بالايي اين بلوكها كه در تماس با مذاب است اغلب عايق كاري نمي شود. اما قسمتهاي پاييني مانند كف كوره بايد به خوبي عايق شوند. عموما دماي ذوب بين 1100-1500 درجه سانتي گراد است.
مذاب شيشه از سمت بالا توسط مشعلهاي گازي يا گازوئيلي گرم مي شود. فضايي كه از طريق آن هواي لازم جهت احتراق وارد مي شود را پورت (Port) مي نامند كه ارتفاع آن 120-300 سانتي متر است . كوره اين كارخانه داراي پنج پورت مي باشد كه در
هر پورت دو مشعل گازي وجود دارد به عبارت ديگر هر طرف كوره داراي ده مشعل گازي مي باشد. اين مشعلها در طول كوره در قسمت Side Wall قرار گرفته اند كه
به نوبت هر بيست دقيقه كار مي كنند. 20 دقيقه مشعلهاي سمت چپ كار مي كنند بعد 20 دقيقه مشعلهاي سمت راست كار مي كنند . علت اين امر آن است كه اگر مشعلها يكسره كار كنند داغ شده و امكان ذوب شدن آنها وجود دارد به همين خاطر 20 دقيقه به نوبت خاموش شده و توسط هواي خنك , خنك كاري شده و بعد از 20 دقيقه شروع
به كار مي كنند.
موادي كه داخل كوره ريخته مي شوند نهايتا تا آخر پورت دو بايد ذوب شوند زيرا اگر مواد تا اين مرحله ذوب نشوند در هنگام ورود به حمام قلع به ديواره گير كرده و ايجاد مشكل در حمام مي كنند.
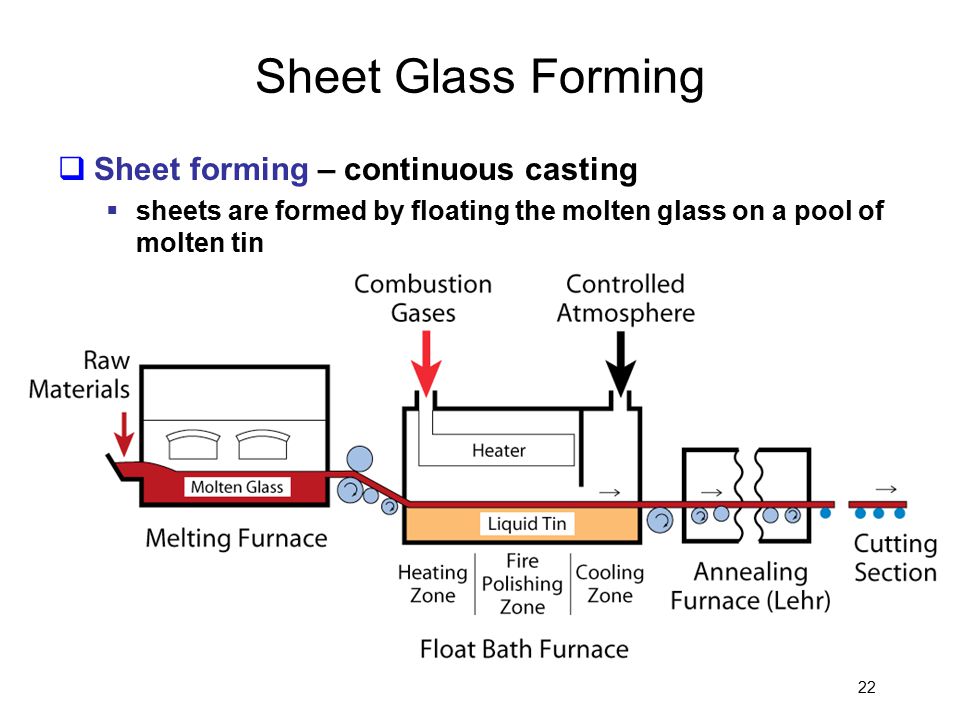
خط اصلی شیشه فلوت از قسمت های ذوب ،شکل دهی ،تنش زدایی ،برش و بسته بندی و سیستم خرده شیشه تشکیل شده است.
این مجموعه وظیفه سنگین و حساس ساخت شیشه با کیفیت بالا را از مواد اولیه به عهده دارد و در واقع قلب یک کارخانه شیشه است به طور کلی خط تولید به دو قسمت سرد و گرم تقسیم می گردد بخش اول قسمت داغ شامل شامل ذوب،فرم دهی و تنش زدایی است و بخش دوم سایر قسمت ها می باشد قسمت داغ بخش اصلی فرایند تولید شیشه فلوت است ثبات پارامترهای فراینددر این قسمت اساس تولید شیشه فلوت با کیفیت خوب است به همین دلیل سیستم کامپیوتری مناسبی جهت کنترل و نمایش پارامترهای فرایند در کلیه بخش های فرایند طراحی و نصب شده است قسمت سرد نیز مشتمل بر تعداد زیادی دستورالعمل هاست که بطور مستقل یا سیستم اتوماتیک ما را از یک تولید مناسب مطمئن می سازد جریان فرایند در خط اصلی تولید به شرح ذیل است:
بچ مخلوط شده که از مواد اولیه بچ هاوس آماده گردیده توسط تسمه نقاله به قسمت ذوب تحویل می گردد در این شرایط شیشه خرده به نسبت از پیش تعیین شده به بچ اضافه گردیده است.مجموعه بچ و خرده شیشه رابه داخل کوره هدایت می نمایند وارد می گرددکوره ها که معمولا با یک سوخت کار میکنند عمل ذوب را انجام می دهند .شیشه مذاب شفاف پس از یک سلسله واکنش های فیزیکی و شیمیایی در درجه حرارت بالا در کوره بوجود می آید این توده مذاب پس از تصفیه و همگن شدن به تدریج سرد شده سپس از طریق یک کانال به سمت حمام قلع حرکت می نماید در محل کانال دریچه ای جهت کنترل مقدار مذاب ورودی تعبیه شده است و شیشه مذاب به صورت یک شکل هندسی خاص در حمام قلع توزیع می گردد و به صورت تخت در می اید که توسط ابزار الاتی در داخل حمام قلع ضخامت سازی می گردد.ورقه شیشه سپس تا رسیدن به درجه حرارت مناسب سرد گشته در قسمت پایانی حمام قلع توسط غلطک برداشت به قسمت گرمخانه تنش زدایی وارد میگردد .به منظور کاهش دادن احتمال اکسیداسیون قلع مذاب که می تواند مشکلاتی را برای سطح شیشه بوجود اورد گازهای محافظ و یاخنثی کننده هیدروژن ونیتروژن با نسبت اختلاط مشخصی جهت کاهش فشار بخار اکسیژن بطور مداوم به حمام قلع وارد می گردد.
شیشه در گرمخانه تنش زدایی با دقت بر اساس رژیم حرارتی تعیین شده جهت آزاد نمودن تنش های اضافی در شیشه به حد قابل قبول کاهش داده می شوند درجه حرارت ورقه شیشه در پایان گرمخانه تنش زدایی در حد 90 درجه سانتی گراد است.
در قسمت سرد ، ور قه شیشه تحت برش های طولی و عرضی قرار گرفته و برش داده ، قطع و ضمن جدا شدن شتاب می یابد و در نهایت لبه ها حذف میگردد.شیشه برش یافته در خرک های جانبی بارگیری می گردند و در نهایت با لیفتراک یا جرثقیل به انبار محصول انتقال می یابند
فرایند و دستگاه های ذوب:
یکی از عملیات اساسی در تولید شیشه ذوب است و این بدان معنی است که مواد اولیه مخلوط بعلاوه خرده شیشه پس از ذوب در کوره تحت درجه حرارت بسیار بالا و با انجام یکسری واکنش های شیمیایی و فیزیکی بر روی آن بصورت یک توده همگن در می اید نظر به اینکه کیفیت شیشه تولیدی ارتباطی تنگاتنگی با ذوب مناسب دارد به این بخش بایستی توجه خاصی مبذول گردد .ذوب شیشه یکی از پیچیده ترین فرایند هاست بنابرین بدون اطلاع از تغییراتی که حین عمل ذوب حادث می گردد و شرایطی که تحت ان این تغییرات اتفاق می افتد بسیار مشکل خواهد بود که بتوان یک رژیم درست برای فرایند تعریف نمود و غیر ممکن خواهد بود که شیشه ای با کیفیت خوب تولید می شود.
بچ مخلوط در فرایند ذوب از خلال شرایط ذیل عبور خواهد کرد:
1- تغییرات فیزیکی :
گرم شدن مواد ،تبخیر رطوبت مواد،ذوب جداگانه مواد هریک از مواد ،تغییر ساختار کریستالسن و تبخیر بعضی از مواد
2- تغییرات شیمیایی:
ازادنمودن آب ساختمان کریستالین ،تجزیه برخی نمک ها ،واکنش بین مواد مذاب مختلف و تشکیل سیلیکات های الومینیوم ،مواجهه مذاب و اجرهای نسوز کوره
- فرایند ذوب معمولا به 5 مرحله تقسیم شده است
1) تشکیل سیلیکات های الومینیوم در درجات حرارت C °800-900
این مرحله با خصیصه تکمیل واکنش عمده بین مواد پودر شده،آزاد شدن گازهای مختلف در اثر این واکنش ،احاله این مواد از حالت جامد به حالت زینتر شده شامل سیلیکا و سیلیکاتهای مختلف مشخص گردیده است.
2) تشکیل مذاب در درجات حرارت °C1200-1250
با ادامه حرارت و بالا آمدن درجه حرارت در کوره مواد زینتر شده بتدریج ذوب می گردند سیلیس با سیلیکات ها واکنش داده و به صورت شفاف در می آید در این وضعیت شیشه مذاب نه تنها محتوی مقداری زیادی حباب از انواع مختلف می باشد بلکه هنوز توده ای ناهمگن می باشد.
3)عمل تصفیه در درجه حرارت°C 1400-1500
زمانیکه شیشه مذاب بدرجات حرارت بالا می رسد گرانروی شیشه کاهش یافته و حباب های قابل دید از ان خارج می گردند.
4)همگن سازی°C 1350-1450
تحت درجه حرارت بالا و در مدت نسبتا طولانی ترکیب شیمیایی شیشه با اختلاط بیشتر مواد مذاب یکنواخت تر و همگن تر می گردد با جابجایی طبیعی مذاب و نیز به کمک همزن های مکانیکی و نیز نفوذ مواد در یکدیگر ناهمگنی ها حذف وشیشه مذاب تبدیل به یک توده همگن می گردد که می توان با اندازه گیری ضریب شکست در نومنه های مختلف و نزدیک بودن این ضرایب ،همگنی راتعریف نمود.
5) سرد نمودن°C 1200-1350
به موجب نیاز فرم دهی ،شیشه مذاب به تدریج سرد گردیده تا به درجه حرارت دلخواه برسد معمولا درجه حرارت مذاب ورودی به کانال°C 1100 می باشد پنج مرحله فرایند ذوب که در بالا ذکر ان شد در عمل شاید نتواند بدقت یکی پس از دیگری به وقوع بپیوندد ولی هر مرحله متفاوت از مرحله بعدی است و ویژگی های خود رادارد در حالیکه این مراحل به شدت با هم ارتباط داشته و دریکدیگر ادغام شده اند برای مثال تشکیل سیلیکاتها و شیشه مذاب تصفیه و همگن سازی همه با هم اتفاق می افتند.
برای بچ شیشه سودا لایم سیلیکا که حاوی سولفات سدیم است تغییرات در هر درجه حرارت به شرح ذیل است:
1- در °C 100 از دست دادن رطوبت
2- در °C 400 سولفات سدیم شروع به واکنش در حالت جامد می نماید
3- در°C500 واکنش ذیل با ذغال اتفاق می افتد
4- در°C800 تجزیه کامل آهک صورت می گیرد
5- در°C855 کربنات سدیم ذوب میگردد
6- در°C855 سولفات سدیم ذوب گردیده در حالیکه Na2Sدر مذاب حل میشود.
7- زیر °C1100-900 واکنش ها شدید با تشکیل سیلیکاتها و شیشه همراه است
8- °C 1300-1200 واکنشهای مجدد اوتکتیک بین سولفات سدیم و مذاب صورت می پذیرد در حالیکه مذاب هم همگن می گردد.
امروزه تولید کنندگان شیشه اهمیت زیادی به پتانسیل اکسیداسیون و احیا و یا کنترل ردوکس در فرایند شیشه می دهند وتمرکز بروی بدست اوردن نتایج بهینه ای از ازاد نمودن گازها وهمگن سازی و غیره متمرکز گردیده تا بتوان شرایطی را ایجاد نمودکه امکان دستیابی به شیشه با کیفیت بالا و ذوب سریعتر و کاهش آلاینده های مضر برای محیط زیست و در نهایت افزایش عمر کوره ها فراهم گردد.
کنترل ترکیب مواد اولیه،دانه بندی و شرایط ردوکس کوره سه فاکتور کلیدی برای تولید شیشه فلوت است.
سولفات سدیم سه نقش اساسی و مهم در ذوب و تصفیه شیشه سودا لایم دارد
الف:به عنوان ماده فعال کننده سطح
مذاب سولفات سدیم دارای قابلیت روان شدن زیادی است و جهت پیش بردن فرایند ذوب بچ جامد و کمک به فرار حباب ها از مذاب نقشی موثر دارد .عمل سولفات همانند عمل ماده فعال کننده سطح که در شوینده ها بکار می رود باشد.
ب: اثر ایجاد توربولانس در سطح تلاقی
در درجات حرارت °C1326-1288 سولفات سدیم به گونه ای واضح در حضور شیشه شروع به تجزیه حرارتی می نماید.
قسمتی از ماده تجزیه شده (عمدتاً Na2O) می تواند ذوب شده و وارد شیشه مذابی گردد که به سمت تلاقی بین سولفات و شیشه مذاب جریان یافته و به داخل شیشه مذاب انتقال می یابد.چگونگی انتقال جرم نه نفوذ ساده است و نه جابه جایی بلکه یک نوع به هم خوردگی منحصر به فرد درسطح تلاقی است که با انتقال جرم با سرعت زیاد همراه است و باعث به هم خوردگی تنش سطحی بین سطح مایع گشته و همراه با آزاد شدن انرژی زیاد است که در نتیجه موجب کنوکسیون و بهم خوردگی شدید در کلیه سطوح مشترک گردیده و در نتیجه به صورت همزن و همگون ساز در مقیاس خرد عمل می تماید چنین اثری را نمیتوان از جریان کنوکسیون بر گشتی و یا کنوکسیون شیشه مذاب ،حباب زا ها و یا همزن مکانیکی در کوره بوجود آورد .تولید شیشه مرغوب بدون ا ین عملیات بسیار مشکل خواهد بود
-اثرات گازهای حاصل شده و همگن سازی
با رسیدن درجه حرارت به°C1455 فشار جزیی جرم تجزیه شده سولفات سدیم بالاتر و یا مساوی فشار معادل یک بار گردیده و شرایط کاملاً جدیدی را در مکانیزم تشکیل و صعود حباب های موجود در مذاب بوجود می آورد که با انتقال Na2O مذاب از قسمت های دارای Na2O بیشتر از مقدار Na2O در سرباره کوره می باشند همراه گشته(عمدتاً دانه های ریز سیلیس ) و سبب می گردد همزمان شیشه مذاب تصفیه و همگن سازی شود.
شیشه ای که از سولفور اشباع شده باشد ایجاد کف خواهد نمود این پدیده جوش مجدد نامیده می شودreboil و معمولاً با خود خطوط زرد رنگ به همراه دارد که حاصل تغییر ناگهانی در وضعیت ردوکس مذاب می باشد این پدیده تاثیر بیشتری بر روی شیشه اکسیده دارد تا شیشه احیا و بایستی حتی الامکان پائین نگه داشته شود و مذاب بایستی دارای حداقل سولفور باشد .کربن به صورت گرافیت ،ذغال سنگ یا پودر ذغال احیا کننده و جهت کنترل عدد ردوکس و برای تبدیل بخشی از سولفات به سولفاید مورد استفاده قرار می گیرد.کربن از دو محل وارد مذاب می شود ابتدا از سیلیس دولومیت و کربنات سدیم و غیره که معمولاً40% کربن اضافه شده می باشد تغییرات این مقدار کربن معمولا تاثیرات زیادی بروی فرایند میگذارد. بنابرین محتوی کربن این مواد بایستی کنترل گردد روشی بنامCOD وجود دارد که میتواند مقدار کربن موجود در مواد اولیه را اندازه گیری نماید منبع دیگر کربن ،کربنی است که به صورت های مختلف به مواد اضافه می گردد .
مجموعه کربن حاصل از دو منبع فوق بایستی عدد ردوکس را در بچ تامین نماید
بایستی توجه داشت که چنانچه در کوره مقدار زیادی هوای اضافه وجود داشته باشد که سریعاً حرارت داده شده و به درجات حرارت بالا برسد مقداری ازکربن قبل از ترکیب با سولفات سدیم سوخته و به خارج می رود ویا اگر چنانچه کربن به صورت همگن با مواددیگر مخلوط نشده باشد همین فرایند به وقوع می پیوندد دانه بندی های متفاوت برای کربن و انواع مختلف ان رفتارهای متفاوتی در ذوب نشان می دهند که از ان جمله توانایی باقیماندن حتی در شرایط درجه حرارت بالاست برای مثال پودر ذغال توانایی باقیماندن بیشتری از پودر ذغال سنگ دارا باشد .باید توجه داشت که نوع کربن و دانه بندی و یکنواختی ان در بچ مطلب درخورتوجهی است
به همین دلیل جایگزینی کربن با سرباره کوره های ذوب آهن بنام کلومایت تقریباً مصرف بین المللی یافته است.
کلومایت دارای %1-8/0 یون سولفور دو ظرفیتی در خود دارد و بقیه آن از اکسید هایی است که معمولاًدر شیشه وجود دارند این ماده براحتی ذوب شده و به صورت همگنی مخلوط می گردد و نتایج خوبی در ذوب و تصفیه شیشه بدست می دهد.
تصفیه و همگن سازی در شیشه مذاب:
تصفیه و همگن سازی شیشه مذاب از مراحل مهم فرایند شیشه سازی است که تاثیر زیادی به روی شکل دهیو کیفیت شیشه نهایی دارد گازهای متعددی در شیشه مذاب وجود دارند که دارای اشکال مختلف می باشند .حبابهای قابل رویت ،در حالت حل شده و درحال ترکیب شده با مذاب. فرایند تصفیه عبارت است از حذف حباب های قابل رویت از شیشه مذاب .این در واقع بدین معناست که بین گاز داخل حباب و کوره ایجادتعادل نموده و یا اماکاناتی فراهم آورد که حباب های ریز به سمت سطح مذاب صعود نموده و آزاد شوند اندازه حبابها و گرانروی شیشه عوامل کلیدی در صعود حبابها می باشد براساس قانون استوک سرعت صعود حباب متنایب است با مجذور قطر حباب و معکوس ویسکوزیته شیشه مذاب همانگونه که در معادله ذیل آمده است.
