
پتانسیلهای معدنی استان آذربایجانشرقی
استان آذربايجان شرقی با قرار گرفتن بر روی کمربند آلپ- هيماليا يكي ازمناطق غني معدنی کشور است و دارای انديس های متعدد مس و عناصر فلزی ديگر می باشد. كه در آن 159 معدن فعال وجود دارد و 56 نوع ماده معدني شناخته شده از آنها استخراج مي شود.
خاصيت گوناگون زمين شناسي استان آذربايجان شرقي نظير پديده هاي ماگماتيسم، متامورفيسم و شرايط ويژه حوضه هاي رسوبي سبب گرديده تا در استان آذربايجان شرقي مجموعه اي غني از ذخائر معدني فلزي و غيرفلزي وجود داشته باشد.
جدا از تنوع، فراواني و ذخيره هاي اقتصادي، يكي از ويژگي هاي معدني استان آذربايجان شرقي وجود ذخايري از قبيل: دياتوميت، نفلين، سينيت، برليت و ... مي باشد كه پاره اي از آنها در سطح كشور منحصر به فرد مي باشد.
كانسارها و پتانسيل هاي معدني آذربايجان شرقي را مي توان به شرح زير خلاصه كرد:
1ـ مس:
كمربند مس دار طارم ـ قفقاز از بخش شمال شرقی استان آذربايجان شرقي عبور مي كند به همين دليل مس، يكي از عمده ترين توانائي هاي معدني استان است كه پاره اي از آنها نظير مس پورفيري، سونگون، ارزش اقتصادي بسيار در خور توجه دارند.
کانسار مس سونگون درفاصله 73 کيلومتري شمال غرب شهر اهر ، بزرگترين انديس مس در شمال غرب ايران است. طرح تجهيز معدن و احداث کارخانهی اين معدن برای يک دورهی31 ساله بهره برداری جهت توليد کنسانتره مس با عيار متوسط 30% به ميزان 150 هزار تن در فاز اول و 300 هزار تن در فاز دوم طراحی شده است و هم چنین با دارا بودن دو ميليارد تن ذخيره، يكي از معادن بزرگ مس دنيا محسوب می شود.
2ـ سرب و روي: در معادن مس سونگون زردنگاب، بارملك و مردانقم، تمركز هاي فرعي از سرب و روي رگه اي گزارش شده است.
معادن متروكه جويبند، شاهقلي بيگلي، ايابين، سنجده و همچنين آثار كاني سازي سرب و روي در نواحي قزل قلعه، اوزون دره و ... حاكي از كاني زائي سرب و روي در استان آذربايجان شرقي است.
3ـ آهن: سرباره هاي ذوب قديمي و همچنين وجود نشانه هائي از آهن در نواحي اهر، مرند احتمال وجود ذخايري از آهن را نشان مي دهد.
4ـ منگنز: در بعضي نواحي آذربايجان شرقي نظير ايده لو، خليفه كمال، گلوجه، چاي تلوار، قره آغاج، زرشلو، بستان آباد، نشانه و پتانسيل هائي از منگنر وجود دارد
5 ـ جيوه: در مناطق سارب چمن، خوينرود و اهر آثار و نشانه هائي از جيوه گزارش شده است.
6 ـ طلا و نقره: طلا و نقره به صورت عناصر فرعي همراه با مس در برخي از معادن مشاهده شده است. مثلاً در معادن مس اهر (مزرعه ، خوينرود و ... ) نقره به همراه مس است.
7 ـ موليبدن: مولبيده به طور عمده در كانسار مس پورفيري سونگون به همراه مس مشاهده مي شود ولي به همراه مس و به صورت محصول فرعي در كانسارها و انديس ها مس قره دره، زند آباد، چشمه خان نيز ديده شده است
8 ـ اورانيوم: در بعضي از توده هاي نفوذي اسيد (گرانيتوئيدها) اهر، هريس، سراب، كاني هاي عنصر اورانيوم وجود دارد كه بر روي برخي از آنها سازمان انرژي اتمي فعاليتهاي اكتشافي انجام داده است.
9ـ پرليت: در منطقه ميانه به ويژه در نواحي شيرين بلاغ، سفيدخانه، عجمي، اشلق جاي، ذخاير با ارزشي از پرليت وجود دارد.
10ـ دياتوميت: مهمترين كانسار دياتوميت آذربايجان شرقي در 45 كيلومتري جنوب تبريز (معدن ممقان) قرار دارد. افزون بر آن ذخايري در ناحيه ورزقان گزارش شده است.