-----------------------------------------------
=V سرعت صعود حباب بر حسب سانتیمتر بر ثانیه
=g شتاب ثقل برحسب سنتیمتر بر مربع ثانیه
=dglass چگالی شیشه برحسب گرم بر سانتمتر مکعب
=dgas چگالی گاز برحسب گرم بر سانتمتر مکعب
=r شعاع بر حسب سانتیمتر
h= ویسکوزیته شیشه برحسب گرم برسانتیمتر ثانیه
عمل تصفیه و همگن سازی مذاب با عملیات ذیل حاصل میگردند:
- طولانی نمودن زمان ذوب
- بالا بردن درجه حرارت برای تصفیه
- افزودن مواد تصفیه کننده
- هم زدن مکانیکی
بالا بردن درجه حرارت بطور موثری ویسکوزیته شیشه را کاهش میدهد و فرایند صعود حباب را با سرعت بیشتری انجام می شود.
مواد تصفیه کننده با تجزیه در داخل بار مذاب در درجه حرارت بالا و ایجاد مقادیر قابل توجهی حباب که با حل شدن در مذاب ،مذاب را به صورت اشباع در آورده و سپس از مذاب جدا می شوند .فرار همزمان گاز از ماده تصفیه کننده ونیز گازهایی که در مذاب حباب وجود دارند به یکدیگر پیوسته و باعث بزرگتر شدن قطر حبابها گردیده و فرایند تصفیه را سرعت می بخشند یکی از موثرترین راه های تصفیه شیشه مذاب بالابردن حرارت و کاهش ویسکوزیته و همزدن مذاب به شکل مکانیکی است.حبابهای بسیار ریز نیز می توانند نقش همزن را ایفا نمایند بدین ترتیب که حباب های ریز با جابه جانمودن لایه های شیشه مذاب غیر همگن و نازک سازی لایه ها و در تماس در آوردن آنها فرایند همگن سازی را سرعت می بخشند.
ساختمان کوره:
ساختمان هندسی کوره ذوب شیشه
الف- سطح ذوب:سطح ذوب و تصفیه معمولاً جهت تعریف ظرفیت ذوب برهرمترمربع بکار میرود.سرعتذوب در یک کوره ذوب شیشه به موارد زیر بستگی دارد:
1-شدت حرارت دهی
2-درجه حرارت ذوب
3-نوع خوراک دهی
4-جابه جایی مذاب در کوره
5- قابلیت بچ برای ذوب شدن
توزیع دما در کوره از نمای بالا
توزیع دما از رو به رو در هنگامی که مشعل های سمت چپ کوره در حال سوختن است
ب- نسبت طول به عرض بخش ذوب:این نسبت براساس فاکتورهای ذیل تعیین میگردد
1- تجربه
2- نوع حرارت دهی
3- نوع خوراک دهی
4- نوع ساخت سقف کوره
طراحی استاندارد دهانه پورت ها و بکارگیری مشعل های گاز و یا نفت سوز می تواند احتراق کامل سوخت و انتقال حرارت شعله به بچ را تضمین نماید.ماکسیمم عرض استفاده شده تاکنون حدود12 متر است و عملکرد کوره با اندازه حداکثربا پیش شرط های ذیل است:
1- ساختمان سقف که بتواند ثبات کوره را تضمین نماید.
2- امکان پوشش دهی شعله به عرض کوره میسر باشد.
ج-عمق مذاب:
عمق شیشه مذاب در کوره تاثیر زیادی بر روی درجه حرارت کف کوره و چرخش و جا به جایی مذاب در کوره دارد. تغییرات ناچیز در عملیات ،کوره کوچکتررا به مراتب بیشتر از کوره بزرگ تحت تاثیر قرار می دهد.
د-قسمت پیش ذوب:
قسمت پیش ذوب شامل قسمت خوراک دهی یا به اصطلاح داگ هوس و بخشی از خوراک دهی تا محور پورت اول ادامه می یابددرطراحی ساختمان این بخش بایستی موارد ذیل را در نظر باشد:
1- ساختمان دیواره جلویی: در صورتی که دیوار از نوع معلق باشد از نقش های گدازش و کمک ذوبی آن به خوبی استفاده می شود
2-قابلیت تبخیر و ذوب بچ:در صورتی که بچ خواص قانع کننده ای داشته باشد بخش پیش ذوب بزرگتر می تواند نتایج صرفه جویی انرژی خوبی در بر داشته باشد و بدیهی است این امر نتایج برای ریجنراتورها فوایدی را نیز دربر داردتا آنجا که واکنشهای سیلیکاتها می تواند قبل از پورت یک تا حد امکان در مذاب به وجود آید
3-عرض کوره ذوب:در کوره های کم عرض طول بخش پیش ذوب می تواند طولانی تر شود بطوریکه بچ میتواند زمان واکنش کافی داشته باشد.
جریان فرایند و دستگاه های اصلی در قسمت ذوب
جریانات فرایند قسمت ذوب به ترتیب ذیل است: بچ به قسمت مخزن نهایی با تسمه نقاله تحویل می گردد و سپس به مخزن دوگانه که بچ را به تغذیه دهنده(batch feeder ) وارد میسازد و از انجا وارد کوره می شود سپس مراحل ذوب ،تصفیه و همگن سازی را طی می کند و از طریق کانال از روی لبه ای از قسمتی به نامspout به حمام قلع وارد می گردد دستگاه های اصلی قسمت ذوب عبارتند از : تغذیه دهنده،کولر های شناور گلوگاه،همزن های مذاب ،سیستم احتراق که به شرح آنها می پردازیم
1-خوراک دهی:
نیازهای خاصی را خوراک دهی بچ به قسمت کوره به شرح ذیل ایجاب می نماید:
أ- بچ بایستی تشکیل لایه نازکی را به طور یکنواخت که کل سطح ذوب را فرا گیرد بدهد تا با دریافت تشعشعات از شعله به فرایند ذوب سرعت بدهد
ب- لایه های بچ بایستی به سرعت به سمت جلو حرکت نموده و خط کف (foam line) را در فاصله مشخصی ثابت نگه دارد .
ت- مقدار خوراک دهی بایستی معادل برداشت شیشه مذاب باشد تا سطح مذاب همواره ثابت باقی بماند .نوسانات سطح مذاب مشکلات زیادی را بوجود خواهد آورد.
ث- ارتفاع ریزش بچ نبایستی تا از ریزش و پراکنده شدن بچ به اطراف جلوگیری به عمل آید.
فرایند شکل دهی شیشه فلوت
فرایند فلوت یا شیشه شناور به معنای روشی جهت ساخت شیشه تخت بر روی سطح قلع مذاب می باشد.ظهور این فرایند همانند یک انقلاب در صنعت شیشه تخت دنیا محسوب میگردد بطوریکه ساخت سنتی شیشه تخت را دگرگون نمود و تصویری متفاوت از ساخت شیشه تخت ارائه نمود در حال حاضر فرایند فلوت اولویت جهانی یافته است.
در برخی کشورها بازدهی شیشه فلوت تقریبا80% کل تولید شیشه تخت و حتی تا 100% دنیا را شامل می شود.
مزایای فرایند شیشه فلوت:
فرایند فلوت روش پیشرفته تولید شیشه تخت در مقایسه با سایر روشها است و دارای مزایای ذیل است
الف:کیفیت کامل شیشه:
این مطلب به عنوان یک حقیقت شناخته شده است که در هر فرایند تولید شیشه تخت نیروی کشش سطحی مخصوصاً نیروی کشش سطحی شیشه به عنوان نیروی اصلی عمل می نماید .زمانیکه شیشه مذاب در فرایند شکل دهی سرد می گردد نیروی کشش سطحی شیشه مذاب سبب بو جود آمدن یک سطح نرم و تخت می شود.
مشکل کلیدی و مهم این است که در فرایند های قدیمی نیروی کشش سطحی نمی تواند نقش کامل خود را در بوجود آمدن سطح نرم و تخت در محدوده درجه حرارت شکل گیری شیشه ایفاء نماید.برای مثال در روش فورکلت در زمان و مسافت کوتاه از دهانه دبی توز[1] تا اولین زوج غلطک های نسوز قسمت ماشین درجه حرارت از°C 900 به°C 500 کاهش می یابد که حدود °C 400 را شامل می شود در این مورد نیروی کشش سطحی شیشه نمی تواند کاملاً عمل نماید .مضافاً اینکه به منظور تثبیت لبه های ورقه شیشه سرد می شود که به نوبه خود سبب اختلاف درجه حرارت زیادی در عرض ورقه شیشه گشته و در نهایت منجر به اختلاف گرانروی یا ویسکوزیته می شود.همزمان با سرد شدن،ورقه شیشه به طور غیر همگنی سرد خواهد شد و بروز موج و اختلاف ضخامت در عرض شیشه پدید خواهد آمد .فرایند فلوت بصورت کاملی براین مشکلات فائق آمده است .از آنجائیکه شیشه فلوت بر روی بستر قلع مذاب که سطحی آئینه ای دارد شکل می پذیرد و وزن شیشه مذاب نیز توسط مذاب قلع تحمل میگردد ضرورتی به سرد کردن شیشه جهت افزایش ویسکوزیته وغالب آمدن به نیروی وزن نمی باشد .بنابراین کاملاً امکان پذیر خواهد بود که درجه حرارت شیشه را یکنواخت نگه داریم و سبب شود ورقه شیشه انقباض یکنواختی پیدا نماید که در نتیجه ورقه شیشه دارای سطحی فوق العاده صاف می گردد که می توان آن را با شیشه ای که از فرایند سایش و صیقل به دست می آید مقایسه نمود .اختلاف ضخامت در عرض شیشه فلوت به مقدار حداکثر 1/0 میلیمتر است که به هیچ وجه با سلیر فرایند های قابل دستیابی نیست.شیشه فلوت قادر بوده است به طور کامل شیشه صیقل شده را [2] جایگزین نماید. شیشه فلوت را می توان سکوریت،طلق دارو دوجداره نمود که برای مصارفی از قبیل صنایع اتومبیل،هواپیما سازی،قطار و ساختمانهای بلند بکار گرفت.
ب:سرعت کشش و ظرفیت تولید بالا:
سرعت کشش شیشه با ضخامتmm 3 در فلوت 700تا 900 متردر ساعت و با ضخامتmm2 متر در ساعت است.در حال حاضر ظرفیت تولید فلوت بزرگ 700-500 تن در روز است و بالاترین ظرفیت فلوت می تواند تا 1000-900 تن در روز هم برسد که تقریباً معادل ظرفیت سه کوره روشهای قدیمی یا 9 عدد ماشین فورکلت در هر کوره می باشد .این تفاوت بدین معناست که در شیشه فلوت بیشترین راندمان و کمترین هزینه قابل دستیابی است.
ج: تولید شیشه فلوت به معنای یک کوره و یک خط تولید است .بنابراین به آسانی مکانیزه و اتوماتیک نمودن تولید امکان پذیر است بطوریکه یک مرکز کامپیوتری می تواند کل خط را اداره نماید .شیشه فلوت از جانبی به معنای استفاده از نیروی انسانی کمتر است،راهبری خط آسان و شرایط راهبری بهتر است.ولی بهرحال بایستی توجه داشت که تولید شیشه فلوت نیاز به ثبات شرایط راهبری، ثبات سطح بار ،ثبات درجه حرارت و فشار دارد.
د:با شیشه فلوت امکان ساخت محدوده وسیعی از ضخامت شیشه بسیار نازک 7/1 تا 1/1 میلیمتر و بسیار ضخیم 25 تا 30 میلیمتر را تولید نماید.به زبانی دیگر محدوده ضخامت های قابل تولید با فرایند فلوت از1/1 تا 30 میلیمتری می باشد .عرض شیشه تولیدی با روش فلوت معمولاً 5/4تا5/3 و حداکثر 6/5 متر و حداکثر ابعاد قابل تحویل6*3 یا 6*4 مترمربع و یا حتی بزرگتر میباشد.
ویژگیهای ترکیبات شیمیایی شیشه:
به سبب شرایط خاص شکل دهی ،شیشه فلوت نیازمند ترکیبات شیمیایی خاصی است .برای مثال اتمسفر حمام قلع بایستی احیاء کننده باشد این بدان معناست که شیشه نبایستی خود دارای اکسید های عناصر احیاء کننده مانند آرسنیک ،سرب،آنتیموان و مس و غیره باشد. این اکسید ها به سرعت در حمام قلع احیاء گردیده و عناصر فلزی آزاد می نمایند و یا شیشه شفافیت خود را از دست می دهد .بعلاوه اکسید سولفور در اتمسفر حمام قلع با آهن شیشه ترکیب گردیده و تشکیل سولفاید آهن می دهد .بعلاوه اکسید در اتمسفر حمام قلع با آهن شیشه ترکیب گردیده که شیشه را به سمت رنگ سبز می برد که در نتیجه آن عبور نور از آن کاهش می یابد بنابراین محتوی Fe2O3 در شیشه نبایستی بیش از 1/0 % باشد.
به منظور شتاب بخشیدن به سرعت کشش شیشه فلوت توصیه میشود مقادیر اکسیدهای به شکل ذیل لحاظ گردد:
1-نگه داری CaO در مقدار بالا:
CaO یکی از اجزاء اصلی شیشه می باشد که می تواند سرعت ذوب را بالا برده و مقاومت شیمیایی مکانیکی شیشه را بهبود ببخشد.با وجود اینکه CaO شیشه را به سمت کریستالیزاسیون هدایت می کند تحت شرایط دما بالا CaO می تواند ویسکوزیته شیشه و بوجود آوردن شرایط مطلوب برای سرعت های بالای کشش نوار شیشه می باشد تحت شرایط دما پایین CaO در شیشه نبایستی خیلی بالا باشد اگر مقدار آن بالای 10%باشد باعث افزایش شکنندگی در شیشه و کاهش استحکام مکانیکی در شیشه میشود.
2- نگهداری MgO در مقدار متوسط:
MgO می تواند پایداری شیمیایی و استحکام مکانیکی شیشه را بهبود و روال کریستالیزاسیون را کاهش دهد و همچنین پایداری حرارتی را بهبود می بخشد .وقتی دما بالا تر از°C1200 باشد قادر به کاهش ویسکوزیته شیشه است وقتی دما مابین °C 1200-°C900 باشد باعث افزایش ویسکوزیته و هنگامی که دما کمتر از °C900 است می تواند ویسکوزیته شیشه را کاهش دهد.
3- نگهداری Al2O3 در مقدارپایین:
Al2O3 قادر به کاهش روال کریستالیزاسیون است و سرعت کریستالیزاسیون ،ضریب انبساط حرارتی شیشه بخاطر پایداری حرارتی و استحکام مکانیکی بهبود می یابد.اما اگر Al2O3 بالا باشد دیگر قادر به ذوب و زمان پالایش صحیحی نخواهیم بود این مساله برای استحکام مذاب شیشه بدلیل افزایش ویسکوزیته مضر خواهد بود.
4-نگهداری آهن در مقدار کم:
اکسید فریک یک نوع از ناخالصی ها می باشد و باعث رنگی شدن شیشه می گردد ،FeO باعث فیروزه ای[3] شدن شیشه می گردد Fe2O3 شیشه رازرد مایل به سبز [4]می سازدوFe3O4 شیشه را سبز رنگ می کند به طور عمومی Fe در شیشه به صورت Fe2O3 و FeO موجود است . FeOتاثیر بالایی در رنگ نسبت به Fe2O3 دارا می باشد بویژه در فرایند فورمینگ زیرا H2 نیز وجود دارد
بنابراین مقدار Fe در شیشه فلوت بایستی دقیق تر مد نظر باشد. در نهایت مقدار Al2O3 نبایستی بالاتر از 8/1% باشد مقدار CaOوMgO بایستی از شیشه غیر فلوت بالاتر و مساوی یا بزرگتر از 12 در صد باشد و در نهایت اکسید فریک نبایستی از 15/0% تجاوز کند.
معمولترین محدوده ترکیبات شیمیایی شیشه فلوت به شرح زیر است:
|
اکسید |
SiO2 |
Al203 |
CaO |
MgO |
NA2O+K2O |
Fe2O3 |
SO3 |
|
درصد |
5/72-5/71 |
8/1-1 |
9-8 |
4-5/3 |
14-5/13 |
15/0-1/0 |
0.3 á 0 |
طبیعت قلع: قلع مذاب محیطی است که بایستی بار شیشه را تحمل نماید و شیشه به تدریج روی آن سرد گردیده و تشکیل ورقه شیشه را می دهد .در این فرایند قلع همیشه در تماس با شیشه می باشد و نقش مهمی را ایفاء می نماید. قلع فلزی است بارنگ سفید نقره ای و دارای سطحی براق می باشد.قلع دارای سه نوع کریستال است قلع خاکستری (قلع α)،قلع سفید(قلع )وقلع عدسی (قلع ) .قلع سفید در درجات حرارت C ° 160-18 پایدار است.زیر درجه حرارت C °18 به تدریج به قلع خاکستری و سپس به پودر سفید تبدیل می گردد این پدیده به اپیدمی قلع معروف است.به منظور پرهیز از این پدیده توصیه می شود قلع را در درجه حرارت بالای C °18 انبار نگهداری نمایند.
جنبه مهندسی حمام قلع:
پیش از اینکه به شرح کامل این قسمت پرداخته شود خلاصه ایده های طراحی و مهندسی این بخش ارائه میشود. پس از بدست آوردن یک مذاب همگن و هموژن که تمامی فرایند کوره ای خود را طی نموده و آماده شکل دهی است از طریق کانالی که در آن دمپرهایی جهت کنترل مذاب وجود دارد با مقدار فلوی مشخصی وارد حمام قلع میشود. حمام قلع شامل ساختمانی با پوسته فلزی که بیش از 50 متر طول و عرضی در حدود 4 تا8 متر و ارتفاعی در حدود4 متر دارد که شامل سقف کاذبی است که از آجر نسوز در قسمت نزدیک به شیشه ساخته شده است در قسمت سقف کاذب المنتهای برقی از جنس سیلیکون کارباید وجود دارد که جهت گرم نمودن این بخش به کار میرود گاز های نتیروژن و هیدروژن از قسمت بالایی سقف کاذب وارد و از سوراخ هایی که جهت ارتباط قسمت بالایی و پایینی تعبیه شده وارد قسمت نسوز چینی شده، می گرددعلت این امر این است که این گاز ها در قسمت بالایی باعث خنک کاری قسمت هایی برقی شده و در قسمت پایین جهت ایجاد یک فشار مثبت جهت جلوگیری از ورود اکسیژن از محیط به این قسمت وارد میشود مقدار این گازها به نسبت 95% گاز نیتروژن به عنوان گاز خنثی و 5%هیدروژن جهت واکنش با ورود مولکولهایی که محتملاً از دریچه های حمام قلع قصد ورود به داخل را دارند وارد میشود در صورت افزایش مقدار هیدروژن احتمال انفجار است .مولکولهای اکسیژن در صورتی که اجازه بیابند به داخل وارد شوند باعث واکنش با قلع شده و تشکیل اکسید قلع داده و به شیشه می چسبند و شیشه را عیبدار می نمایند. حدود 100 تا 300 تن قلع به حمام قلع تزریق میشود این مقدار بستگی به بزرگی حمام قلع دارد ارتفاع قلع مذاب در حدود 7تا 11 سانتیمتر در کف حمام قلع است پس از اینکه مذاب با دمای حدود °C 1100-°C1050 وارد حمام قلع شد بروی مذاب قلع به صورت یک پیازچه پخش میشود . در مرحله بعد از طرفین حمام قلع از دستگاه هایی به نام تاپ رولر برای شکل دهی شیشه استفاده می شود که دارای یک چرخ دنده در سر خود هستند و وارد نمودن نیرو در طرفین باعث کشش شیشه میشوند که در جای خود مفصلاً توضیح داده میشود پس از شکل گیری در قسمت های انتهایی حمام قلع شیشه در حال صلب شدن است از کناره های حمام قلع کولرهایی جهت خنک کاری شیشه که آب در آنها جریان دارد به صورت متقارن وارد شده اند و در نهایت شیشه با °C 600 وارد قسمت آنیلینگ میگردد.
حمام قلع:
شیشه فلوت در حمام قلع شکل می بابد . در فرایند شکل گیری چهار مرحله تشخیص داده می شود جریان شیشه مذاب به حمام قلع ،پخش شیشه مذاب ،صیقل یابی و کشیدن.
ویژگیهای عمده حمام قلع: همانگونه که از نام آن پیداست حمام قلع مخزنی است که قلع مذاب در آن جای گرفته و وجود آن یکی از لوازم فرایند فلوت است و شرایط لازم را برای شکل گیری شیشه فلوت فراهم می نماید.درجه حرارت کار آن در محدوده °C1070 -°C600 است تحت این درجه حرارت قلع به آسانی اکسیده می شود .جهت نگهداری قلع مذاب در شرایط سطح صاف و صیقلی بایستی شرایط احیاء بطور دائم دا داخل حمام بر قرار باشد .فضای حمام پر از گازهای محافظ اتمسفر است و اتمسفر آن را کمی بالای فشار اتمسفر نگهداری می نمایند.حمام قلع بصورت صد در صد بسته و آببندی می باشد انتهای حمام قلع بایستی برای خروج شیشه باز باشد بنابراین فضای حاکم تا حد امکان در کلیه قسمتهای آن بسته می شود .حمام قلع مجهز به سیستم گرم کننده های الکتریکی است تا درجه حرارت عملیات تامین گردد.حمام قلع همچنین مجهز به سیستم سرد کننده است و یک مجموعه سرد کننده که به داخل حمام وارد گردیده نیازهای سرمایشی را تامین می نماید. سیستم خنک کننده هوا نیز جهت خنک نمودن اسکلت زیر حمام قلع تعبیه شده است هدف از سرمایش ابتداً کاهش تشعشعات و نهایتاً جهت ایمنی و مطمئن سازی بدنه حمام قلع می باشد . در خلال سیکل عملیات،هوای خنک کننده کف حمام نبایستی قطع گردد زیرا که در این صورت امکان ایجاد خوردگی در بسترهای کف حمام توسط قلع مذاب وجود دارد.
ساختمان اصلی حمام قلع:
در حمام قلع شیشه مذاب تبدیل به نوار شیشه شده که در آن عرض و ضخامت شیشه انجان می گیرد حمام قلع بایستی دارای تجهیزات ایمنی برای عملیات شکل دهی[5] و غیره باشد حمام قلع به سه منطقه تقسیم می شود:
1- منطقه دما بالا ،2- منطقه دما متوسط،3- منطقه دما پایین که در هر قسمت بسته به نیاز تعدادی المنت برقی جهت ایجاد گرمایش در زمان راه اندازی[6] و گرم نگه داشتن در هنگام تولید آزمایشی و تنظیم دما در زمان تولید لازم است.
قسمت ورودی[7] :
ساختاری را که کوره را به حمام قلع مرتبط می سازد بنام قسمت ورودی می نامیم که شامل کانال و لبه ورودی [8]است .ایمنی و کنترل دریچه تنظیم مذاب[9] و المنت های حرارتی در قسمت بالای کانال قرار داده شده است .
دمپر ایمنی مذاب[10] :
که از جنس فولاد ضد حرارتCr2ONi80 ساخته شده است و در جلو کانال مذاب به حمام قلع نصب شده و نقش آن اینست که در شرایط اضطراری به طورکامل جلو بار مذاب را سد نماید در شرایط معمولی تولید این دمپر به صورت معلق در بالای کانال قرار داردو باشیشه مذاب تماسی ندارد .این دمپر فقط برای زمان اضطراری و یا تعویض آجر لیپ استون است زمانیکه عملیات برای زمان طولانی متوقف میگردد،ویسکوزیته شیشه در دو طرف این در به دلیل افت حرارت افزایش می یابد و جهت بالا کشیدن این دمپر فلزی بایستی با یک گرمکن برقی شیشه مذاب حرارت داده شود.اگرچه این دمپر از جنس استنلس استیل ضد حرارتی است ولی ممکن است بدلیل اینکه مدت زیادی در معرض حرارت بسیار بالا قرار بگیرد دفرمه یا سطح آن اکسید شود بنابراین در مکانی بایستی قرار بگیرد که در معرض مستقیم شعله نباشد.
اپراتور قسمت شکل دهی مسئول بالا پایین بردن این دمپر است که میتواند با مکانیزم های متفاوتی حرکت نماید .
دمپرکنترل کانال[11]:
این دمپر در انتهای کانال و در فاصله کمی از دریچه ایمنی قرار گرفته است که از مواد با مقاومت با حرارتی بالا و دارای مقاومت در برابر فرسایش و مواد با دانسیته بالا می باشد.در فرایند تولید جریان شیشه مذاب تحت تاثیر فشار کوره ،دما و سطح شیشه مذاب تغییر می یابد که به خاطر تضمین جریان پایدار برای شکل دهی در حمام قلع لازم است اگرچه این دمپر از مواد ضد فرسایشی[12] است ولی بخاطر تماس ثابت با جریان مذاب شیشه دارای خوردگی بالایی است که الزام به تعویض آن است معمولاً هر 10 ماه نسبت به تعویض آن اقدام میشود.هنگامی که نسبت به قطع نوار اقدام میشود بدلیل جلوگیری از ترک خوردگی آن و آجر لیپ استون المنهایی در اطاف آنها نصب شده که از تغییر ناگهانی دما جلوگیری به عمل می آورد.این دریچه معمولاً از جنس فیوزسیلیکا ساخته می شود .قسمت کنترل مکانیکی و میله نگهدارنده آن در بالای سر کانال قرا گرفته است.قسمت تحتانی این در نسوز بداخل بار مذاب فرو می رود کنترل این دریچه بصورت اتوماتیک یا دستی امکان پذیر است.
نیم برش محل اتصال کوره(سمت چپ) به حمام قلع(سمت راست) توسط کانال با تجهیزات آن
کف حمام :
کف حمام از آجر نسوز و محفظه فلزی تشکیل می شود.
قسمت تحتانی حمام قلع:
آجرهای پیوینگ[13] بوسیله پیچ های ثابت نگه دارنده (---------عکس) بروی ورقه استیل[14] در زیر حمام قلع ثابت می گردند که توسط چهار پیچ به کف حمام متصل می گردند.قلع دارای میل نفوذی بسیار زیادی می باشد بنابراین هنگامی که تمام اتصالات بلوک را در کف حمام دربرگرفت بلوک های کف حمام نیروی شناوری بزرگی را تحمل می نمایند بنابراین ما نیاز به ابزاری قوی برای حفاظت از پیچ های عمودی و مستحکم نگه داشتن جوش ها لازم داریم مواد Ramming با خواص فوق العاده می بایست مابین سوراخ های بلوک های کف و پیچ های ثابت نگهدارنده را پر نمایند که بدینوسیله از تماس قلع مذاب با پیچ ها جلوگیری به عمل آید.همزمان بخاطر کاهش خوردگی پیچ ها بوسیله قلع مذاب در کف،بعضی کارخانجات از واشرهای گرافیتی در ته پیچ ها برای محافظت از آن استفاده شده است.ضریب انبساط برای مواد ramming در سوراخ های پیچ بایستی منطبق با ضریب انبساط بلوک های کف برای جلوگیری از فشرده شدن در مدت گرم کردن کوره باشد زیرا تفاوت در ضریب انبساط مشکلات عدیده ای را به دنبال خواهد داشت.
قسمت فوقانی حمام قلع:
قسمت فوقانی از یک سقف نسوز و یک محفظه فلزی تشکیل یافته است سقف حمام جهت تامین گرمای لازم در حمام مجهز به گرم کن های برقی است.
سیستم گرمایشی الکتریکی:
شکل گیری شیشه در حمام قلع یک فرایند سرد نمودن بطورکلی نیازی به حرارت دادن ورقه شیشه نیست ولی وجود سیستم گرمایش بدلایل کاربردی ذیل لازم است
الف: در شروع عملیات گرم کردن حمام از درجه حرارت اطاق به درجه حرارت عملیات
ب: در خلال عملیات معمول تنظیم درجه حرارت به موجب نیاز های فرایند
ج:زمانیکه عملیات جهت تعویض سنگ ورودی مذاب (لیپ استون) و یا در جریان کنترل مذاب ویا جهت امور نگهداری متوقف میگردد روشن نمودن هیترهای برقی برای رساندن درجه حرارت حمام به حد لازم ، ضرورت می یابد. برای هر بخش حرارتی سیستم گرمایش الکتریکی به صورت جداگانه وجود دارد.
سیستم گرم کن های الکتریکی از الکترودهای سیلیکون کارباید سه فاز می باشد سیلیکون کارباید از کریستال های بسیار خالص SiC تشکیل شده است که مقاومت آن با درجه حرارت تغییر می کند،مقاومت آن در درجه حرارت بالاتراز°C 900 به یک مقدار حداقل میرسد.زمانیکه درجه حرارت زیر °C 900 است مقاومت با افزایش درجه حرارت کاهش می یابد. وقتی که درجــــه حرارت بالاتر از
°C 900 است مقاومت با افزایش درجه حرارت افزایش می یابد.
همزمان با بالارفتن زمان استفاده از این الکترودها مقاومت آنها افزایش می یابد ان پدیده سنتی به دلیل تغییر ساختمان کریستالین SiC است که با اکسیداسیون و تغییر تدریجی SiC به SiO2 صورت می پذیرد عمر مفید این الکترودها به مقدار زیادی بستگی به نوع اتصال الکتریکی ،اتمسفر حمام قلع و بار سطحی دارد.
سینه کش حمام قلع[15]:
دو جانب حمام قلع ،قسمتی که بین سقف وکف حمام قلع قرار دارد سینه کش حمام قلع نامیده می شود . ساختمان این دیواره ها بایستی متناسب با فرایند شکل گیری ورقه شیشه اجرا شوند در ساخت این دیواره ها بایستی دریچه هایی برای ورود تجهیزات عملیاتی از قبیل تاپ رولر ها ، کولر ها و... درنظر گرفته شود.بنابراین این دیواره ها انعطاف کافی برای عملیات داشته و آّب بندی نمودن آن آسان می باشد. بعلاوه سیستم های پایشی مانند دوربین های مدار بسته ،ترموکوپل ها و لوله های اندازه گیری فشار و دریچه های بازبینی و غیره در این دیواره ها پیش بینی شده اند.
سینه کش ها بسیاری از امکانات فرایند را در خود جا داده است و لذا بایستی به خوبی آب بندی شوند .همچنین حین عملیات نیز بایستی این قسمت ها از نظر بسته بودن کاملاً تحت کنترل قرار گیرند.
ساختمان خروجی حمام قلع:
در انتهای حمام قلع یک دریچه از جنس فولاد ضد حرارت که به قاب خود تکیه داشته قسمت خروجی حمام قلع را کاملاً مسدود می کند این عمل قبل از شروع و پس از توقف تولید مورد استفاده قرار می گیرد .در شرایط عملیات عادی دریچه ،در حداقل خود بازنگه داشته می شود و مقدار آن بر اساس اینکه چه ضخامتی ساخته میشود یا مقدار فشار در حمام قلع چقدر است،تنظیم میشود.
دستگاه های شکل دهی حمام قلع:
تاپ رولر
تاپ رولر ها یکی از اجزای اصلی برای فرایند شکل دهی در شیشه فلوت می باشند که جهت اطمینان از عرض مورد نیاز و ضخامت ورقه شیشه از آن استفاده میشود.قسمتهای اصلی آن عباتند از پایه ،موتور،دنده ، شفت و سر تاپ رولر[16] با قابلیت تنظیم بالاوپائین یا چپ و راست که بطور مرسوم بطور افقی قابل تغییر می باشند. پیش بینی تنظیم سرعت بایستی بالا باشد که میتواند برای مدت طولانی در فشار کاهنده و دما بالا مورد استفاده قرار گیرد .برای خنک کاری و نچسبیدن شیشه به سر تاپ رولر باآب رفت و برگشتی خنک می گردد . در خلال عملیات تولید این غلطک ها در دو طرف حمام قلع به صورت قرینه قرار گرفته و به صورت جفت بوده و دارای تنظیم مشابه است زمانیکه شیشه نازک (زیر 6 میلیمتر) ساخته میشود افزایش سرعت غلطک های گرمخانه[17] تنش زدایی می تواند ضخامت را کاهش دهد نقش تاپ رولر این است که یک نیروی عرضی بر روی شیشه مذاب در قسمت داغ حمام ایجاد نماید تا عرض ناخالص را در خروج از حمام قلع ثابت نگه دارد تعداد غلطک های زوجی که مورد استفاده قرار می گیرد بستگی به خروجی و ضخامت شیشه دارد.
معمولاً تعدادبیشتری غلطک برای تولید شیشه های نازک مورد استفاده قرار می گیرد .معمولاً 3-4 جفت برای ضخامت 5 میلیمتر ،5-6 جفت برای ضخامت 4 میلیمتر و 7-8 جفت برای برای 3 میلیمتر وجود دارد.
تاپ رولر ها می توانند بدقت ضخامت شیشه را تنظیم نمایند و ثبات ورقه شیشه را بهبود بخشند . کار با آنها آسان و تنظیم آنها از اتاق کنترل صورت می گیرد عملکرد تاپ رولرها و کیفیت فرایندی آن اثر مستقیم بر روی تولید شیشه دارد.بنابراین این غلطک ها بایستی عمیقاً بازرسی شوند به این ترتیب که راه اندازی آزمایشی آنها برای 24 ساعت قبل از استفاده لازم است و کلیه قسمت های آن از قبیل گردش چرخدنده ها ،سرعت ثابت،سرعت بالا و پایین ،گردش آب و درجه حرارت موتور و غیره بایستی بازرسی شوند.
خنک کن[18]:
خنک کن ها متشکل از پایه و لوله آب است و یک عدد پولی بر روی پایه نصب شده است .در صورت بروز شرایط اضطراری خنک کن را از پولی می توان جدا نمود . خنک کن آبی را می توان بصورت قرینه در دو طرف حمام نصب نمود و یا اینکه از یک طرف حمام بطوریکه کل طول حمام را پوشش دهد و ورقه شیشه را به صورت یکنواختی خنک نماید .
خنک کننده ها در قسمت داغ برای سرد نمودن شیشه تا جائیکه امکان تنظیم در قسمت کشش فراهم آید و مانع پخش شدن شیشه مذاب گردد مورد استفاده قرار می گیرد .
خننک کننده ها در قسمت سرد برای تنظیم درجه حرارت در قسمت خروجی است تا شیشه با درجه حرارت مناسب وارد گرمخانه شود.
محفظه سرباره زدایی و غلطک بلند کننده شیشه[19] بین قسمت انتهایی حمام و ابتدای گرمخانه تنش زدایی قرار دارند.
سیستم خنک کننده در کف حمام قلع:
نقطه ذوب قلع بسیار پایین در حدود 232درجه سانتیگراد است که دارای فلو قویی و توانایی نفوذ بالایی را دارا می باشد قلع مذاب قابلیت خوردگی بالا پیچ های فلزی را دارا می باشد و به راحتی آلیاژ Sn-Fe تشکیل می گردد.آلیاژ Sn-Fe بسیار شکننده و قابلیت تحمل پذیری شناوری در کف حمام قلع را ندارد بنابراین به خاطر حفاظت از پیچ های ثابت آجرهای کف ،خنک کاری کف پلیت بدلیل تضمین عدم ورود قلع به شکاف میان پلیت و آجرهای کف محدوده وسیعی به حالت جامد در آورده شود و پیچ ها نیز خورده نشوند.بنابراین هوای خنک کننده در کف حمام یکی از قسمتهای مهم در بخش شکل دهی است این سیستم جهت نگهداری درجه حرارت صفحات کف حمام در محدوده مورد نیاز است تا آجرهای کف حمام به صورت محکمی در جای خود ثابت باشند .نوع فن خنک کننده براساس سطح کف حمام تعیین میگردد و سپس حجم هوای مورد نیاز برای کل کف براساس شدت سرد کنندگی مورد نیاز تعیین می شود.
تعیین فن:
حجم کل هوای سرد کننده برای سیستم با توجه به سطح کف حمام تعیین می شود سپس فن به موجب حجم هوای مورد نیاز و فشار آن مشخص می شود .معمولاً فن با فشار هوای پایین و جریان متوسط انتخاب میشود.در ترتیب سیستم هوای خننک کننده در کف حمام ،کف حمام معمولاً به سه بخش جلو،وسط و عقب تقسیم میشود هر سه بخش از حجم هوای مشابهی استفاده می نماید.معمولاً قسمت جلوی حمام به قدرت سرد کنندگی زیادتری نیازمند است و قسمتهای وسطی و انتهایی به نسبت کمتر.
زمانیکه حمام تا درجه حرارت خاصی گرم میشود سیستم هوای سرد کننده راه اندازی می گردد.حجم هوای مصرفی در ابتدا کم است ولی بتدریج با افزایش حرارت در حمام افزایش می یابد . مطلب اساسی اینست که نبایستی اجازه داد نوسانات درجه حرارت در صفحات فلزی به حد زیادی برسد.جهت تضمین دستیابی به درجه حرارت مورد نیاز کف حمام ،اتاق کنترل حمام نشانگرهایی دارد که درجه حرارتهای نقاط مختلف را نشان میدهد.چنانچه درجه حرارت از مقادیر تعیین شده افزایش یاید بلافاصله سیستم های هشدار دهنده به کار می افتند.