11ـ نفلين سينيت: معادن نفلين سينيت كشور در نواحي زرگاه، كليبر از استان آذربايجان شرقي قرار دارند كه از نظر توليد آلومينا و فلدسپات از اهميت ويژه اي برخوردارند.که در حال حاضر از نفلين سينيت رزگاه جهت توليد آلومينا و از نفلين سينيت كليبر، جهت توليد فلدسپات مطالعات گسترده اي در دست انجام مي باشد.
12ـ زغال سنگ: يكي از توانائي هاي معدني استان آذربايجان شرقي، زغال سنگ است كه به ويژه در جنوب مراغه، جلفا و شمال كليبر وجود دارد.
13ـ كائولن: زنوز (مرند)، هشترود، اهر، بستان آباد بخش هائي از استان آذربايجان شرقي هستند كه انباشته هائي از كائولن دارند.
14ـ سيليس: در نواحي ميانه، اهر و مراغه ذخايري از سيليس گزارش شده است.
15ـ آلونيت: از ذخاير آلونيت آذربايجان شرقي مي توان به كانسارهاي آلونيت نقدوز و اهر اشاره كرد.
16ـ ساير موارد: زرنيخ، بنتونيت، فلدسپات، ميكا، تالك، آسبست، گرافيت، گوگرد، باريت، گچ، سنگ آهنك ، سنگ هاي تزئيني، پوكه معدني از جمله ذخاير فلزي و غيرفلزي هستند كه پتانسيل خوبي در استان آذربايجان شرقي دارند.
با وجود کشف معادن مختلف هنوز استان پتانسیل های نا شناخته زیادی در این زمینه دارد .با وجود این که صنعت فرآوري مواد معدني نقش بسيار مهمي در توليد مواد معدني با ارزش افزوده ايفا ميکند اما درصد شناسایی و فرآوری ذخایر معدنی استان با استانداردهای جهانی فاصله بسیار زیادی دارد بطوریکه بر اساس این استاندارد رقم شناسایی و فرآوری ذخایر استان آذربایجان شرقی .0.1درصد است .یعنی با توجه به ظرفیت های استان تنها 56 نوع ماده معدنی کشف شده و از این تعداد فقط 36 نوع آن فرآوری می شود .
متاسفانه کم توجهی مسوولان نقش اصلی را در این عقب ماندگی ایفا میکند .بر طبق آمارتعداد معادن استان 159واحد با تعداد شاغلین 1459نفر و میزان سرمایه اختصاص یافته18622 میلیارد ریال می باشد که با توجه به تعداد کل معادن کشور .3323 واحد –که البته قسمت اعظم آن تحت کنترل بخش خصوصی است – و سرمایه کل تخصیص یافته به این بخش .2551260 میلیارد ریال – سهم استان با توجه به ظرفیت های فراوانی که در این صنعت دارد تنها 0.7درصد است . وبا تا سف فراوان درحالي كه مقرر بود ۱۰درصد مجموع تسهيلات بنگاههاي اقتصادي كوچك و زودبازده آذربايجان شرقي به بخش صنعت معدن اختصاص يابد اين رقم به ۶/۶درصد كاهش يافته است.
متاسفانه کم توجهی مسوولان نقش اصلی را در این عقب ماندگی ایفا میکند .بر طبق آمارتعداد معادن استان 159واحد با تعداد شاغلین 1459نفر و میزان سرمایه اختصاص یافته18622 میلیارد ریال می باشد که با توجه به تعداد کل معادن کشور .3323 واحد –که البته قسمت اعظم آن تحت کنترل بخش خصوصی است – و سرمایه کل تخصیص یافته به این بخش .2551260 میلیارد ریال – سهم استان با توجه به ظرفیت های فراوانی که در این صنعت دارد تنها 0.7درصد است . وبا تا سف فراوان درحالي كه مقرر بود ۱۰درصد مجموع تسهيلات بنگاههاي اقتصادي كوچك و زودبازده آذربايجان شرقي به بخش صنعت معدن اختصاص يابد اين رقم به ۶/۶درصد كاهش يافته است.
البته سایرنقاط آذربایجان نیز در وضعیت بهتری نیستند.استان آذربایجان غربی با 239 معدن و 1919شاغل از سرمایه ای معادل60234 میلیارد ریال استان اردبیل با 59 معدن و 392 شاغل از سرمایه ای معادل 10415 میلیارد ریال و استان زنجان با 84 معدن و 960 شاغل از سرمایه ای معادل 31151 میلیارد ریال برخوردار است .