در زمان کار حمام قلع ،از نفوذ قلع در درزهای کف حمام قلع بدلائل مختلف گریزی نیست.چنانچه هوای خنک کننده کف حمام متوقف شود بخشهایی از کف حمام بدلایل کاهش هوای خنک کننده قلع مذاب به سمت پایین نفوذ نموده و به قسمت صفحات آهنی محفظه حمام راه می یابد.در چنین وضعی قلع مذاب در صفحات فلزی کف ایجاد خورندگی نموده و به بیرون نشت می نماید که در شروع ناچیز است ولی به سرعت افزایش می یابد و باعث انبساط سوراخهای محفظه فلزی حمام می گردد و دائماً مقدار قلع مذاب افزایش می یابد . درمراحل بعدی باعث ذوب نمودن درزهای جوشکاری و بست های بلوک های کف گردیده و تبعات ناگواری را برجای خواهد گذاشت به طوریکه بلوک های کف در قلع مذاب شناور خواهد شد.
دوربین:
دوربین ها در دو نقطه حمام قلع کاربرد دارند
1- کنترل عرض مذاب ورودی به حمام قلع:
طرح کنترل فلوی مذاب شیشه برای کنترل پهنای نوار
به طوریکه در طرح نیز دیده می شود ، دو عدد دوربین مجزا در ناحیه شمالی و جنوبی دیوار انتهایی ورودی حمام قلع نصب گردیده ، تا تصاویر لبه های نوار شیشه را به دستگاه نشان دهنده بفرستند . سیگنال این تصاویر توسط کابلهای ویدیویی به طور جداگانه به تابلوهای اتاق کنترل ارسال می شوند ، تا بعد از جمع آوری و پردازش تصاویر توسط کامپیوتر ، موقعیت لبه های نوار شیشه چک شوند .
سپس مقدار نامیزانی پهنای نوار شیشه با مقایسه با موقعیت های ست شدة استاندارد بدست خواهد آمد .کامپیوتر مقادیر اندازه گیری شده را در قسمت پائین نمایشگر نشان خواهد داد .
همزمان ، پنجره های سمت چپ و راست نمایشگر موقعیت استاندارد لبه های نوار شیشه را نشان داده ، موقعیت دینامیکی کناره نوار شیشه مورد اندازه گیری حاضر را با جابجا نمودن و دنبال کردن خطوط تعریف شده کنترل می کند .
2- کنترل تاپ رولر های داخل حمام:.
-----------------
3- استاپ رولر[20]:
استاپ رولرها در موقعیت مناسب در دو طرف حمام در قسمت باریک شونده حمام بایستی نصب گردد این آجرها برای جلوگیری از swing نوار شیشه استفاده می گردند.
------------
4- سیستم گاز محافظ :
گاز محافظ از مخلوط نیتروژن و هیدروژن و از عملیات حمام قلع محافظت می نماید .کیفیت گاز محافظ بایستی به صورت دقیقی کنترل گردد.نقش گاز محافظ جلوگیری از اکسید شدن قلع است وقتی اکسیژن وارد حمام قلع شود با قلع مذاب ترکیب می شود و اکسید استانیک تولید می نماید.در شرایط غیر عادی مانند شکستن و قطع نوار شیشه ،دریچه های بیشتری در جوانب باز خواهد شد و اکسید استانیک که روی قلع مذاب شناور می گردد گاه به یک لایه به ضخامت 15-10 میلیمتر می رسد.به منظور پرهیز از اکسیداسیون قلع مذاب بایستی آب بندی حمام قلع به صورت کامل انجام پذیردتا از ورود هوای ناخواسته به داخل حمام که خود حاوی اکسیژن است،جلوگیری شودوارد نمودن هیدروژن در حمام جهت ترکیب با اکسیژنی که به طور ناخواسته در اتمسفر حمام وجود دارد مفید می باشد.اصول واکنش اینستکه مقدار معینی هیدروژن به نیتروژن اضافه شود تا هیدروژن با اکسید استانیک قلع ترکیب و تولید قلع و آب نماید.
موتور های خطی:[21]
موتور های خطی در دو نوع کاربرد دارند:
1- نوع اول جهت کاهش دما در عرض قلع مایع ،ثبات و پایداری نوار شیشه ،کاهش اختلاف ضخامت ،بالابردن میزان یکنواختی دمایی و کاهش جریان برگشتی قلع مایع سردکه کاربرد آن در قسمت پهن و باریک حمام قلع است.
سرعت جریان قلع مذاب در حمام قلع معمولاً بسیار کم است و این سرعت پایین معمولاً به منظور کاهش اختلاف دمای قلع مایع در عرض آن کافی نیست بعلاوه اینکه میزان پخش گرما در قسمت مرکزی در مقایسه با کناره ها بیشتر بوده و این مساله باعث پایین آمدن دمای قلع مذاب در کناره ها و بالارفتن دما قلع مذاب در مرکز خواهد شد ،این مساله همچنین عامل بوجود آورنده اختلاف فاحش دما خواهد شد می توان از این نوع موتور خطی جهت کاستن اختلاف دمای جریان قلع مذاب بهره گرفت. بعد از برق دار شدن موتور ،در قلع مایع فشار الکترومغناطیسی ایجاد خواهد شد .جهت این فشار از مرکز به کناره ها خواهد بود .قلع مذاب در زیر سروموتور مرکز به کناره ها جریان یافته و باعث ایجاد اختلاف فشار استاتیکی خواهد شد.این عمل باعث می شود که قلع مایع کناره ها در امتداد دو طرف موتور و جایگاه نسبتاً دور آن به سمت مرکز جریان یابد ، نتیجه این عمل تشکیل جریان گردشی قلع مذاب ،افزایش سرعت تبدیل حرارتی[22] قلع مذاب و نهایتاً،کاهش اختلاف دمای قلع مذاب در عرض خواهد بود.
2-نوع دوم زدودن گرد و غبار قلع ،زدودن تفاله های جمع شده روی سطح قلع،کاهش اختلاف دمایی در عرض قلع مایع و بهبود وضعیت تنش زدایی و کاربرد آن در قسمت انتهایی حمام قلع است.
آغشته شدن نوار شیشه با قلع عمدتاً در قسمت انتهایی حمام قلع اتفاق میافتد و شدت این عمل با میزان قلع مایع اکسید شده شده به صورت SnO2 در بخش شیب دار ،ارتباط مستقیم دارد بنابراین بایستی به صورت متوالی اقدام به زدودن ماده اکسیده شده از سطح قلع نمود تا بتوان آن قسمتی از شیشه در انتهای حمام قلع که به صورت مداوم با قلع های مذاب اکسیده شده در تماس است برای همیشه تمیزبماندبه عبارتی با این عمل اقدام به از بین بردن قلع چسبیده خواهیم نمود.
5- flare guide block :
این بلوک ها در دو طرف قسمت اغازین حمام قلع نصب شده اند که از جنس مولایت می باشند.معمولاً دارای خوردگی بسیارپائینی می باشندو تعویض آنها بسیار مشکل می باشد.
جریانات موجود در قلع مذاب:
ورقه شیشه از بخش درجه حرارت بالا به بخش درجه حرارت پایین حرکت می کند .قلع مذاب دارای جابه جایی های زیر در حمام قلع می باشد:
1- جابه جایی در اثر حرکت جریان مذاب:
ورقه شیشه از قسمت درجه حرارت بالا به سمت قسمت با درجه حرارت بالا در حرکت است سطح قلع مذاب نیز که در تماس با ورقه شیشه است بدلیل وجود نیروی اصطکاک به همین ترتیب از قسمت گرم به قسمت سرد در حرکت می باشد و سبب می شود سطح قلع در قسمت انتهایی حمام بالاتر رفته و سبب اختلاف فشار گردد .دراثر چنین پدیده ای قلع مذاب در دو طرف ورقه شیشه از قسمت انتهایی حمام به سمت ابتدایی حمام و در قسمت هایی به سمت ورقه شیشه برگشت می نماید .درجه حرارت جریان برگشتی قلع مذاب پایین است بنابراین یک انقباض نا متوازن در بخش شکل گیری حادث می گردد که بر روی کیفیت شیشه اثر می گذارد. به منظور حذف اثر این جریان برگشتی،که از قلع مذاب با درجه حرارت پایین ناشی میشود ،توصیه میشود یک مانع جدا کننده قلع در قسمت بالادست قسمتی که شیشه باریک میشود ایجاد شود و همچنینی یک قسمت عمیق تر جریان می یابد جائیکه جریانهای جا به جایی عرضی جهت همگن سازی اتفاق می افتد.از این راه درجه حرارت جریان قلع برگشتی بالا آمده و کیفیت شکل گیری را افزایش می دهد.
-----------------------------عکس
2- کنوکسیون قلع در اثر اختلاف درجه حرارت:
قلع مذاب در حمام قلع دارای جا به جایی در طول و عرض می باشد چرا که در هر دو جهت اختلاف درجه حرارت وجود دارد. وقتی اختلاف درجه حرارت وجود دارد ،اختلاف وزن مخصوص هم وجود دارد و این امر سبب ایجاد جا به جایی می شود این نوع جا به جایی در سطح قلع مذاب که از مرکز به سمت لبه ها جریان دارد اتفاق می افتد .قدرت این جابه جایی بستگی به شدت اختلاف درجه حرارت قلع مذاب در وسط و کناره ها دارد وقتیکه اختلاف درجه حرارت در دو لبه مساوی نیست، ورقه شیشه به سمت درجه حرارت بالاتر انعطاف پیدا می نماید .بعلاوه قدرت کنوکسیون نیز بستگی به عمق قلع مذاب دارد که هرچه عمیقتر باشد کنوکسیون نیز عمیقتر است .بهرحال به دلیل کم بودن عمق مذاب قلع کنوکسیون نیز کم است گرچه کنوکسیون قلع مذاب برای حذف اختلاف درجه حرارت عرضی ورقه شیشه مفید است ولی کنوکسیون ضعیف هیچگونه اثر تعیین کننده ای ندارد .به منظور جبران کمبود کنوکسیون طبیعی ،دستگاه ها و ابزار کنترل جریان قلع مذاب در نقاط مختلف قابل نصب است که همواره مقدار جریان قلع مذاب را کنترل می نماید .در نتیجه اختلاف درجه حرارت عرضی ورقه شیشه و نقش مهم آن در کیفیت شکل گیری تقویت میشود.تولید تفاله[23] های قلع در انتهای حمام قلع اجتناب ناپذیر است .این تفاله ها همواره موجب ایجاد مشکلات در کیفیت شیشه میشود که از آن جمله ایجاد خراش و غیره در سطح شیشه است. از آنجائیکه کنوکسیون طبیعی ضعیف است بسیار مسکل خواهد بود که تفاله های قلع جمع شده در زیر ورقه شیشه را به اطراف هدایت نمود و لذا احتمال جمع شدن بیش از حد آنها در زیر شیشه وجود دارد . چنانچه یک جفت دستگاه کنترل جریان قلع مذاب فراهم باشد نه تنها اختلاف درجه حرارت عرضی ورقه شیشه کاهش می یابد بلکه تفاله های قلع جمع شده در زیر ورقه شیشه و کناره ها به طور پیوسته به سمت جعبه تفاله[24] که در قسمت انتهای حمام قلع تعبیه شده است حرکت و در آن قرار می گیرند .سطح قلع مذاب همواره تمیز نگه داشته میشود و مشکلات کیفیتی نیز حذف خواهد شد.
--------------------------------عکس
ترموکوپل ها و فشارسنج ها:
1-اتدازه گیری دما در حمام قلع به قسمت چپ،وسط و راست تقسیم گردیده اند بنابراین برای بهبود دما در هر ساعت تولید راحت و قابل قبول است و هر لحظه بوسیله مونیتور قابل مشاهده می باشد.
2-اندازه گیری دما در casing دماهای اندازهگیری شده در این منطقه بایستی کمتر از 240 سانتیگراد باشد.
3-اندازه گیری دمای قلع مذاب: دمای قلع مذاب بسیار نزدیک به دمای واقعی نوار شیشه می باشد تا به دمای اتمسفر حمام.بنابراین دمای قلع مذاب اساساً به دمای واقعی نوار شیشه به منطقه مورد نظر بر میگردد.
4- اندازه گیری دما در کف حمام:دماهای مونیتورینگ در هر قسمت از کف حمام مربوط به ورقه استیل [25]زیر باتوم بلوک های کف حمام در دسترس است.
5- اندازه گیری بوسیله ترموکوپل های مادون قرمز: دماهی اندازه گیری شده با مادون قرمز در ورودی و خروجی حمام برای پیش بینی دمای واقعی نوار شیشه نصب شده اند.
6- اندازه گیری فشار بوسیله اندازه گیری فشار هر منطقه در اتمسفر حمام و همچنین Casing ،بنابراین دانستن داده های واقعی از فشارهای مثبت می تواند برای بهبود تولید مفید واقع گردد.
[1] دبی توز یک قطعه آجر نسوز شناور در قسمت کشش در شیشه مذاب است که شیشه کشیده شده از شکافی که در آجر تعبیه شده است تامین می گردد.
[2] PLATE GLASS
[3] turquoise
[4] Kelly,green-yellow
[5] Forming
[6] Start Up
[7] inlet
[8] lipstone
[9] tweel
[10] Saftey Tweel
[11] Flow Regulating Tweel
[12] Cast Quartz
[13] Bottom Block
[14] Steel Plate
[15] breastwall
[16]Top Roller Head
[17] Lehr
[18] Cooler
[19]Main Drive
[20] Edge Stop roller
[21] Linear Motor
[22] Thermal exchange
[23] Dross
[24] Dross Box
[25] Steel Cover
Increased demand for glass for solar applications is driving the development of specific glass qualities that are designed for the various solar technologies. If the requirement is different function of the application we have seen appearing a variety of different dimensions, thicknesses and grades requiring specific conditions to prevent contamination by iron particles. When dedicating the glass plant to produce Solar grades for thin film or to PV module encapsulation, the melting and forming process are impacted by the float lines' past applications. Temperatures and chemistries are not only defined by the batch but also by the working environment found in the different furnace zones. Achieving high quality glasses required for the Solar market could be done not only by adjusting the working parameters in the fusion area, but also through the control of the tin batch and transition zone immediately, and in particular at the LOR position when entering the annealing area.
Tin Bath Environment for Producing Solar Grade Glasses
When producing solar grade glasses in a float line, we should consider the passed conditions of the float and in particular the operating conditions in the tin bath. As strong interactions are involving oxide systems (refractory, glass), metallic tin, sulfur atmosphere, reducing conditions and extreme temperature gradients exchanges are developing through the tin metal in a first step, before being transported outside of the tin bath during the reduction of the glass thickness required for high performance low thicknesses.
Metal Equilibrium and LOR Interaction
If tin is present as a predominant metallic deposit due to the glass hot handling, other elements are frequently found due to the float line environment and the selection of the support systems for the different rollers between the forming and annealing zones.
At float exit temperature, under high oxygen concentration, the oxide forms of the different metallic phases that are present (FeO, Fe2O3, SnO, and SnO2). The presence of sodium sulfide helps the stability of iron sulfate in the melt as a reaction of Na2S+FeS with liquids around 650°C.
SnS+FeS+Na2S ……… FeO/Fe2O3 + SO2 + Na2O
The decomposition of the Fe-S system when in presence of oxygen is shows an interdependence from temperature and type of iron oxide formation: below 560°C iron will form Fe3O4- Fe2O3 oxides, but when the oxidation temperature moves above 560° (below 670°c) the possible formation of FeO type oxide is prevalent against Fe3O4. The environment of oxide will stay with emission of SO2 in the atmosphere.
.jpg)
Producing Low Iron Glass
Low iron glass specification requires that the glass is produced at a low redox ratio, which implies that the glass is manufactured under oxidizing conditions. Oxygen partial pressure is considerably different at the glass melt and at the molten tin contact zone where high redox is observed. Operating the float furnace imposes conditions drastically different from pattern glass production lines that are also producing solar glass qualities. The presence of the tin bath area creates specific working conditions: oxygen atoms are stripped away from the sulfate remaining in the glass, reducing it to sulfide ions. When the sulfide ions combine with ferric iron, the resulting compound (FeS) affects the glass coloration.
Producing Photovoltaic Glass
When moving to photovoltaic glass, special compensating adjustments have to be made to the glass composition to reduce the influence of iron present in the raw materials; such composition changes could rely on sodium concentration at the same time as specific chemical additives capable to control the iron effect. SO2 treatment could be part of the fabrication of the soda-lime to fix the sodium and reduce the reactivity.
.jpg)
Higher SO2 in the annealing lehr and later in the tempering furnace will reduce the glass surface roughness; degree of staining may be conducted function of the selected process route and the float line capability.
The control of the metallic iron in the glass is only a part of the requirement for solar glass quality as the glass sheet surface should be free from chemical and structural defects, as they are generated from the float furnace and in particular from the tin bath. The specific conditions that will create a redox adapted to the solar glass formation will also imply the modification of the working zones and the creation of “metallic particles” for non dedicated solar float units. Metallic sulfites, ferric iron, sodium silicates, etc… generated in the tin bath will move toward the LOR and further down the line.
Similar operating parameters should be observed when looking for automotive or architectural glasses than when producing solar glass, but with consequences that could be different in term of end product quality:
- Conversion of the tin metal to a stable oxide form SnO, SnO2. Conversion which is conducted with crystallographic change allowing to surface modification and possible volumetric stress
- inability of the carbon scrapper to remove the tin metal, and creation of even more pressure to force the tin onto the LOR surface texture
- Iron sulfate precipitate in the liquid bath as Fe metal, if the equilibrium between sodium and tin is driving the reaction
- SnS vapor formation leading to possible Sn metal droplets or formation of SnS2concentrations in the cold zone of the tin bath. The solubility between SnS and SnS2inside the Sn is however conducive to a sulfur concentration in the melt (High S), and enhances further reaction with glass and gas environment Na, Fe, Cl, etc…
- Metals, metal sulfurs & metal oxides (precipitation or soluble) will be entrapped with the tin metal and transported to the colder part of the bath, where they will deposit on surface of the roll. The cleaning operation (graphite) should be enough to remove low sticking elements.
LOR Design
Iron or metallic elements are present in the melt as a consequence of multiple origins:
- glass material chemistry
- atmosphere presence under reducing condition
- tin contamination
- material from the bottom blocks (dissolution of alumino-silicates)
Metallic LOR
The buildup mechanism of reaction between the different metallic impurities coming from the tin bath and the metallic roll on the lift out area, is conducive to understand that various forms of metallic compounds could be found on the metallic roll surface: direct metallic reaction, sulfates and oxide reacted compounds. Each of the forms can lead to permanent metallic roll damage, and improper working conditions in glass support.
.jpg)
Plasma Coated LOR
Alternative solutions developed to remove the direct metal contact by using plasma coated LOR’s. These are designed to reduce the reactivity of the metal roll against metallic, sulfate and oxide residues coming from the tin bath with the glass sheet, but such systems are highly dependent on the ageing and reactivity of the selected plasma chemistry when exposed to the environment.
The adequation of plasma with the metallic LOR is also subject to thermal damage, inherent to the glass sheet extraction and the LOR design:
- differential thermal expansion
- stressed plasma surface
- metal to coating interface
- chemistry of the coating to handle metal roll compatibility and glass contact behavior
.jpg)
Fused Silica LOR
The use of a complete and permanent ceramic LOR is the ultimate solution to avoid the mechanical compatibility of the roll surface, the compromise between the tin bath unstable residues and the environment. Fused silicastability in the tin bath environment is limited to the reactivity of the fused silica itself which is well above the typical temperatures present in the LOR area for most of the solar as electronic applications.
To better understand the substitution potential for the metallic or plasma LOR by fused silica LOR, we have to review the different mechanisms of tin metal buildup and deposition onto the surface of silica under glass weight pressure, as no direct (chemical) reaction between Sn, SnO or SnO2 is expected with the silica roll. The interaction of oxide forms of tin with fused silica is not prevalent below 890°C that is a liquidus for such system.
Tin Bath Transition Zone
Under large tin metal overflow, or limited cleaning operation, some of the metal will react with the metallic roll surface and will become difficult to remove, starting buildup formation. The LOR area is a zone of variable operating conditions (temperature, oxidation, pressure, maintenance) function of the operating parameters decided by the glass maker. Oxidation of the tin metal could take place, leading to tin oxide conversion which is impacts the roll surface quality and ultimately, the good service of the material for future glass contact.
.jpg)
Low pressure carbon cleaning tools and protective non oxide environment are recommended for the LOR operation. The non wetting behavior of the fused silica against metallic elements provides a good prevention to sticking glass defects. Particular attention to maintenance, and cleaning the LOR should be taken when oxidizing conditions are allowed, hot cleaning of the roll is recommended to minimize metal to oxide conversion.
The operating conditions in the float line determine the type of technical improvement to select to achieve optimal line performance. From severe oxidizing to highly pressurized conditions decided for line maintenance, with fused silica LOR & LHR Vesuvius is proposing specific rolls to help glass makers produce high quality glass under best operating practices.
Transition Design
In term of hardness, the precipitation or crystallization of stable oxides from metals and soluble systems should be considered as a nucleation of hard particles. The shape of the precipitate follows the general mechanism of the roll, and most of the reaction compounds are present under a “flat” or “flaky” aspect ratio which is reduces the negative effect on the glass surface. Further nucleation and consolidation of the flakes will produce a local “punching” defect that will require a physical removal or cleaning operation to avoid glass damage.
The temperature of the application is not a parameter which should affect the hardness of the deposit on a chemical base, but it may affect the “shape” of the precipitation and the sticking behavior by incorporating sodium (or glass) elements in addition to metal oxide compounds.
Introducing Annealing Zone
If metallic deposits are possible in the lift out zone, most of the problems in the transfer zone will come from the increased oxygen partial pressure that allows for the conversion of the metals to oxide forms. The combination of metals and oxides on the surface of the glass sheet, conduct to modify the buildup chemistry, developing stronger potential for sticking on surface of the rolls when exposed to equilibrium conditions. Tin metal is the driving force for glass defects that are not compatible with clean surface cosmetic and ready surface preparation for surface treatment.
The full potential of glass chemistry is enhanced by the capability to limit glass surface transfers from the tin bath, and maintain maximum interface quality over the LOR and annealing zones, to avoid surface defects and keep efficiency for glass coating application. Fast cooling in annealing to maintain thickness and surface flatness, requires reducing the stresses generated by thermal gradients. Rapid temperature changes demand a very high quality roll to glass interface as friction coefficient creates a necessary behavior during annealing.
Discussion
The cleaning operation and maintenance of the tin bath and transfer rolls in reducing and low oxidizing working conditions will need to be correlated to the metallic deposit on the rolls.
Knowledge of the float history prior to conversion to solar glass production, as well as knowledge of the fusion, chemical stabilization, conditioning, temperature gradient changes in the float bath, atmosphere partial pressures and thermal flows may need to be investigated to understand the possible variation in sulfur, metals and oxides in the furnace forming zones (SnS, SnS2, Na2S, FeS, etc…)
LOR and transition LHR roll surface should stay “defect free”:
- No metallic inclusion
- Control of surface damage (machining, handling, operation)
- Techniques to “reduce” tin forced in the silica sub-layer should be implemented.
- Cleaning the roll during service should remain a good practice
Conclusions
The transportation of the glass sheet when coming out of the tin bath area is an important step to maintain the high quality of the glass and to ensure the proper cooling action required to meet the defined application. The capability and process controls implemented in the lehr are dependent of the glass specifics, like thickness, chemistry but also of the lehr furnace design and operating parameters. Formation of buildup is initiated by tin “adhesion” to the roll surface. Low adhesion of tin oxide and sodium sulphate on roll surface is required.
The main concern is the surface damage of the roll, and the penetration on a sub-layer of the tin metal, associated with thermal cycle conducting to oxide transformation as a base for metallic and sulfate buildup.
Source: Vesuvius
صنايع توليد شيشه يکي از پايه هاي اصلي اقتصاد آمريکا مي باشد. اين صنعت بيش از ۱۵۰/۰۰۰شغل تخصصي ايجاد نموده است؛ که بيش از ۲۱ ميليون تن محصولات مصرفي با ارزش تخميني ۲۲ ميليارد دلار در سال توليد مي کند.
توليد شيشه نياز به انرژي زياد دارد که ۱۲ درصد ازکل قيمت فروش را شامل مي شود. از لحاظ تئوري براي ذوب کردن يک تن شيشه ۲/۲ ميليون Btu (واحد بريتانيايي براي گرما) انرژي لازم است؛ در حقيقت مقدار انرژي مورد نياز به خاطر پايين بودن بازده و اتلاف انرژي به ميزان دو برابر افزايش مي يابد. صنايع شيشه شامل ۴ بخش عمده مي شود:
۱) ظروف شيشه اي (container glass)
اين گروه شامل بطري ها(Bottles) ، شيشه هاي دهنه گشاد(Jars) و... مي شود.
۲) شيشه هاي فلوت(flat glass)
اين گروه شامل شيشه هاي پنجره، آينه ها و شيشه هاي اتومبيل و... مي شود.
۳) الياف شيشه (fibre galss)
اين گروه الياف شيشه اي اند که به صورت عايق هاي ساختماني و الياف بافته شده توليد مي شوند.
۴) شيشه هاي ويژه (specialty glass)
اين گروه شامل وسايل آشپزخانه (cook ware)، تابلوهاي نمايشگر سطح (displays flat panel)، حباب لامپ ها(light bulbs)، الياف نوري(fiber optics)، وسايل پزشکي(medical equipment) و... مي باشد.
شيشه هاي فلوت ۱۷%توليد شيشه ي ايالات متحده آمريکا از لحاظ وزن را شامل مي شود. همچنين ظروف شيشه اي ۶۰درصد، الياف شيشه و۹ درصد و شيشه هاي ويژه ۴ درصد از توليدات شيشه اي ايالات متحده را شامل مي شوند.
درحالي که صنايع ظروف شيشه اي، الياف و شيشه هاي فلوت که سهم بسيار بالايي در فروش دارند بر پايه ي شيشه هاي سودالايم(soda-lime glass) پايه گذاري شده اند؛ صنعت شيشه هاي ويژه بر روي شيشه هاي مقاوم در دماهاي بالاتر تمرکز دارد و بيش از ۶۰/۰۰۰نوع محصول مختلف توليد مي کند. مثالهايي از توليدات شيشه اي که بوسيله ي صنعت شيشه سازي توليد مي شوند در شکل ۱ ديده مي شوند. حالت مطلوبي از صنعت شيشه درطول ۲۰ سال فرمول بندي شده است؛ که اين با مشارکت DOE (دپارتمان انرژي آمريکا) انجام شده است.
و چالشهاي تکنولوژي در آينده و فرصت هاي تحقيقاتي با مقايسه ديد آينده و حالت کنوني صنعت شيشه تعريف شده است. چالشهاي تکنولوژي به طور عمومي به چهار دسته تقسيم بندي مي شوند:
۱)پيشرفت ها در زمينه ي ذوب و پالايش و در زمينه ي ساخت (شکل دهي)
۲)پيشرفت تکنولوژي، تکنيک هاي ساخت شيشه، کنترل پروژه ها (Processing controls) و شبيه سازي مدل براي پروسه هاي جديد با کامپيوتر
۳)بهبود سيستم هاي کنترل خروج، روشهاي بازيافت و مديريت مواد جامد باطله و...
۴)توسعه ي توليدات ابداعي براي استفاده هاي جديد از شيشه
بخش هاي بالا پروسه هاي توليد شيشه هاي کنوني و چگونگي رسيدن به ديد صنعتي در زمينه ي شيشه از مواد پايه سراميکي را تعريف مي کند.
موادي که معمولاً در وسايل تهيه شده بوسيله ي شيشه استفاده مي شود شامل: فيوزد سيليکا (fusedsilica)، گرانيت، فلزات گران بها، آلياژهاي آهني سرد شده در آب مي باشند. مواد سراميکي ابتدا به عنوان مواد نسوز(refractories) و اکنون نيز به صورت هرچه بيشتر و در زمينه ي پوشش هاي مقاوم به سايش کاربرد دارد. همچنين مواد سراميکي پيشرفته به ندرت در اين صنعت استفاده مي شود که علت آن قيمت بالاي اين مواد است. بعلاوه به خاطر نبود مواد مقاوم در محيط هاي بادماي بالا جهت فرآيندهاي شيشه سازي، فلاکس ها به مواد شيشه اي اضافه مي شوند تا بتوان با کاهش دماي فرآيند شيشه سازي، اجازه ي استفاده از مواد مرسوم را داشته باشيم.
بحث ما بر طبق ۴ عمليات عمده در توليد شيشه متمرکز شده است که به شرح زير مي باشند:
۱)مرحله ي تهيه مخلوط(Batching)
۲)مرحله ي ذوب (melting)
۳)مرحله تصفيه و پالايش (refining)
۴)مرحله شکل دهي (forming)
همچنين در بخش هاي بعدي اين مقاله در مورد ۴ بخش از صنعت شيشه سازي صحبت کرده و در بخش آخر اين مقاله در مورد مشعل ها و وسايل توليد حرارت درکوره هاي توليد مذاب شيشه صحبت مي کنيم.
عمليات تهيه ي مخلوط، ذوب و پالايش در همه ي روش هاي توليد شيشه با اندک تفاوت در نوع کوره يکسان است. پس به بررسي جداگانه ي ۴ مرحله ي شيشه سازي مي پردازيم:
۱) مرحله ي تهيه ي مخلوط (Batching)
انتخاب مواد خام با توجه به ترکيب شيميايي، يکنواختي و اندازه ي ذرات انجام مي شود. مواد افزودني آلي و فلزي و سراميکي از بين مراحل حمل ونقل، انبار کردن، مخلوط کردن و دانه بندي عبور مي کند. اين مراحل شبيه مراحلي است که شيشه هاي بازيافتي عبور مي کنند. به علت اثرات مواد افزودني و با توجه به کيفيت محصول توليد شده، مقدار شيشه ي بازيافتي تغيير مي کند.
صنعت توليد شيشه هاي فلوت ۳۹درصد از شيشه هاي شکسته ي خود را باز يافت مي کند. مواد ناخالصي سراميکي واکنش کمي با مذاب شيشه دارند و ذوب نمي شوند بنابراين به صورت سنگ ريزه هايي در محصول نهايي ديده مي شوند. ناخالصي هاي فلزي و آلي باعث بوجود آمدن ناپايداري در طي پروسه ي شيشه سازي مي شوند(از طريق واکنش هاي اکسايش -کاهش). که اين مواد موجب کاهش کيفيت شيشه مي شوند. مواد آلي موجود در بچ، منبعي مناسب جهت افزايش گازهاي خروجي هستند و موجب افزايش ارزش تميزکنندگي گازهاي خروجي مي شوند(اين مواد موجب افزايش گازهاي خروجي مي گردد و خروج گاز را از مذاب آسانتر مي کنند)
پروسه هاي نقل و انتقال، مخلوط کردن و دانه بندي موجب ساييده شدن وسايل وادوات مورد استفاده مي شوند بنابراين معمولاً ابزار آلات اين بخش داراي سطوح پوشش داده شده با سراميک هستند؛ و يا خطوط انتقال بوسيله ي سراميک هايي مانند آلومينا، سيلسيم کاربيد و يا تنگستن کاربيد ساخته مي شوند.
درحالي که به طورعمومي اثر قيمت و عملکرد مناسب و کافي براي انتخاب مواد در اين مکان ها بسيار مهم است ولي به دليل ريسک امکان آلودگي مذاب شيشه، استفاده از مواد ارزان قيمت تر ريسک بزرگي به حساب مي آيد.
۲) مرحله ذوب(melting):
تقريباً ۶۰۰ کوره ي ذوب شيشه در آمريکاي شمالي وجود دارد. توزيع نوع اين کوره ها به شرح زير است.
۲۱۰کوره در زمينه صنعت بطري هاي سازي، ۱۱۰ کوره مربوط به الياف شيشه، ۴۵ کوره در صنعت شيشه ي فلوت و ۲۳۵کوره مربوط به شيشه هاي ويژه است. عمر يک کوره مذاب شيشه با توجه به نحوه ي ساخت آن متفاوت است اما براي کوره هاي اين صنعت عمر ۷ تا ۸ سال غير معمولي نيست. البته هزينه ي بازسازي يک کوره به آساني از يک ميليون دلار تجاوز مي کند و همين امر نشاندهنده ي اهميت نحوه ي بازسازي کوره هاي شيشه سازي است. کوره ها را مي توان به دو گروه، کوره هاي گرم شونده با الکتريسته و کوره هاي گرم شونده با سوخت تقسيم کرد، که معمولاً گرمايش الکتريکي مذاب با آتش حاصل از سوختن مواد نفتي توأم است. اين عمل موجب بهبود يکنواختي گرما دهي، مهيا نمودن افزايش متناوب در ظرفيت ذوب با کم ترين هزينه، افزايش بازده مذاب، کاهش مصرف انرژي و دماي پايين تر (در بالاي نقطه ي ذوب) براي کاهش خروج انرژي مي گردد.
۳) مرحله پالايش(refining):
مرحله ي اصلاح شيشه در کوره ي مقدماتي اتفاق مي افتد و موجب يکسان شدن دماي مذاب مي گردد. کوره ي مقدماتي معمولاً با گاز طبيعي کار مي کند. همچنين ازتقويت کننده هاي الکتريکي نيز براي افزايش بازده و بهبود يکساني دما، مي توان بهره برد. مبدلهاي گرمايي سرد شده با آب (water-cooled metal heat exchangers) براي کمک به ايجاد دماي يکنواخت مورد استفاده قرار مي گيرند. همچنين ممکن است از سراميک هاي پيشرفته نيز استفاده شود. تغييرات دمايي در کوره ي مقدماتي بسيار حياتي است و موجب ايجاد مشکلاتي شبيه به آنهايي که در مرحله ي ذوب با آنها روبرو بوديم، مي شود.پيستون ها(plungers) و نازل هاي (nozzles) مورد استفاده براي حرکت دادن و پخش کردن مذاب شيشه از سراميک هاي نسوز و يا موليبدن ساخته شده اند. ولي اين اجزا به علت رويا رويي و مواجهه با سايش بالا و ايروژن (erosion )نوعي خوردگي است که به واسطه ي حرکت سيال بر روي يک سطح اتفاق مي افتد). براي شيشه هاي با دماي ذوب پايين تر Inconel۶۰۰استفاده شده است که در اين مورد نيز شبيه به مورد بالا خوردگي شديد گزارش شده است. در دماهاي بالاتر خنک سازي با آب نيز مي تواند براي کاهش دماي اجزا مورد استفاده قرار گيرد. تعداد زيادي از مواد مناسب (مواد سراميکي پيشرفته) مورد استفاده در مراحل پالايش و ذوب شيشه وجود دارد که بسياري از اين مواد مناسب، براي ساخت کوره هاي سوخت -اکسيژن fired oxy-fuel استفاده مي شوند. سيکل هاي متناوب احتراق نيز بهبود يافته که گفته مي شود مواد سراميکي پيشرفته توانايي مقاومت در برابر اين سيکل هاي احتراقي را دارند.
۴)شکل دهي(forming):
با توجه به اينکه محصول نهايي، چه نوع محصولي باشد نوع و نحوه ي فرم دهي نيز متفاوت است.
روش هاي شکل دهي انواع مختلف شيشه از جمله شيشه هاي فلوت، ظروف شيشه اي، الياف شيشه و شيشه هاي ويژه معمولاً بسيار متفاوت اند. در قسمت هاي بعدي اين مقاله در مورد هر يک از اين زمينه هاي توليد شيشه صحبت کرده و درقسمت پاياني نيز در مورد مشعل ها و سيستم هاي گرمايشي مورد استفاده دراين صنعت صحبت مي کنيم. ديدگاه اين مقاله بيشتر بررسي موقعيت هاي کاربردي در زمينه ي مواد ساختاري مورد استفاده در صنعت توليد شيشه است.
برچسبها: صنعت شيشه در آمريكا
درصورت تمایل به صورت ایمیلی تماس حاصل فرمایید.
Hoseini.ar@gmail.com
ادامه مطلب
In the actual production, there are many reasons for the bubbles inthe float glass.
Lassifying the bubbles according to its source can help find out the reasons and
appropriate solutions.Generally speaking, bubbles in the float glass are mainly produced
during the melting process and then molding in the tin bath. The first type of bubbles is
refined bubbles residual in the glass after the primary melting and refining. The second
is caused by the re-deposition of dissolved gases. The third is bubbles entrained gas,
liquid or solid foreign objects. They are air bubbles, work bubbles, iron bubble and
pollution bubbles caused the impurities and refractory materials. Distinguishing the type
of bubbles can help speculate in which area the defects are produced.According to the
reasons of bubbles, bubbles can be divided into primary bubbles, secondary bubbles,
external air bubbles, bubbles caused by refractory materials and impurities, etc..
1)Primary bubbles
After refining, some air or gases is not completely removed, or re-deposited from glass
liquid. Those air and gases remain in the glass and produce the primary bubbles.
As we all know, when the formulation is the same, the refining of glass liquid can be
affected by different reasons: whether the ingredients in the raw materials that can
produce gases can intensively decompose and release gases, whether the tiny unreleased
bubbles can be dissolved in the glass and disappear., whether the dissolved gases in the
melt can be deposited from the melt quickly, whether the deep flow at the beginning of
the refining flow can proceed smoothly upward and release bubbles, the
refining temperature, time, external pressure, etc..
2)Secondary bubbles
The refined glass liquid should be in equilibrium state with gases dissolved in it. When
The conditions are changed, bubbles or gray bubbles will appear again in the glass
liquid. Those are the secondary bubbles. Under normal production conditions, the
external factors will not cause the reheating of glass liquid and the sudden change of the
atmosphere and result in the re-deposition of gases in the. Only the reflux of the melting
zone and cooling zone can cause the reheating of glass liquid or malfunction causes the
sudden change of the atmosphere which can cause the re-deposition of gases.
3)External air bubbles
Those bubbles are caused by the poor working condition of the blender such as bad
bubbling and entangling when molding. If handled properly, those bubbles are easy to
exclude.