در صورتیکه به استان کرمان با 148معدن و 7421شاغل سرمایه ای معادل 1205029 میلیارد ریال و استان یزد با 137 معدن و 6672 شاغل در این بخش سرمایه ای معادل 198541 میلیارد ریال و یا استان اصفهان با 239 معدن و 4928 شاغل . سرمایه ای معادل 142379 میلیارد ریال. اختصاص یافته است .
با حسابی سر انگشتی می توان به این نتیجه رسید که استان آذربایجان شرقی با وجود ظرفیت و پتانسیل های فراوانی که در زمینهی انواع معادن و نیروی انسانی دارد متاسفانه نه تنها نتوانسته از این پتانسیل ها استفاده کند بلکه با عقب ماندگی شدیدی نیز مواجه است .
باتوجه به ضرورت حمايت بيشتر از بخش صنعت معدن در قالب تسهيلات اعتباري بنگاههاي اقتصادي كوچك و زودبازده باید توجه داشت که شايستهسالاري گام اصلي پيشرفت در تمامي حوزهها از جمله صنعت معدن است که ضرورت برنامهريزي در اين زمينه و عملياتيكردن آن بهعنوان یک اصلي علمي اجتناب نا پذیر است .
اميد است با تجهيز و راه اندازی طرح های معدنی استان علاوه بر اشتغال زايی، گام مهمی در شکوفايی صنايع معدنی کشور و علی الخصوص استان برداشته شود.
فرآوري سيليس
علیرضا حسینی
مقدمه
سيليس رايجترين جزء تشكيل دهنده شيشه است. اين ماده تقريباً 70-60 درصد بار انواع شيشههاي مظروف، پنجره، بوروسيليكاتي، فايبرگلاس يا آب شيشه (سيليكات سديم)، را تشكيل ميدهد، از اينرو تاثير قابل توجهي بر روي كيفيت شيشه دارد.
براي همه شيشهها، تركيب شيميايي سيليس و مشخصات دانهبندي آن جهت توليد شيشه با كيفيت بالا اهميت دارد. سه آلاينده و ناخالصي شيميايي مهم در سيليس معمولاً وجود آهن به صورت Fe2O3، آلومينا به صورت Al2O3 و تيتانيا به صورت TiO2 ميباشند. اگر به دليل وجود فلدسپار مقدار آلومينا زياد باشد، آلايندههاي ديگري نظير CaO ,Na2O و K2O نيز ممكن است وجود داشته باشند. هر يك از اين آلايندههايي كه ذكر گرديد بر روي محصول نهايي تاثير گذار مي باشند. تاثير اين آلايندها بسته به درصد آنها در سيليس ممكن است مفيد يا مضر باشد. براي مثال به طور كلي هر چه ميزان آهن سيليس كمتر باشد مطلوبتر است، ولي براي توليد ظروف كهربايي، آهن به صورت عمدي به بار شيشه اضافه ميشود. بنابراين درصورتي كه ميزان آهن سيليس مشکل زا نباشد مقدار آهن بيشتر ميتواند سودمند باشد.
وجود ميزان زياد آلومينا در سيليس (به دليل وجود كانيهاي فلدسپار سديک) ميتواند در پايين آوردن هزينه بار شيشه كمك كند، به دليل اينكه كه سنگهاي سيليس ارزانتر جايگزين فلدسپار يا سودا اش (كه گرانتر هستند) ميشوند. با اين وجود، سيليس با ميزان آلوميناي بيشتر از 8/1تا0/2 درصد را نميتوان بدون مخلوط كردن آن با سيليس كم آلوميناتر جهت شيشه مظروف مصرف نمود. علاوه بر اين، ميزان Al2O3 بيشتر از 3/0 درصد معمولاً براي شيشه پنجره غير قابل قبول است.
صرفنظر از غلظت آلاينده، يكنواخت بودن تركيب شيميايي نيز اهميت بسيار زيادي دارد. براي مثال يك شركت شيشه مظروف توليد كننده بطريهاي كهربايي، با مقادير متغير آهن و آلومينا در سيليس را در نظر بگيريد. پيامد آن بطري هايي با ميزان آهن خيلي زياد و بطريهايي با ميزان آهن خيلي كم خواهد بود. آهن بسيار كم، بر روي رنگ تاثير خواهد گذاشت و آهن بسيار زياد، منجر به ايجاد بطري هاي ترد خواهد شد. با تغيير ميزان آلومينا در بار شيشه ويسكوزيته و دانسيته شيشه تغيير كرده و توليد محصولات سازگار را براي ماشينهاي بطريساز پرسرعت امروزي غير ممكن مي سازد.