4)Bubbles caused by refractory materials
The impurities or pores in the refractory materials may cause bubbles when in contact
With the glass liquid. The pores, iron or carbon can react with the glass and cause
bubbles. The gases exhausted from the pores in the refractory of the cooling zone
and molding zone or the reduction of iron silicate may produce a large amount of tiny
bubbles. It is at greatest risk when the bubbles near the molding area such as the launder
bricks.
5)Bubbles caused by impurities
Some solid or liquid inclusions can directly enter the melt such as the duct or condensate.
The substances in the refractory materials or metals enter the melt due to the corrosion.
both can cause bubbles.In the actual production, there are many reasons for the bubbles
in the float glass. Classifying the bubbles according to its source can help find out the
reasons and appropriate solutions.
برچسبها: عوامل ايجاد حباب در شيشه فلوت
اختراع شیشه تحولی عظیم در معماری دنیا ایجاد کرد. به گونه ای که امروزه شهرهای جهان زیبایی خود را مدیون این تحول بزرگ درصنعت تولید می دانند
شيشه به واسطه حرارت دادن و سرد كردن تركيبي از شن، كربنات سديم و آهك توليد مي شود
تاريخچه شيشه
تاريخچه توليد و كاربرد شيشه به حدود بيش از 4 هزار سال پيش بر مي گردد. ولي تقريبا 2 هزار سال پس از كشف آن بود كه كاربرد شيشه در پنجره ها مطرح شد. روش توليد شيشه به روش بادي امكان ايجاد شيشه هاي ظريف براي پنجره ها را ميسر كرد که در قطعات مستطيلي با ابعاد حداكثر400 در 300 ميليمتر درصفحات مدور توليد مي شد. بلافاصله پس از كشف اين روش ونيزي ها متد استوانه اي را كشف كردند كه اين روش حدود 800 سال براي توليد شيشه به كار برده مي شد. در اين روش درون يك استوانه شيشه اي توخالي دميده، از طول برش داده و سپس صاف و صيقل داده مي شد. با اين روش ورقه هاي بزرگتري توليد مي شد ولي حرارت مجدد و صاف كردن شيشه منجر به خرابي سطح شيشه مي شد. به هر حال همراه با پيشرفت تكنولوژي روش هايي براي توليد شيشه هايي كه در ساختمان ها كارايي داشته باشند ابداع شد. آنها به صورت عنصري طبيعي و لازم در كليساهاي بزرگ درشمال اروپا به كار برده مي شدند كه تا اواخر هزاره اول پس از ميلاد نيز اين وند ادامه داشت
در جستجوي نور
با تغييرسبك معماري از رومي به گوتيك، كاربرد شيشه در دنياي معماري جايگاه خود را تا ابد پيدا كرد. شايد بتوان معماري سبك گوتيك در شمال اروپا را دوره اول معماري شيشه اي ناميد. جابه جايي قسمت هايي از ديوارهاي سنگي بزرگ معماران را قادر به خلق آثار چشمگيري در تاريخ كرد. شيشه خود به خود جايگاه خود را در معماري پيدا كرد و شيشه هاي بسيار زيبا کم کم در معماري بناها ديده شدند. معماري سبك گوتيك به منظور جستجو ي نور به وجود آمد، جستجوي درخشش ، سبكي و بي وزني. پنجره هايي كه در سبك گوتيك به كار برده مي شد معمولا با شيشه هاي رنگي توسط هنرمندان نقاشي و تزيين مي شد
در اواخرقرن شانزدهم به كار گيري شيشه به عنوان سمبلي از ثروت و تجمل در انگلستان در نظر گرفته مي شد. شيشه وسيله اي بسيار گران قيمت بود و بنابراين استفاده از آن در ساختمان و حتي گاهي اوقات به كار بردن آن به جاي ديوارحالت تظاهر به ثروت و توانمندي بود. بدين ترتيب در انگلستان شيوه هاي غير متعارف استفاده از شيشه رايج شد
در نيمه اول قرن نوزدهم بود كه مراكز هنري به راه افتادند و بدين ترتيب زبان نويني در معماري به وجود آمد، پنجره هايي كه نوربه راحتي و فراواني از آنها عبور كند و معماري از آن حالت سنتي خارج شد و شيشه جايگاه و كاربرد واقعي خود را پيدا كرد. به دنبال انقلاب صنعتي در بريتانيا و به موازات آن به كارگيري آهن در ساختمان ها، پروژه هايي مثل كاخ كريستال پاكستون اجرا شد
معماري شيشه اي و حركت هاي نوين
آغاز قرن بيستم در واقع عصر فضا و زمان نام گذاري شده است، عصرزيبايي شناسي در حركت، متغير بودن و هيجان در ماشين. پل شبارت در كتاب معماري شيشه اي خود در سال 1914 مي نويسد
"... ما بيشتر زندگيمان را در اتاق هاي بسته سر كرده ايم. اين فرهنگي است كه با آن بزرگ شده ايم و خو گرفته ايم. سبك معماري ما تا حد زيادي تحت تاثير فرهنگ ما بوده است. چنانچه بخواهيم تغييري در فرهنگمان ايجاد كنيم به ناچار بايد در سبك معماريمان تغيير ايجاد كنيم و اين امر تنها به وسيله ترك اتاق هاي بسته و تغيير دادن آنها حاصل مي شود. با نهادينه شدن و معرفي معماري شيشه اي، راه براي عبور نورطبيعي خورشيد ، ماه و ستارگان نه فقط از طريق پنجره اي كوچك بلكه از طريق ديوارها كه صرفا از شيشه و آن هم شيشه هاي رنگي ساخته مي شوند هموار مي شود. بدين ترتيب محيط جديدي كه به وجود مي آوريم ،فرهنگي نوين را با خود به همراه مي آورد. "
غرفه هاي شيشه اي برونو تات نيز به همين منظور طراحي شد و هدفي مشابه را دنبال مي كرد که آن به كار گيري بهينه شيشه و استفاده از شفافيت و روشنايي آن درآينده معماري بود. البته شيشه جزو لا ينفك كارهاي معماران بزرگ ازجمله مايس وان دور روحه،لو كوربوسير و فرانك ليود است.
طي نيمه اول قرن بيستم، به جهت توسعه صنعت و تكنولوژي، بهبود و پيشرفت هايي در ساختار كارهاي شيشه اي پديد آمد. و بالاخره در اوايل دهه 1950 پيشرفتي در صنعت توليد شيشه حاصل شد كه تا به امروز ادامه دارد. آليستار پيلكينگتون روش شناوري شيشه مذاب بر سطح فلز مذاب را ابداع كرد، كه امروزه از آن به عنوان فرآيند شناور ياد مي شود. با اين روش ورقه هاي شيشه اي كاملا صاف و هموار توليد مي شود كه امروزه روشي غالب درتوليد شيشه در سراسر جهان است
برچسبها: شيشه و تحول در دنياي معماري, شيشه ساختمان, معماري
یکی از مزیت های اصلی کاربرد شیشه نسوز، عبور نور طبیعی به مرکز ساختمان است و این ویژگی به فضا روح می بخشد، ویژگی های متمایز طراحي ساختمان را نمایان می کند و هم زمان امنیت ساکنان ساختمان را افزایش می دهد.
برچسبها: شیشه سپری نسوز در برابر حریق
ادامه مطلب
وسايل و ادوات متنوعي براي گرم کردن کوره ها وجود دارد که معمولاً انرژي اين فرآيند از گاز طبيعي ، برق و يا هر دوي آنها و ديگر انواع سوخت ها به دست مي آيد در زير به بررسي کوره هاي ذوب فلز مي پردازيم .
کوره هاي احتراقي ( Combustion Heated Furnaces ) :
برچسبها: فرآيند ذوب در كوره هاي شيشه, كوره هاي شيشه
ادامه مطلب
مقدمه:
بسياري از موادي كه در شيشه هاي سودالايم مورد استفاده قرار مي گيرند (شيشه مورد استفاده در زندگي روزمره)، همان موادي هستند كه در فرمولاسيون لعاب ها، ولي البته با خصوصيات متفاوت اندكي، استفاده مي شوند. در اين مقاله به امكان سنجي استفاده از شيشه هاي بازيافتي در فرمولاسيون لعاب هاي مورد استفاده در صنايع سراميك پرداخته شده است. در ابتدا دانستن اطلاعاتي مقدماتي در مورد شيمي لعاب، مي تواند مفيد واقع گردد:
لعاب و يا شيشه از چه موادي تهيه مي شود؟
مواد موجود در شيشه هاي سودالايم متغير است و هميشه مقاديري رنگدانه و مواد ديگر، در آن بسته به نوع [محصول توليدي] كارخانه و [شدت رنگ مورد نياز]، وجود دارد اما ميانگين اكسيدهاي اصلي موجود در شيشه ظروف را مي توانيد در جدول 1 مشاهده نماييد.
|
وزن مولكولي |
درصد بر اساس وزن |
نوع اكسيد |
|
60 |
3/73 |
SiO2 |
|
62 |
1/14 |
Na2O |
|
1/56 |
4/9 |
CaO |
|
3/40 |
9/1 |
MgO |
|
9/101 |
3/1 |
Al2O3 |
جدول 1- اكسيدهاي اصلي تشكيل دهنده شيشه ظروف
امروزه در صنعت سراميك، روشي براي سنجش و آناليز شيميايي مواد به وجود آمده است كه امكان يا عدم امكان استفاده از مواد مختلف را به عنوان ماده اوليه لعاب بررسي مي نمايد. در اين روش كه به اصطلاح "فرمولاسيون واحد" ناميده مي شود از وزن مولكولي اكسيدها و درصد وزني آنها در تركيب شيميايي استفاده مي كند تا برآن اساس به اعداد نسبي مولي هر اكسيد كه در ماده اوليه وجود دارد برسد. اكسيدها به صورت RnOm نشان داده مي شوند كه R بيانگير عنصر مورد نظر، n تعداد اتم هاي عنصر R و m تعداد اتم هاي اكسيژن است.
"فرمولاسيون واحد" در حقيقت روش تجزيه اي محسوب مي شود، زيرا [در اين روش، نوشتن فرمول] شيميايي اكسيدها را به صورت مولكولي RO ( و هم چنين R2O) و يا ستون مواد گدازآور مي نويسند. در خصوصيات فيزيكي شيشه ها مشاهده مي شود عناصري كه اكسيد آنها در ازاي يك مولكول، داراي يك مولكول اكسيژن است به عنوان مواد گدازآور شناخته مي شوند كه در حقيقت نقش آنها كاهش دماي ذوب شيشه است (ستون سمت چپ در جدول 2 كه شامل عناصر قليايي و قليايي خاكي است). موادي كه در ستون وسط قرار دارند به صورت R2O3 نوشته مي شوند كه معمولاً Al2O3 اصلي ترين ماده اين گروه محسوب مي شود. اين گروه شيشه سازي را كاهش داده، لعاب را سخت تر كرده و مقاومت شيميايي لعاب را افزايش مي دهد. اصلي ترين ماده اي كه عمدتاً در ستون سمت راست نوشته مي شوند SiO2 است كه به عنوان ماده شيشه ساز و ماده پايه لعاب شناخته مي شود.
|
RO2 |
R2O3 |
RO |
|
SiO2 2.762 |
Al2O3 0.029 |
Na2O 0.516 |
|
|
|
CaO 0.379 |
|
|
|
MgO 0.105 |
جدول 2 – فرمولاسيون اكسيدي نسبي
لعاب هاي مورد استفاده در صنعت سراميك مي بايست در دماهاي بالاي كوره به صورت شيشه اي درآيند. سپس بسته به شكل ظاهري و خصوصيات مربوطه، لعاب ممكن است به صورت شيشه اي پس از فرآيند سرد كردن باقي بماند [و در حقيقت كريستاليزه نشود] و يا اينكه در برخي موارد به صورت اختياري به صورت لعاب هاي كريستالي درآيد. در جدول شماره 2 فرمولاسيون اكسيدي نسبي در ميانگين شيشه هاي سودالايم آورده شده است.
با توجه به اين روش، وزن مولكولي شيشه هاي سودالايم 226 درنظر گرفته مي شود. نسبت هاي موجود در مواد، تعيين كننده خصوصيات دماي پخت لعاب است. به عنوان مثال براي لعابي كه در 900 درجه سانتيگراد پخت مي شود، انتظار مي رود كه نسبت سيليكاي آن 1 تا 5/1 در فرمول واحد باشد و اگر دماي پخت بالاتر در نظرگرفته شود، نسبت سيليكا بالاتر مي رود. هم چنين انتظار مي رود در لعاب هاي با ميزان دماي پخت بالاتر، نسبت آلوميناي بالاتري نيز مشاهده شود. بنابراين بايد درنظر گرفت كه ميزان فلاكس و يا گدازآور و ساير موارد در لعاب متغير بوده و وابسته به دماي پخت است و براي حصول به لعابي مناسب مواد ديگري نيز به لعاب اضافه گردد.
به علاوه ضريب انبساط حرارتي بدنه و لعاب نيز مي بايست هماهنگ باشد تا بتوان از لعاب به عنوان پوشش بدنه استفاده نمود. در صورت استفاده از شيشه در صنعت لعاب، شيشه ها مي بايست آنقدر ريز دانه و ساييده شوند تا در مخلوط لعاب، بتوانند به علت واكنش پذيري بالا، به خوبي ذوب شده و مورد استفاده قرار بگيرد.
نكته ديگري كه استفاده از شيشه هاي بازيافتي براي ما به ارمغان مي آورد اين است كه استفاده از شيشه هاي بازيافتي علاوه بر اينكه به پالايش محيط زيست و از بين بردن آلودگي كمك مي نمايد، نه تنها قيمت تمام شده لعاب را بالا نمي برد، بلكه آن را كاهش نيز مي دهد. در نتيجه استفاده از اين نوع شيشه ها در صنعت لعاب به عنوان يك ماده كمكي [و نه اصلي] مي تواند مفيد باشد.
برچسبها: شيشه هاي بازيافتي, لعاب هاي سراميكي
شیشه قلیایی:
پایه سیلیسیمی دارد و به جای آهک از سرب و به جای سود سوزآور از پتاس استفاده گردیده است. اگر کمتر از 25% سرب داشته باشد، به نام شیشه کریستالی و اگر بیشتر از این مقدار باشد به نام شیشه سربی شناخته می شود.
اکسید سرب به عنوان یک ماده روان ساز برای کاهش حرارت نرم کنندگی شیشه به کارمی رود. شکل دهی آن توسط تکنیک دمش، قالبگیری فشاری، برش و ماشینکاری CNC و صیقل کاری آسان تر است. این ماده جلا و تلألؤ شیشه را افزایش می دهد و می توان آن را برای محصولات تزئینی، ظروف، روشنایی، زیورآلات و جواهرات به کار گرفت.
در صورت داشتن بیشتر از 50% سرب، می تواند جهت حفاظت در برابر تابش و تشعشع (بیمارستان، هواپیما، آزمایشگاه) به کار رود. این ماده مناسب برای کاربردهایی با حرارت بالا یا تغییرات حرارتی سریع نیست. از کاربردهای دیگر آن لنزهای تلسکوپی و لنزهای دوربین عکاسی است. به دلیل ویژگی های فوق العاده ی بصری برای ساخت جواهرات کاربرد مناسبی دارد.
هزینه تولید شیشه قلیایی متوسط تا بالا است.
شیشه بوروسلیکات:
 حاوی 15درصد اکسید بوره و میزان کمی از قلیایی های دیگر است. سخت تر و بادوام تراز شیشه سربی قلیایی می باشد. مقاومت بالا در برابر ضربه، انبساط کم حرارتی، مقاوم در برابر شوک های حرارتی از دیگر ویژگی های این ماده می باشد. مناسب برای تجهیزات آزمایشگاهی است زیرا مکرراً سرد و گرم خواهد شد.
حاوی 15درصد اکسید بوره و میزان کمی از قلیایی های دیگر است. سخت تر و بادوام تراز شیشه سربی قلیایی می باشد. مقاومت بالا در برابر ضربه، انبساط کم حرارتی، مقاوم در برابر شوک های حرارتی از دیگر ویژگی های این ماده می باشد. مناسب برای تجهیزات آزمایشگاهی است زیرا مکرراً سرد و گرم خواهد شد.
نرم ترین نقطه آن در حرارت 800 تا 850 درجه سانتیگراد است. این باعث می شود که این شیشه به سختی قالبگیری و تولید شود اما نشان می دهد که می تواند برای کاربردهایی با درجات حرارتی زیاد به کار رود و حتی تحمل 500 درجه سانتیگراد را برای مدت کوتاهی داشته باشد.
در برابر اسیدها مقاوم تر از شیشه سودالایم است و در برابر قلیایی ها مقاومت متوسط دارد. در نتیجه این شیشه برای نگهداری مواد شیمیایی و ذخیره سازی طولانی مدت مناسب است.
آنها ضد عبور هوا هستند که این توسط فرایند سنگ زنی دقیق ایجاد می شود. موزه ها از این شیشه برای نگهداری مجموعه های گرانبها استفاده می کنند. مقاطع شیشه ای اکسترود شده معمولاً شیشه بوروسلیکات هستند (نسبت به شیشه سودالایم) و تمایل به شکنندگی کمتری دارد.
مقاطع این شیشه دارای دسته ای از قطرها هستند: لوله ها می توانند تا 415 میلی متر و مقاطع پیچیده تا 120 میلی متر قطر داشته باشند. اما مقاطع خاص (مانند مقاطع مثلثی) محدود به تنها 20 میلی متر هستند.
به دلیل دارا بودن ویژگی های عالی برای لمپ ورکینگ این ماده قابلیت تولید جواهرات، مجسمه ها و تزئینات را داراست. هزینه تولید شیشه بوروسلیکات، متوسط تا بالا است.
شیشه های با کارایی بالا: سرامیک شیشه ای - شیشه کوارتز - شیشه آلومینوسیلیکات.
 سرامیک های شیشه ای:
سرامیک های شیشه ای:
مانند شیشه به هنگام ذوب خود شکل می گیرند اما آنها حرارت می بینند تا میزان بالایی از کریستالی بودن را، مشابه سرامیک ها داشته باشند. ماده حاصله سخت تر، بادوام تر و مقاوم تر در برابر تغییرات سریع حرارتی است.
شیشه های سرامیکی میزان انبساط حرارتی کمی دارد و می تواند در حرارت های 200- تا 700 درجه سانتیگراد عمل کند.
کاربرد: دراجاق ها و فرها، اجاق گاز صفحه ای، امکان انتقال مستقیم از فریزر به فر حرارت دیده.
شیشه کوارتز:
شیشه کوارتز که نام دیگرآن شیشه گداخته شده و شیشه سیلیکات است، از سیلیس خالص (اکسید سیلسیم) ساخته شده است. این شیشه توسط حرارت دهی کوارتز تا 200 درجه سانتیگراد که ذرات را گداخته و چسبنده می کند، تولید می شود. این ماده مقاومت زیادی در برابر حرارت بالا، شوک حرارتی و اغلب مواد شیمیایی دارد و می تواند در بالای 1000 درجه سانتیگراد حرارت ببیند و سریعاً سرد شود (بدون آنکه ساختارش آسیب ببیند).