علاوه بر تركيب شيميايي سيليس شيشه، نكته كليدي ديگر، عدم وجود كانيهاي سنگين ديرگداز در سيليس ميباشد، اين كانيها عموماً كانيهاي آلومينوسيليكات هستند ولي كانيهاي ديگري همچون كرميت نيز ممكن است وجود داشته باشند. در حاليكه تركيب شيميايي سيليس بر حسب يك دهم يا صدم درصد اندازه گيري ميشوند، كانيهاي ديرگداز در سيليس بر حسب تعداد دانه (grain) در يك نمونه با اندازه مشخص، اندازهگيري ميشود. وجود يك يا دو دانه كرميت در 500 گرم سيليس ميتواند سيليس را براي توليد شيشه نا مناسب سازد. اگر يك محصول سيليس يك دانه كاني ديرگداز در 500 گرم سيليس داشته باشد، كارخانهاي با تناژ 350 تن در روز بيشتر از 700000 عيب در روز خواهد داشت و ساختن يك جزء مطلوب از اين سيليس بسيار بعيد به نظر ميرسد.
از آنجاييكه سيليس مادهاي ارزان است، در يك معدن غير اقتصادي ممكن است قيمت حمل و نقل بيشتر از قيمت خود سيليس شود. لذا ممكن است لازم باشد بجاي فرآوري معدني كه ذخاير آن داراي درجه بالاتر بوده و دورتر است، يك معدن با ذخاير با درجه كمتر را كه به بازار نزديكتر است، فرآوري نمود. فرآوري اغلب ميتواند با كسري از هزينه حمل و نقل انجام شود.
· چشمانداز
اين مقاله بسياري از روش هاي فرآوري سيليس كه در كشورهاي غربي براي فرآوري سيليس استفاده ميشود را مورد بحث قرار ميدهد. اين روش ها شامل فرآوري تر و فرآوري خشك و يا تركيب اين دو فرآوري براي توليد يك محصول قابل قبول ميباشد. با اينكه بخش مقدمه اين مقاله تركيب شيميايي متنوع سيليس را مورد بحث قرار داد بايد اين نکته را ذکر نمود که تكنيكهاي فرآوري، اجزاء شيميايي سيليس را از هم جدا نميكنند بلكه به جاي آن كاني هاي سازنده اين اجزاء را جدا ميكنند. كاني هايي كه بايد جدا شوند، ابتدا بايد آزاد شوند. زماني كه آزاد شدند اين امكان وجود دارد كه فرآوري را براي دستيابي به مشخصات سيليس شيشه به كار برد. اگر مقادير قابل توجهي كاني هاي آهندار در داخل سيليس قرار داشته باشد يا زنگزدگي آهن شديدي بر روي قسمت خارجي دانههاي سيليس وجود داشته باشد دستيابي به مشخصات سيليس شيشه امكانپذير نميباشد. شكل1 مثال خوبي از سيليس مرغوب و سيليس نامرغوب ميباشد. براي بيشتر قسمتها دانههاي مرغوب سيليس، بسيار تميز و بدون ناخالصي هستند. يك آخال (Inclusion) دانهي كوچك روتيل است كه به طور قابل ملاحظهاي در سطح آلايندگي سيليس شركت نميكند. سيليس با كيفيت پايين داراي آخالهاي آهندار قابل توجهي در دانههاي متعدد ميباشند. به علاوه درصد قابل توجهي از اين دانهها داراي زنگ ميباشند. توجه نماييد كه سطوح اين دانهها بسيار نامنظم هستند كه حتي جداسازي زنگ هاي سطحي را با استفاده از اسكرابر سايشي دشوارتر ميسازند.
|
|
شكل1 مقايسه دانههاي سيليس
توصيف فرايند
- · شستشو
شستشو سادهترين و كمهزينهترين روش تميز نمودن سيليس است. در برخي از ذخائر كانسار كه بسيار خالص و فاقد كانيهاي سنگين و داراي مقاديري گل و لجن و بدون زنگهاي سطحي هستند، شستشو براي توليد محصول با درجه قابل قبول، كافي است.
در اين فرايند عموماً آب از طريق پمپ كردن به يك سيكلون براي نرمهگيري سيليس اضافه ميشود. حركت اين دوغاب كه از پمپ و خطوط لوله ميگذرد براي سست كردن اتصال مقادير كم ذرات ريز يا خاك رس كه در بدنه كاني وجود دارد، كافيست. زماني كه اين ذرات ريز يا خاك رس از سيليس آزاد گرديد، ميتوان آنها را جدا نمود.