شیشه آلومینوسیلیکات:
حاوی میزان بالایی اکسید آلومینیوم نسبت به شیشه های ارزان تر است. این شیشه مقاومت بهتری در برابر موادشیمیایی حرارت بالا و شوک های حرارتی نسبت به بورو سیلیکات است و تا دمای 750 درجه سانتیگراد می تواند عمل کند.
کاربرد: ساخت پوشش چراغ ها خصوصاً در مصارف صنعتی - حباب های هالوژنی - ظروف آشپزی.
هزینه تولیدشیشه آلومینوسیلیکات بالا تا بسیار بالا می باشد.
شیشه شناور پیلکینگتون:
 با انعکاس، حرارت را به ساختمان برمی گرداند و از دست رفتن آن جلوگیری می کند. شیشه شناور یک شیشه سودالایم است که ذراتش کمی تغییر یافته تا مناسب برای تولید انبوه باشد. "آلستر پیلکینگتون" این فرایند را توسعه داد که در سال 1959 از آن رونمایی شد. ورقه های شیشه مسطح در ضخامت های 4% تا 25 میلی متر موجودند.
با انعکاس، حرارت را به ساختمان برمی گرداند و از دست رفتن آن جلوگیری می کند. شیشه شناور یک شیشه سودالایم است که ذراتش کمی تغییر یافته تا مناسب برای تولید انبوه باشد. "آلستر پیلکینگتون" این فرایند را توسعه داد که در سال 1959 از آن رونمایی شد. ورقه های شیشه مسطح در ضخامت های 4% تا 25 میلی متر موجودند.
این شیشه در 4 مرحله تولید می شود:
1) ابتدا سیلیسم، آهک، کربنات سدیم و دولومیت dolomit به همراه خرده شیشه های بازیافتی در یک کوره مخلوط می شوند.
2) مخلوط توسط ترکیبی از گاز طبیعی و هوا در 1600 درجه سانتیگراد حرارت می بیند.
3) شیشه مذاب در دمای حدود 1000 درجه سانتیگراد از کوره خارج می شود و در یک وان حاوی قلع مذاب با هیدروژن و نیتروژن کنترل شده شناور می شود. هیدروژن و نیتروژن از اکسید شدن قلع جلوگیری می کنند.
4) شیشه گرم و سپس سرد می شود.
5) در آخر ورقه ی خط انداخته ودر اندازه ی از پیش تعیین شده بریده می شود.
کاربرد: ساختمان سازی، صنعت خودرو.
شیشه لمینیت Laminated:
در این نوع از شیشه ها از یک فیلم پلاستیکی به نام PVB (برگرفته از Polyvinyl Butyra) که به وسیله دو لایه شیشه احاطه شده، استفاده می شود. لایه PVB شیشه ها را در هنگام شکست در جای خود نگه داشته و از پرتاب شدن خرده های شیشه که باعث ایجاد جراحت برای سرنشینان خودرو خواهد شد، جلوگیری می کند. همچنین به دلیل داشتن خاصیت ارتجاعی از پرتاب شدن سرنشینان به خارج از خودرو در هنگام حوادث احتمالی نیز جلوگیری می کند.
شیشه های dB Control:
در این نوع شیشه ها به وسیله یک PVB مخصوص می توان از ورود صدا با فرکانس های بالا و پایین به داخل خودرو و همچنین از داخل خودرو به خارج جلوگیری کرد. این امر باعث کاهش ورود صدای موتور و دیگر صداهای مزاحم بیرونی به داخل می شود. همچنین از پخش شدن صدای موزیک شما به خارج از خودرو نیز جلوگیری می کند.
شیشه Thermal Comfort:
در این نوع شیشه با استفاده از یک لایه که باعث انعکاس اشعه مادون قرمز می شود، انتقال حرارت به داخل خودرو کاهش می یابد که این امر باعث بهبود عملکرد ایر کاندیشن خودرو خواهد شد.
شیشه Tennafit:
این نوع شیشه ها، شیشه های آنتن دار هستند. آنتن های رادیو و تلویزیون روی سطح شیشه های تمپر شده قابل نصب بوده و آنتن های موبایل و ساتلایت (GPS) درلایه PVB شیشه های لامینه نصب می شوند.
برچسبها: انواع شیشه
مقدمه: شیشه همانند دیگر مواد سرامیکی ماده ای ترد و شکننده است و در نتیجه استخکام خمشی و کششی آن کم است. هنگامی که این ماده بر اثر ضربه، فشار و یا اختلاف و گرادیان حرارتی در سطح و قسمت های داخلی شیشه ترک برداشته و می شکند به قطعات تیز و برنده ای تبدیل می گردد که بسیار خطرناک می باشند. تمپر کردن در حقیقت روشی است که در این روش همانند آنیلینگ با استفاده از حرارت دادن شیشه و سردکردن کنترلی آن می توان به افزایش استحکام شیشه کمک نمود و هم چنین از تبدیل شیشه به قطعات ریز تیز و برنده جلوگیری نمود.
شیشه تمپر شده استحکامی در حدود دو برابر و یا بیشتر از شیشه های آنیل شده دارد. این شیشه ها پس از شکست به ذرات بسیار ریزی تبدیل می شود که خطرات ناشی از مجروح شدن را کاهش می دهد. کاربرد شیشه های تمپر شده: شیشه نمای سردر، درب های شیشه ای، ورودی ساختمان ها، حمام، حصارهای شیشه ای و کلاً مواردی که نیاز به استحکام بالا و خواص محافظتی دارد.
روش های تمپرینگ:
روش حرارتی:
در این روش یک شیشه آنیل شده؛ تا 680 درجه سانتیگراد حرارت داده شده و به یکباره سرد می شود. اگر سرعت سردکردن بالا باشد، شیشه تا چهار برابر استحکام شیشه های آنیل شده مستحکم می شود و به هنگام شکست به ذرات بسیار ریز تبدیل می گردد. اگر سرعت کردن کمی آرام تر باشد افزایش استحکام تا دو برابر استحکام اولیه خواهد رسید.
تمپرينگ۱
روش شیمیایی:
در این روش شیشه درون محلول شیمیایی قرار داده شده تا استحکام مکانیکی آن افزایش یابد. شیشه هایی که تمپر شیمیایی شده اند، خواص مشابهی با تمپر حرارتی دارند اما این نوع شیشه ها کاربردهایی در شیشه های پنجره ندارد ولیکن در صنعت و در جایی که نیاز به شیشه های مستحکم نازک باشد مورد مصرف قرار می گیرد.
فرآیند تمپرینگ:
پروسه و فرآیند تپمرینگ شیشه های معمولی سودالایم بسیار ساده است. برای این کار می بایست شیشه را به صورت یکسان در تمامی نقاط آن تا بالای نقطه نرم شوندگی آن حرارت داد به طوری که شیشه حالت تخت خود را از دست ندهد. پس از حرارت دهی می بایست شیشه سرد شده و این سرد کردن باید به طور یکسان در سطوح بالایی و پایینی صورت گیرد. در این مرحله دمای سطح شیشه نسبت به دمای داخل شیشه کمتر خواهد بود و با توجه به اینکه شیشه تا زیر نقطه نرم شوندگی آن سرد شده است، شیشه به جامدی سخت تبدیل شده است. با سرد کردن بدنه، هنگامی که بدنه شیشه تبدیل به جامد می گردد، قسمت های داخلی شیشه دمای بالاتری نسبت به سطح شیشه دارند و این موضوع موجب می گردد که قسمت های داخلی نسبت به بیرون تحت انقباض قرار بگیرند. این موضوع موجب ایجاد فشار بر سطح و در نتیجه افزایش استحکام شیشه می گردد.
از نظر علمی می دانیم که نقطه نرم شوندگی شیشه در حدود 550 درجه سانتیگراد است. در زیر این دما ما می دانیم که شیشه کاملاً حالت جامد دارد و در بالای این دما حالت شیشه تبدیل به حالت پلاستیک می گردد. اگر در این حالت ما افزایش 9 درجه ای در دما را داشته باشیم شاهد خواهیم بود که ویسکوزیته شیشه نصف می گردد و به راحتی قابلیت شکل دادن پیدا می کند.
برای اینکه به بیشترین سطح تنش (منظورایجاد تنش فشاری در سطح است) در شیشه دست یابیم و در نتیجه عملیات تمپرینگ تحت شرائط استاندارد صورت پذیرد، در هنگامی که ما به سرد کردن شیشه از بالای نقطه نرم شوندگی آن به دمای محیط مشغول هستیم نیاز به ایجاد اختلاف دمایی در حدود 100 تا 170 درجه سانتیگراد بین سطح و قسمت های داخلی شیشه است. (این میزان بسته به استاندارد متفاوت است). در شیشه هایی که ضریب انبساط حرارتی کمی دارند، همانند شیشه های بوروسیلیکات (پیرکس)، سخت شیشه از طریق حرارتی دشوار است.
شکل 1، تفاوت دمایی و تنش های زودگذر را در شیشه در طول فرآیند تمپرینگ نشان می دهد.
در فرآیند تمپرینگ در زمان های مختلفچه اتفاقاتی می افتد؟
ثانیه صفر- شیشه وارد کوره نشده است و در نتیجه هنوز بر شیشه هیچ تنشی وارد نمی گردد.
ثانیه 20 – شیشه در درون کوره قرار گرفته و در نتیجه انبساط سطح بر اثر حرارت موجب فشار می گردد.
ثانیه 70 - در این حالت اندک اندک اختلاف دمایی که بین سطح و داخل در ابتدا وجود داشت رو به کاهش می گذارد.
ثانیه 140 – شیشه در بالای نقطه نرم شوندگی خود قرار گرفته است و مشاهده می شود که هیچ تنشی بر شیشه وارد نمی گردد.
ثانیه 160 – شیشه کوینچ می شود.
ثانیه 165 – کوینچ شیشه یه پایان می رسد و کشش کمی در سطح مشاهده می شود.
ثانیه 175 – سرعت سردکردن بالاست و در نتیجه در سطح کشش مشاهده می شود.
ثانیه 230 – دمای نرمالیزاسیون – در این مرحله تنش های نرمال ایجاد می گردد.
ثانیه 320 – شیشه تمپر شده است.
برای یک شیشه 4 میلیمتری و استفاده از کوینچ توسط جریان هوا مطابق استاندارد، نیاز به حدود 5 ثانیه برای ایجاد اختلاف 170 درجه ای بین سطح و قسمت های داخلی شیشه می باشد و قسمت های داخلی شیشه در این مرحله با سرعتی در حدود 12 درجه سانتیگراد بر ثانیه شروع به سرد شدن می کنند. اگر قبل از اینکه مرکز شیشه سخت گردد (565 درجه سانتیگراد)، می خواهیم که به اختلاف دمایی مورد نظر دست یابیم، با توجه به پنج ثانیه زمان سردکردن با سرعت سرد کردن 12 درجه سانتیگراد بر ثانیه (60 درجه سانتیگراد)، می بایست از دمای 625 درجه سانتیگراد آغاز کنیم. هرچقدر به دماهای بالای 625 درجه سانتیگراد برویم زمان بیشتری برای رسیدن به اختلاف دمایی مورد نظر وجود دارد و در نتیجه نیاز به جریان هوای کمتری برای سرد کردن است. اما مشکل اینجاست که هرچه دما بالاتر می رود شیشه نرم تر می گردد و هم چنین خصوصیت اپتیکی شیشه نیز کاهش می یابد. در زیر 625 درجه سانتیگراد شیشه سفت تر و مستحکم تر است و خصوصیات اپتیکی مناسب تر است، اما زمان کمی داریم و در نتیجه باید از هوای بیشتری برای کوینچ استفاده کنیم تا به اختلاف دمایی مورد نظر دست یابیم. این سرد کردن سریع تر موجب ایجاد تنش های ناپایدار بیشتری در شیشه شده و کیفیت استحکامی شیشه را بهبود می بخشد اما مشکل اینجاست که ممکن است موجب شکسته شدن شیشه بر اثر تنش های وارده بر شیشه در حین کوینچ گردد.
برای دستیابی به دمای برون رفت کوره (Texit)، می بایست دمای کوره را در 625 درجه سانتیگراد تنظیم نمود و شیشه را برای چند ساعت در کوره قرار داد و باید اطمینان حاصل نمود که دمای کوره در این زمان تغییر نمی کند. اما شرایط هیچ گاه به این صورت نمی باشد و بنابراین دمای کوره را بالا می بریم و زمان ماندن در آن دما را کاهش می دهیم. حال با در نظر گرفتن فرمول زیر می توانیم زمان مورد نظر را محاسبه نماییم:
Texit=((TFurnace-Tambient)(1-e-k) + Tambient)/17.5
ضخامت شیشه / زمان ماندن در کوره برحسب ثانیه K=
اگر شرایط حرارتی در سیستم ثابت باشد مقدار 5/17 در فرمول بالا به 2/11 تبدیل می گرددُُحال بسته به زمان ماندن در کوره و شرایط دیگر این میزان سنجیده می شود. هرچقدر دمای برون رفت شیشه با دمای کوره نزدیک تر باشد حرارت دهی کوره آرام تر صورت می پذیرد و در نتیجه یکسانی دمایی بیشتری در شیشه ایجاد می گردد
تمپرينگ ۲
کوره های مورد استفاده تمپرینگ:
کوره های تمپرینگ از نوع کوره های رولری بوده و رولرهای آن می تواد از نوع فیوز سیلیکا انتخاب گردند. استفاده از رولرهای فیوز سیلیکای توخالی برای کوره های تمپرینگ مزیت هایی دارد که در زیر آورده شده است:
استحکام مکانیکی مناسب مقاومت به شوک حرارتی بسیار خوب و حالت هموژن و یکدست سیلیکا مقاومت شیمیایی بالای آن و عدم واکنش آن با شیشه در طول فرآیند تمپرینگ ذخیره سازی حرارتی کم آن و در نتیجه کاهش زمان افزایش دما در آن وزن کم آن و در نتیجه آسانی شریط نگهداری قابلیت استفاده تا دمای 800 درجه سانتیگراد باتوجه به اینکه مقداری از حرارت از طریق تشعشع به سیستم منتقل می گردد در شیشه های مختلف، زمان حرارت دهی متفاوت خواهد بود. به عنوان مثال در شیشه های کم گسیل با توجه به اینکه تابش گرمایی به دلیل وجود لایه های پوششی به خوبی انجام نمی گیرد، زمان حرارت دهی افزایش می یابد. در سیستم های حرارتی FCH با توجه به اینکه انتقال حرارتی به وسیله همرفت یا جابجایی به میزان زیادی صورت می گیرد زمان گرمادهی از حدود 40 ثانیه برای هر میلیمتر ضخامت شیشه به حدود 33 تا 30 ثانیه برای هر میلیمتر کاهش می یابد.
هنگامی که یک شیشه در کوره قرار داده می شود، در ابتدا دمای قسمت های مرکزی شیشه از قسمت های سطح شیشه پایین تر است و موجب می شود که سطح شیشه تحت فشار قرار بگیرد (در این حالت تنش ایجادی همانند شیشه های تمپرشده است) و در نتیجه شیشه بسیار مستحکم است. در شیشه های ضخیم (ضخامت بیش از 10 میلیمتر)، تنش ایجاد شده در حین عملیات تمپرینگ زیاد شده و اگر درز و یا ترکی در شیشه وجود داشته باشد شیشه ممکن است بشکند و اگر این اتفاق بیفتد شیشه به به قطعات بسیار ریزی تبدیل می گردد.
هنگامی که شیشه در دمای بالای نقطه نرم شوندگی اش حرارت می بیند، حالت پلاستیک در آن اتفاق می افتد و تنش های موجود در شیشه آزاد می گردد. اگر دمای حرارت دهی شیشه به دماهای بسیار بالاتر از نقطه نرم شوندگی اش برسد، شیشه بسیار نرم شده و در نتیجه گوشه ها و لبه های آن خم می شود و در نتیجه شیشه ما در نهایت یک شیشه موج دار خواهد بود. هم چنین اگر رولرها به خوبی هم مرکز نشده باشند، این موضوع نیز باعث توزیع موج در شیشه می گردد. هنگامی که شیشه وارد مرحله کوینچ می شود، سطح شیشه به سرعت سرد می شود اما قسمت های داخلی شیشه حرارت خود را آرام تر از سطح خارج می کنند. برآیند تفاوت حرارتی در سرد کردن شیشه است که میزان تنش نهایی در شیشه را مشخص می کند. ایجاد اختلاف دمایی بین سطح و مرکز شیشه در شیشه های ضخیم، قیل از اینکه شیشه سخت شود آسان است و در نتیجه می توان شیشه را در دماهای پایین تر از کوره خارج نمود. هم چنین فشار هوای لازم برای کوینچ در این شیشه ها نسبت به شیشه های نازک، به مراتب کم تر است. این به این معنی است که فشار هوای سردکردن، که موجب رسیدن دمای شیه به دمای اطاق می گردد بسیار بیشتر از فشار هوای کوینچ است. اگر فشار هوای کوینچ به اندازه فشار هوای سرد کردن افزایش یابد؛ تنش های کششی زیادی در سطح ایجاد می شود که ممکن است موجب ایجاد ترک در قطعات شیشه ای در حین سرمایش گردد.
از چهمیزان فشار هوا باید در کوینچ استفاده نمود؟
موارد زیر همگی بر روی این موضوع تاثیرگذارند:
طراحی محفظه نازل پاشش هوای کوینچ، دانسیته شیشه، دانسیته و دمای هوای پاشش.
در حقیقت کار سیستم فشار هوای کوینچ به این صورت است که مقداری هوای سرد را برحسب کیلوگرم بر ثانیه بر روی شیشه می پاشد و موجب خروج گرما از شیشه شده و هم چنین با جایگزینی هوای گرم با هوای سرد و تازه بازدهی سیستم را افزایش دهد. مقدار انرژی که از شیشه خارج می شود به ضریب انتقال حرارتی مشهور است. در سیستم های قدیمی کوینچ نیاز به حدود 97/6 کیلوپاسکال (28 Inch water column)برای تمپر شیشه 4 میلیمتری بود. بازده سیستم های امروزی بهبود یافته و این میزان به حدود 73/3 کیلوپاسکال (15 Inch water column)رسیده است. با افزایش ضخامت شیشه میزان فشار هوای مورد نیاز کاهش می یابد.
در کوینچ استاندارد برای شیشه های با ضخامت بیش از 4 میلیمتر میزان فشار هوای مورد نیاز به شرح زیر است:
شیشه 5 میلیمتری: 28*(4/5)^3=14.34 in wg
شیشه 6 میلیمتری: 28*(4/6)^3=8.29 in wg
شیشه 10 میلیمتری: 28*(4/10)^3=1.79 in wg
شیشه 15 میلیمتری: 28*(4/15)^3=0.53 in wg
در کوینچ با بازدهی برای شیشه های با ضخامت بیش از 4 میلیمتر میزان فشار هوای مورد نیاز به شرح زیر است:
شیشه 5 میلیمتری: 15*(4/5)^3=7.68 in wg
شیشه 6 میلیمتری: 15*(4/6)^3=4.4 in wg
شیشه 10 میلیمتری: 15*(4/10)^3=0.96 in wg
شیشه 15 میلیمتری: 15*(4/15)^3=0.28 in wg
ثابت کوینچ (Qc) می تواند طبق فرمول زیر محاسبه شود:
Qc = P * (a)^3 e.g. 28 * 4^3 = 1792
P فشار و a ضخامت شیشه است.