- · سايش سطحي
زماني كه خاك رس و لجنها محكمتر به دانههاي سيليس چسبيده باشند يا ذرات رس از نظر اندازه مشابه دانههاي سيليس باشند، سيليس وارد يك واحد سايش سطحي مشابه آنچه در شكل 2 نشان داده شده است، ميشود.
شكل 2 اسكرابر سايشي floatexÒ
براي سايش سطحي صحيح درصد ذرات جامد در دوغاب بايد در محدوده 75-72 درصد باشد. در اين محتوي تماس ذره به ذره خوبي وجود دارد و ويسكوزيته به اندازه كافي پايين است تا اجازه دهد اين دوغاب بطور آزادانه در تانك سايش سطحي حركت كند. زماني كه درصد جامدات كمتر از 72 درصد باشد، مقدار كافي آب در دوغاب وجود دارد تا اجازه دهد اين ذرات از هم جدا بمانند و از تماس لازم ذره به ذره مورد نياز براي سايش ذرات رس از سطوح، جلوگيري ميكند. زماني كه درصد ذرات جامد بيشتراز 75 درصد باشد، دوغاب بسيار ويسكوز ميشود و پرهها قادر نيستند تا دوغاب را حركت دهند. زماني كه اين دوغاب به اندازه كافي حركت نكند، تماس ذره به ذره امكان ندارد.
به منظور فرآوري اين دوغاب با درصد ذرات جامد زياد بر يك مبناي سازگار، سيستم انتقال قدرت بكار برده شده بسيار اهميت دارد. بهترين راه حل ماشيني با نيروي محركه دنده است همانگونه كه در شكل 3 نشان داده شده است. اگر چه سيستم هاي كمربند V زماني كه واحدها نو باشند به خوبي كار ميكنند، زماني كه فرسوده شوند و بطور صحيح نگهداري نشوند، لغزش روي ميدهد و پروانه به علت مقاومت درصد جامدات بيش ازحد، نخواهد چرخيد. در اين زمان اپراتورها تمايل دارند براي پايين آوردن درصد ذرات جامد مقداري آب اضافه كنند و اين نوع اسكرابينگ موثر نخواهد بود.
زمان هاي سايش سطحي تقريبا 5 دقيقه هستند. با اين وجود، زمان سايش واقعي بسته به مقدار و نوع مادهاي كه بايد آزاد شود، تغيير ميكند. مراحل سايش سطحي همچنين ممكن است شامل بيش از يك مرحله سايش سطحي باشند. زماني كه ميزان رس قابل ملاحظه باشد، 2 يا 3 بار سايش سطحي كوتاهتر با مراحل نرمهگيري بين آنها موثرتر از يك زمان سايش طولاني ميباشد. زماني كه ذرات رس آزاد گرديدند اين ذرات رس به عنوان روانساز بين دانههاي سيليس عمل ميكنند و بنابراين از موثر بودن سايش ميكاهند. با جداسازي نرمههاي ذرات رس آزاد شده و سپس افزودن يك مرحله سايش ديگر، اين مدار سايش موثرتر ميشود.
علاوه بر موارد فوق تعداد سلولهاي سايش سطحي در اين مدار نيز مهم است. اگر چه يك سلول ممكن است حجم كافي براي برآورده ساختن زمان ماندگي لازم داشته باشد، يك سلول به طور قابل ملاحظهاي منجر به كوتاهتر شدن مدار مواد خوراك ميگردد. اگر زمان ماندگي متوسط ذرات 5 دقيقه باشد، ممكن است ذراتي باشند كه فقط زمان ماندگي 2 دقيقه و ساير ذرات زمان ماندگي10-8 دقيقه داشته باشند. و اين اهميت دارد كه براي تامين زمان ماندگي مورد نياز از حداقل 2 سلول سايش سطحي استفاده شود. استفاده از 3 يا 4 سلول جايي كه امكان دارد مرجح است. هزينه سرمايهگذاري بواسطه زمان ماندگي لازم و سرعت خوراك بطور گسترده متغير است. به هرحال سرعتهاي خوراك بالاتر هزينه سرمايهگذاري كمتري به ازاي هر تن نسبت به سرعتهاي خوراك پايينتردارد، محدوده هزينههاي 2000-1000 دلار بر تن بر ساعت معمول هستند.
· نرمهگيري
طبق تعريف در مورد سيليس، نرمهگيري فرآيندي است كه مواد زير 100 ميكرون را جدا ميسازد. اين نرمهها از نوع كانيهاي رسي يا سيليس بسيار ريز هستند كه براي فرآيند ساخت شيشه مضر ميباشند. اگر چه روش هاي بسيار متفاوتي براي نرمهگيري وجود دارد در صنعت تنها از دو روش استفاده ميشود : سيكلون ها و هيدروسايزرها، بايد توجه نمود كه برخي از واحدهاي فرآوري قديمي ممكن است هنوز داراي كلاسيفايرهاي اسكرو باشند ولي بدليل هزينه سرمايهگذاري و نگهداري بالا در طرح هاي جديد استفاده نميشوند.
· سيكلونها
هزينه سيكلونها كم بوده و در جداسازي نرمه هاي زير 100 ميكرون سيليس زماني كه از 3 درصد تجاوز نكند موثر ميباشند. سيكلونها در جداسازي بيشتر نرمهها موثر هستند اما همانگونه كه جريان پاريز معمولاً حاوي 30 تا 40 درصد آب است برخي نرمههاي رس در جريان پاريز باقي ميمانند. معمولا سيكلون ها 80 تا 90 درصد مواد زير 100 ميكرون خوراك را جدا ميسازد.با انجام سيكلون هاي متعدد، مقادير باقيمانده نرمه در محصول پاريز كاهش مي يابد.
- هيدروسايزرها
براي خوراك هايي كه بيش از 4 تا 5 درصد مواد زير 100 ميكرون دارند يا زماني كه نياز است تا همه يا قسمتي از مواد زير 150 ميكرون جدا شود، بهترين وسيله هيدروسايزري نظير شكل 3 ميباشد.
شكل 3 تصوير هيدروسايزر FLOATEXÒ density separator در يك واحد فرآوري سيليس
براي همه هيدروسايزرها اصل كلي عملكرد مشابه است، اما برخي از آنها سيستم هاي كنترل يا سيستم توزيع آب بهتري دارند. شكل 4 در زير برشي از اين هيدروسايزر را نشان ميدهد.
شكل 4 دياگرامي از هيدروسايزر FLOATEXÒ density separator
هيدروسايزر يك وسيله تهنشيني غير آزاد است. هيدروسايزر جرياني از آب را كه از ته آن وارد مي شود براي بسط دوغاب سيليس به يك حالت تعليق، بكار ميگيرد. در اين حالت معلق، دانههاي سيليس به طريقي طبقهبندي ميشوند كه دانههاي درشتتر در ته پراكنده ميشوند، كه در آنجا دانههاي سيليس نسبت به يكديگر نزديكتر هستند و سرعت جريان آب بين آنها بيشتر است. ذرات ريزتر در سطوح بالاتر پراكنده ميشوند، جايي كه در حالت تعليق آزادتري هستند و بنابراين سرعت جريان آب بين آنها كم است. اساس عملكرد هيدروسايزر در شكل 5 نشان داده شده است.
شكل 5 اساس عملكرد يك تهنشيني غير آزاد
هيدروسايزرها در ناحيه تعليق خود مجهز به يك حسگر فشار هستند تا مشخص كننده وزن مخصوص باشند. براي هر جريان رو به بالاي از قبل تنظيم شده آب، وزن مخصوص نشاني از اندازه متوسط ذرات سيليس بالاي موقعيت حسگر ميباشد و بنابراين ميتواند در سيگنالي متغير، جهت عملكردن يك شير كنترل براي تخليه مواد درشت در ته هيدروسايزر، استفاده گردد.
در مقايسه با يك سيكلون، هيدروسايزر كارايي جداسازي بيشتري دارد. که به دليل شيوه عملكرد و نحوه افزايش آب تميز به ناحيه تعليقدر هيدرو سايزر مي باشد. پيامد آن وجود ذرات ريز كمتر در سيليس و يكنواختي بيشتر اين ذرات ريز خواهد بود. اگر لازم است تا سيليس خشك شود بايد اين ذرات ريز قبل از خشككردن جدا گردد. از آنجاييكه نرمهها سطح تماس بيشتري دارند، درصرفهجويي ميزان سوخت در عملكرد خشک کن نيز موثر است. به علاوه با ذرات ريز كمتر، غبار كمتري وجود دارد كه باعث پايين آوردن تماس كارگر با غبار سيليس شده و همچنين تعمير و نگهداري سيستم غبارگير را كاهش ميدهد.
هزينه سرمايهگذاري با سرعت خوراك متغير است ولي محدوده معمولي بين 1000 تا 2000 دلار بر تن بر ساعت مي باشد كه هزينه كمتر مربوط به سرعتهاي خوراك بيشتر مي باشد.