محاسبه فشار برای شیشه های دیگر ساده است:
Qc/a e.g. 1792/10^3 = 1.79 in wg
همانگونه که اشاره شد دانسیته شیشه بر روی میزان خروج حرارت از شیشه تاثیرگذار است. دانسیته هوا در حالت استاندارد در یک روز با 15 درجه سانتیگراد دما، 1013 میلی بار می باشد که برابر 224/1 کیلوگرم بر مترمکعب می باشد که هم دما و هم فشار هوا بر دانسیته تاثیر می گذارد.
دانسیته در صفر درجه سانتیگراد= دانسیته در 15 درجه سانتگراد * (15+273)/ (0+273) با افزایشی در حدود 5/5 درصد
هم چنین فشار هوای جوی اعم از کم فشار و پرفشار نیز بر روی دانسیته هوا تاثیرگذار است:
در یک روز پرفشار:
دانسیته در 1040 میلی بار = دانسیته در 1013 میلی بار * 1040 / 1013 با افزایشی در حدود 7/2 درصد
بنابراین میزان سرعت فن سیستم بسته به پرفشار بودن و کم فشار بودن هوا می بایست کم و یا زیاد گردد تا میزان نهایی جریان هوایی که به شیشه برای سرد کردن آن دمیده می شود در هر دو حالت یکسان بماند.
برچسبها: تمپر کردن شیشه
در سال 2007، تولید جهانی مواد دیرگداز در حدود 34 میلیون تن تخمین زده شده است و انتظار می رود که این مقدار در سال 2010 به 42 میلیون تن برسد.
مخصوصاً برای صنعت شیشه در 2 تا 3 سال آینده، برای مثال، دیرگدازهای چینی در هند، آسیای جنوب شرقی و بخش هایی از اروپا، فروخته می شود و شرکت های اروپایی امروزه، تأسیسات تولید دیرگدازی را در بخش هایی از دنیا تأسیس کرده اند.
به عنوان نتیجه ای از وجود تولیدکنندگان متعدد در بازار جهانی، انتخاب های گسترده ای تر برای منابع دیرگداز ایجاد شده است و بازار رقابتی بر مبنای قیمت، موجب می شود تا دیرگدازهای جدید، یک گزینه ی جذاب باشند.
بسیاری از تولیدکنندگان یاد گرفته اند تا کیفیت محصولات خود را بهبود داده و بدین صورت علاوه بر بازارهای داخلی، محصولات خود را در کشورهای دیگر نیز به فروش برسانند.
به هر حال، این مسئله بسیار مهم است که به طور دقیق گسترش مواد دیرگداز مورد استفاده در صنعت دیرگداز را ارزیابی کنیم و بدین شکل، اطمینان حاصل کنیم که کارایی مورد نیاز برای تولید مؤثر و طولانی مدت، افزایش یابد.
این مقاله برخی روش های مورد استفاده برای ارزیابی کارایی مواد مورد استفاده در تولید شیشه را مورد ارزیابی قرار داده است و آثار بالقوه ای را هایلایت کرده است که در تولید شیشه ایجاد می شود. بسیاری از موضوعات بیان شده، برای تولیدکنندگان شیشه مهم می باشد در حالی که ممکن است این احساس ایجاد گردد که این موضوعات در طی سال ها حل گردد. همچنین تولید مواد جدید موجب می شود تا بسیاری از مسائل ایجاد شده در این زمینه، حل گردد.
اول از همه، ما در برخی تصاویر، استفاده ها از دیرگدازها را در صنایع با دمای بالا را مشاهده می کنیم. شکل 1 نشاندهنده ی مصرف مواد دیرگداز در صنعت فولاد جهانی است. بر طبق این تصویر، این مشخص شده است که بیش از دو سوم از دیرگدازهای در دنیا در صنعت فولاد، مصرف می شود. در مقایسه، صنعت شیشه یک بخش اندک از دیرگدازها را به طور سالیانه مصرف می کند. این میزان از مصرف، در حدود نیم میلیون تن در سال می باشد.

همانگونه که در شکل 2 مشاهده می شود، مصرف سالانه ی دیرگدازها بوسیله ی صنعت شیشه، در حدود 0.65 تا 0.85 میلیارد دلار ارزش دارد که از این میزان، 45 % مربوط به دیرگدازهای ریخته گری شده از مذاب می باشد.

در کل، این فروش نشاندهنده ی سهم اندکی از ارزش سالانه ی جهانی این بازار است.
با وجود این، تولیدکنندگان شیشه هنوز هم نیازمند دیرگدازهای با کیفیت بالا برای کوره هایشان هستند تا بدین صورت عمر مفید کوره هایشان، افزایش یابد و از این رو، میزان هزینه های تولید را کاهش دهند.
تولید جهانی شیشه ی فلوت، بطری، الیاف شیشه و شیشه های خاص، در حدود 100 میلیون تن در سال است (شکل 3).

در تمام مقادیر، چین در نظر گرفته نشده است، به هر حال، یک تخمین در سال 2005، این مسئله را نشان داده است که شیشه ی فلوت تولیدی در حدود 20 مگا تن در سال است که این میزان 50-60 % تولید در سایر مکان ها غیر از چین است.
در جهان در حدود 300 خط تولید شیشه ی فلوت وجود دارد که نیمی از آنها در چین قرار دارند.
حدود 5 کیلوگرم از مواد دیرگداز برای تولید هر کیلوگرم شیشه مصرف می شود و هزینه ی این دیرگدازها حدوداً 8.5 دلار بر هر تن شیشه ی تولیدی می باشد. هزینه بر واحد تن شیشه برابر با 2 % بر تن بازده می باشد. بنابراین، دیرگدازها به طور نرمال، بزرگترین جزء یک ساختار کوره می باشد و بیشترین میزان هزینه برای هر تعمیری، هزینه ی این دیرگدازهاست.
کارایی آنها می تواند بر روی عملکرد و کیفیت محصول نهایی، اثرگذار باشد و از این رو، بر روی اقتصاد فرایند اثرگذار است. میزان زوال دیرگدازها بر روی عمر مفید کوره، اثر دارد و به عنوان یک نتیجه این مسئله بر روی برنامه ریزی تعمیر کوره نیز اثرگذار است.
بنابراین، این مواد اجزای ضروری فرایند شیشه سازی هستند و بر روی موفقیت تجاری این فرایند نیز اثرگذار هستند.
در شکل 4 برخی از نواحی مهم از لحاظ کارایی را نشان می دهد.

نواحی در تماس با شیشه یعنی بلوک های دیواره ای و بخش گلویی، مستعدترین نواحی کوره برای خوردگی می باشند.
برای بیشتر کوره ها، این نواحی بحرانی به احتمال زیاد تعیین کننده ی عمر کوره هستند بنابراین، این مهم است که به طور صحیح مقاومت این دیرگدازها در برابر دمای بالا را مورد ارزیابی قرار دهیم.
آزمون های متعددی برای ارزیابی دیرگدازهای در تماس با مذاب شیشه وجود دارد و این آزمون ها، به طور کلی به آزمون های دینامیک و استاتیک طبقه بندی می شوند.
در آزمون های استاتیک خوردگی، نمونه ی دیرگداز با استفاده از سیمان در یک موقعیت ثابت می شود و اجازه داده نمی شود که نمونه حرکت کند. این نمونه در داخل مذاب شیشه قرار داده می شود. در آزمون دینامیک، حرکت های پیوسته ای از نمونه در داخل شیشه ی مذاب، وجود دارد.
در دمای معمولی، خرده شیشه ها در بوته ی پلاتینی قرار داده می شود و سپس در کوره قرار داده می شود و نمونه حرارت داده می شود. وقتی دمای آزمون به دمای مورد نظر رسید، نمونه ها در داخل شیشه قرار داده می شوند. ارزیابی خوردگی بوسیله ی اندازه گیری تغیر حجمی، برآورد می شود.
آزمون دینامیک به طور واقعی تر شرایط شیشه ی مذاب و شرایط خوردگی سایشی بالا را نشان می دهد. خوردگی سپس ده برابر در سطح مشترک سه گانه بیشتر است.
شکل 5 کارایی سه دیرگداز تولید شده با روش ریخته گری از حالت مذاب را در شیشه ی سودالایم، نشان می دهد. همانگونه که در آزمون دینامیک، مشاهده می شود، در واقع، خوردگی در آستر شیشه ای و سایر نواحی با سایش بالا، زیاد می باشد.

چرخش نمونه در طی آزمون، از تشکیل یک لایه ی مرزی محافظ در سطح مشترک شیشه/ دیرگداز جلوگیری می کند. تشکیل یک چنین لایه های مرزی در آزمون خوردگی استاتیک، می تواند موجب محدود شدن کاربرد گردد.
آزمون استاتیک می تواند برای مقایسه ی نمونه ها مورد استفاده قرار گیرد اما آزمون های دینامیک با کارایی واقعی نمونه، ارتباط بیشتری دارند.
ارزیابی ها از خوردگی واقعی در زمانی بسیار مهم هستند که دیرگدازهای جدیدی را در تماس با شیشه، استفاده کنیم. این مسئله برای AZS ها مهم می باشد، زیرا تغییر ترکیب آنها در داخل بلوک، بارتغییر ترکیب در قطعات مشابهی که در داخل بلوک، قرار دارد، قابل مقایسه است.
شکل 6 نشاندهنده ی تغییر در اتلاف حجمی حاصل از خوردگی با تغییر دما می باشد. در دمای 1550 ℃، سه ماده ی AZS برابر با D، E و F با استفاده از آزمون خوردگی دینامیک، مورد ارزیابی قرار گرفته اند. از مقادیر بدست آمده، این فهمیده می شود که ماده ی F دارای اتلاف حجمی بیشتری دارد که این میزان از اتلاف در حدود 52 % می باشد.

همچنین آنالیزهای دیگر (شکل 7)، نشاندهنده ی این است که ماده ی F دارای بالاترین درصد اجزای غیر ASZ در فاز شیشه می باشد. این میزان حدود 8.5 % می باشد.

فاز شیشه ای در کل حداقل فاز تشکیل دهنده ی مواد ASZ می باشد و این فاز، جایی است که حملات شیمیایی در آن اتفاق می افتد.
مشابه در نظر گرفتن اثرات خوردگی شیشه بر روی سایش دیرگدازهای در حال تماس با شیشه ی مذاب، ما باید همچنین اثرات بالقوه ی مربوط به دیرگدازهای خورده شده بر روی کیفیت شیشه را نیز در نظر بگیریم.
یک منبع قابل توجه برای تلفات شیشه می تواند به دلیل وجود مواد جامد، شیشه ای و یا حباب هایی باشد که از دیرگدازها ایجاد شده اند.
شکل 8 نشان دهنده ی یک سری اطلاعات در مورد دیرگداز ASZ محتوی 33 % زیرکونیا می باشد که ما برای استفاده در کوره های شیشه ی بطری، در نظر گرفته ایم.

این داده ها با سایر محصولات موجود در بازار قابل مقایسه است و این انتظار وجود دارد که کارایی این مواد با مواد موجود در بازار مقایسه می باشد.
به هر حال، وقتی نشت فاز شیشه ای در دمای بالا را در دمای 1500 ℃ مورد ارزیابی قرار می دهیم، تغییرات حجمی شگف آور می باشد (شکل 9).

ماده ی H دارای مقادیر بالاتر از نشتی است که این مسئله به دلیل نوع ماده می باشد. این نشتی در سطح نمونه مشهود است.
یک نتیجه ی حد مورد قبول ماکزیمم برابر با 2 % برای ابرساختارها مورد انتظار است اما نتایج اندازه گیری شده، مقادیری بیش از 4 % را نشان می دهد و این بالاتر بودن از حد مجاز، منجر به افزایش ریسک خرابی در شیشه می شود.
همانگونه که به طور مناسب مستندسازی شده است، تفاوت در کارایی نشتی، با اکسیداسیون نمونه ها در داخل دیرگدازهای AZS در طی تولید، مرتبط است. ماده ای که به طور جزئی اکسید شده است، دارای پتانسیل ایجاد نشتی بالایی است.
استفاده از این ماده در کاربردهای پیشنهاد شده، می تواند دارای اثر فاجعه باری بر روی کیفیت شیشه باشد مخصوصاً در طی مراحل اولیه ی کار کوره. در این مراحل، ریسک ایجاد عیوب در شیشه مانند عیوب کریستالی و زیرکونیای دندریتی در محصول نهایی، افزایش می یابد.
ارزیابی تشکیل تاول (بلیستر) ایجاد شده به دلیل وجود ناخالصی هایی همچون اکسید آهن در AZS همچنین مهم می باشد که علت آن، اثرگذاری بر روی کیفیت شیشه می باشد.
در این ارزیابی از یک دیسک روشن از جنس دیرگداز استفاده می شود. این دیسک در داخل مذاب قرار داده می شود و تعداد تاول ها بر واحد سطح، اندازه گیری می شود.
شکل 10 دو ماده ی I و j را نشان می دهد که مورد ارزیابی قرار گرفته است.

ماده ی I دارای میزان تشکیل تاول کمتری است و به طور ایده آل، مقادیر پایین مورد قبول می باشد. به هر حال، مقادیر بیشتر تاول (در حدود 45 بر واحد سانتیمتر مربع)، موجب می شود تا این مواد برای استفاده، مناسب نباشند.
علاوه بر ارزیابی کارایی دیرگدازهای در تماس با شیشه و اثر آنها بر روی کیفیت شیشه، ارزیابی دقیقی از مواد در سایر نواحی انجام می شود تا بدین صورت اطمینان حاصل گردد که عملیات به طور مناسب انجام شود.
شکل 11 داده های نمونه وار مربوط به سیلیسی را مورد بررسی قرار داده که در سقف کوره ی شیشه ی فلوت، مورد استفاده قرار می گیرد، را نشان می دهد.

همانگونه که می توان مشاهده نمود، خواص شیمیایی و فیزیکی این مواد جدید، به طور عمومی مشابه با محصولات سیلیسی مورد استفاده در حال حاضر می باشد. بنابراین، این داده ها، شگفت آور نیست.
به هر حال، در طی حرارت دهی کوره، انبساط سقف بطور قابل لمسی از میزان در نظرگرفته شده، فراتر می رود و بدین صورت، کنترل آن مشکل می شود. این مسئله منجر به اعوجاج در سقف و باز شدن اتصالات طولی سقف می شود. این مسئله به طور بالقوه می تواند منجر به افزایش نیاز به نگهداری و کاهش کیفیت شیشه شود اگر، مواد قلیایی کندانس شده بر روی این سقف، موجب بروز حفره در داخل آن شود.
نمودارهای انبساط این دو ماده در شکل 12 آورده شده است. این نمودارها، مشاهدات منتج شده را تأیید می کنند. نمودار مربوط به محصول کنونی به طور نمونه وار، نموداری است که در آن از سیلیس با کیفیت بالا استفاده شده است. به هر حال، سیلیس جدید به عنوان نتیجه ای از پخته شدن، شروع به منبسط شدن می کند و بنابراین، سطح بالایی از کوارتز استحاله نیافته، باقی می ماند.

بنابراین، وقتی محصولات جدید انتخاب می شود و همچنین برای اهداف کنترل کیفی، این مهم است که خواص حیاتی نمونه در شرایط سرویس دهی، بررسی گردد. اگر چه سیلیس ماده ی ارزان تر نسبت به دیرگدازهای ریخته گری شده است، این حیاتی است که عملیات شیشه، عمر کوره و کیفیت شیشه، بررسی گردد.
یکی دیگر از نواحی مربوط به کارایی در کوره های شیشه ی فلوت، حمام قلع می باشد. امروزه، 95 % از شیشه ی فلوت جهان، با استفاده از فرایند فلوت و استفاده از حمام قلع، تولید می شود.
به طور خاص، کارایی بلوک های کف حمام قلع، به طور قابل توجهی، مهم می باشد. بلوک ها عمدتاً از جنس خاک نسوز آلومینوسیلیکاتی هستند.
یک سری موضوعات در این زمینه مشاهده شده است. پوسته پوسته شدن نفلین هنوز هم بدترین مشکل مشاهده شده در این بخش می باشد.
تشکیل نفلین منجر به انبساط حجمی و ایجاد عدم تطابق در انبساط گرمایی می شود که این مسئله منجر به جداشدن ماده از بدنه ی اصلی می شود.
آزمون نفوذ مواد قلیایی، برای سه ماده در دوره ی بسط داده شده انجام شده است و میزان نفوذ هم به صورت بصری و هم میکروسکوپی، ارزیابی شده است.
یکی دیگر از موضوعات مربوط به حمام قلع، تشکیل حباب سطحی بر روی شیشه به دلیل ترشح گرمایی بلوک می باشد. این مسئله زمانی بوجود می آید که اندازه ی متوسط تخلخل ها، کوچکتر از قطر مولکول های گازی باشد.
این مسئله با استفاده از آزمون نفوذ هیدروژنی، ارزیابی می شود. این مهم است که نواحی مختلف بلوک را از لحاط نفوذ، بررسی کنیم.
مقادیر مربوطه برای مواد K، L و M در شکل 13 نشان داده شده است.

مشابه با بسیاری از مواد دیرگداز، یک تعادل در خواص، برای بهینه سازی کاری، ضروری است.
شکل 14 کمک می کند تا رابطه ی میان نفوذ و نفوذپذیر هیدروژن را بدست آوریم.

نواحی با تعادل قابل قبول میان این دو پارامتر، در داخل مربع نشان داده شده است.
مطالعات اخیر نشان داده است که مقدار فاز شیشه ای در بلوک، نقش مهمی در ایجاد پوسته پوسته دارد.
بنابراین، ارزیابی میزان فاز شیشه ای شاید در زمان انتخاب دیرگدازهای مربوط به بلوک حمام، انجام شود.
علاوه بر ارزیابی کارایی مربوط به افزایش تعداد بلوک های دیرگداز بر روی کارایی، یک نسل جدید از بلوک های کلسیم آلومیناتی امروزه در بازار موجود است و از این رو، انتخاب قابل توجهی برای تولیدکنندگان شیشه وجود دارد.
بنابراین، فرصت های زیادی در زمینه ی استفاده از دیرگدازهای جدید برای صنعت شیشه، وجود دارد، اما مسئله ی حیاتی، ارزیابی کارایی این دیرگدازها در هنگام سرویس دهی است.
ارزیابی مستقل محصولات دیرگداز، مزیت های مناسبی در جهت ایجاد اطمینان در زمینه ی استفاده از آنها، ایجاد می کند.
برچسبها: دير گدازهاي مصرفي در صنعت شيشه, صنعت شيشه
.: Weblog Themes By Pichak :.