- دانهبندي
دانهبندي سيليس جهت ساخت شيشه با كيفيت بالا بسيار اهميت دارد. دانهبندي بايد از دو جنبه مورد بحث قرار گيرد. يكي توانايي دانهبندي كاني نزديك 5/0 ميليمتر و ديگري جلوگيري از ورود دانههاي درشتتر از اندازه بالاي 1 ميليمتر به محصول ميباشد.
دانهبندي به منظور توليد سيليس با اندازه كمتراز 5/0 ميليمتر نوعاً به وسيله يك سرند يا هيدروسايزر انجام ميشود. در
15-10 سال اخير مقدار مواد مجاز بالاي 5/0 ميليمتر به مقدار زيادي كاهش يافته است. در دهه 1980 براي توليد كنندگان شيشه غير عادي نبود كه مقدار مواد مجاز بالاي 5/0 ميليمتر براي مشخصات سيليس شيشه، 5 درصد وزني باشد. و امروزه اين مقدار مواد بالاي 5/0 ميليمتر به سمت صفر ميل ميكند همراه با مشخصاتي كه هم اكنون با حدود سرند 4/0 ميليمتر پيشنهاد ميگردد.
مقدار مواد درشت كمتر به توليد كنندگان شيشه اجازه ميدهد تا كورهها را در دماهاي پايينتري بكار گيرند و سطوح توليد بالا (تناژ بالا) حفظ گردد. دماي پايينتر كوره نه تنها در مصرف سوخت صرفهجويي ميكند بلكه در عمر و نگهداري كوره نيز موثر است.
جنبه ديگر دانهبندي، مقدار دانههاي درشتتر از اندازه ميباشد، كه معمولاً به صورت دانههاي بيشتر از 1 ميلي متر اندازهگيري ميشود و محدود به چند دانه در كيلوگرم ميباشد. اين دانهها معمولاً براي ذوبشدن درشت هستند و باعث پيدايش عيب در شيشه ميشوند. همانند كانيهاي ديرگداز كه قبلا به آنها اشاره گرديد وجود چند دانه در يك كيلوگرم باعث پيدايش هزاران عيب در روز خواهد شد و ميتواند به طور قابل ملاحظهاي بر هزينه توليد شيشه تاثير گذارد.
· سرندها
براي تهيه ذرات زير 5/ 0 ميليمتر معمولا از سرندهايي با فركانس بالا كه به وسيله شركتهايي نظير Derick يا Rotex ارائه ميگردد استفاده ميشود. آخرين پيشرفتها، سرندهايي با ظرفيت بالا هستند كه ميتوانند 250 تن بر ساعت را با يك سرند دانهبندي كنند. اين سرندهاي پرظرفيت چندين طبقه سرند را در يك ماشين واحد به كار ميگيرند. اين سيستم از يك سيستم توزيع خوراك استفاده ميكند كه همزمان همه طبقههاي سرند را به طور مساوي تغذيه ميكند. شكل 6 تصويري از سرندي كه به وسيله Derick ساخته شده است را براي اين كاربرد، نشان ميدهد.
شكل 6 استاك سايزر DerickÒ
سرندها طوري سايزبندي ميشوند تا هر دو محصول اندازه بالا و اندازه كوچك را به خوبي توليد كنند. براي مثال اگر هدف توليدي با 100 درصد زير 5/0 ميليمتر باشد، مواد زير اين سرند اين هدف را برآورده خواهند ساخت. با اين وجود مواد روي سرند نيز حاوي مقداري زير 5/0- ميليمتر خواهد بود. يك توزيع اندازه نمونه محصولات و خوراك در جدول 1 نشان داده شده است.
|
جدول 1- توزيع نمونه دانهبندي سرند |
|||
|
Size (micron) |
Feed (wt%) |
Oversize (wt%) |
Undersize (wt%) |
|
1000 |
35.7 |
89.6 |
|
|
710 |
28.3 |
78.4 |
0 |
|
500 |
35.2 |
92.0 |
3.6 |
|
425 |
39.4 |
95.3 |
7.31 |
|
355 |
44.1 |
96.8 |
13.1 |
|
300 |
48.7 |
97.6 |
18.9 |
|
250 |
54.1 |
98.0 |
26.7 |
|
125 |
71.8 |
100 |
54.0 |
|
90 |
80.0 |
|
65.6 |
در مدل هايي كه خشككردن هم دارند، سرندكردن اغلب بعد از خشك كردن انجام ميگيرد به دليل اينكه اين نوع سرندكردن زماني كه به صورت خشك باشد بهينه تر است. با اين وجود اگر درصد مواد بالاي 5/0+ ميليمتر در بدنه كاني بالا باشد، سرندكردن تر، براي حذف حداكثر ذرات درشت قبل از خشككردن، ترجيح دارد. اين روش در هزينه خشككردن صرفهجويي ميكند و اجازه سرعت هاي توليد بالاتر محصول نهايي از دراير را ميدهد. هزينه سرمايهگذاري نوعي براي يك سرند از 1000 تا 2000 دلار بر تن بر ساعت متغير است.
- هيدروسايزر
علاوه بر سرند كردن، جداسازي ذرات 5/0 ميليمتر همچنين به وسيله هيدروسايزري نظير FLOATEXÒ density separator كه قبلا مورد بحث قرار گرفت، قابل انجام است. اين واحدها از آنجاييكه ظرفيت آنها براي فضاي مساوي از سرندها بالاتر است، مزايايي نسبت به آنها دارند. هيدروسايزرها از آنجايي كه اندازه برش با تغيير در نقطه تنظيم حسگر، تغيير ميكند در مقايسه با تغيير لازم توري سرندها، انعطاف پذيري بيشتري در دانهبندي دارند. يك توزيع دانه بندي نمونه در جدول 2 نشان داده شده است.
|
جدول 2 توزيع دانهبندي نمونه براي هيدروسايزر FLOATEXÒ density separator |
|||
|
Size (micron) |
Feed (wt %) |
Underflow(wt%) |
Overflow(wt%) |
|
1175 |
1.4 |
4.3 |
|
|
850 |
3.2 |
9.8 |
0 |
|
595 |
7.6 |
22.9 |
0.2 |
|
420 |
35.8 |
71.8 |
15.2 |
|
300 |
62.5 |
94.8 |
46.8 |
|
200 |
84.3 |
100.00 |
77.1 |
هزينه سرمايهگذاري نوعي به ازاي هر تن براي هيدروسايزري نظير FLOATEXÒ density separator با سرعت خوراك متغير و در محدوده 500 تا 1000 دلار بر تن بر ساعت متغير است كه هزينه كمتر مربوط به سرعتهاي خوراك بيشتر است.
- · جداسازي از طريق اختلاف وزنمخصوص
جداسازي از طريق اختلاف وزن مخصوص براي سيليس شيشه، محدود به كلاسيفايرهاي[1] حلزوني است. به دليل آنكه ديگر فرآيندهاي جداسازي وزن مخصوص نظير جداسازي هاي از طريق وزن مخصوصِ تشديد يافته، براي كار بسيار گران هستند يا فرآيندهايي نظير ميزهاي تكان دهنده كه براي سيليس شيشه بسيار كم ظرفيت هستند، از نظر هزينه مقرون به صرفه نيستند.
كلاسيفايرهاي حلزوني قادر به جداسازي ذرات كاني هاي سنگين از سيليس شيشه و پايين آوردن محتوي آهن آن ميباشند. براي يك جداسازي به اختلاف وزن مخصوصي بزرگتر از 5/0 تا 1 واحد مورد نياز است. جدول 3 وزن مخصوص كاني هاي متداول همراه سيليس شيشه را نشان ميدهد.
|
جدول 3 |
|
|
وزن مخصوص كاني هاي مختلف |
|
|
كاني |
وزن مخصوص |
|
سيليس |
65/2 |
|
گروه فلدسپار |
8/2-6/2 |
|
(FeTiO2)ايلمنيت |
7/4 |
|
(Fe3O4) مگنتيت |
2/5 |
|
تغييريافته (FeTiO2)لوكوگزن |
3/4-6/3 |
|
(Al2SiO5)آندالوسيت |
2/3 |
|
Al2O(SiO4)سيليمانيت |
2/3 |
جدول فوق نشان ميدهد كه كاني هاي سنگين حاوي آهن، وزن هاي مخصوصي دارند كه به طور قابل ملاحظهاي بزرگتر از وزن مخصوص سيليس 65/2 ميباشد. بنابراين، اين گروه با استفاده از كلاسيفايرهاي حلزوني قابل جداسازي هستند. دو كاني آخري كه به نام سيليكاتهايآلومينيوم معروف هستند وزنهاي مخصوصي دارند كه تنها 55/0 واحد بزرگتر از وزن مخصوص سيليس است. اگر چه كه اين اختلاف به اندازه كافي براي كارايي كلاسيفايرهاي حلزوني قابل انجام است، ولي درمحدوده حداقل اختلاف مورد نياز قرار دارد. بنابراين كارايي به ويژه اگر محدوده اندازه وسيع باشد، پايين است.
همچنين از آنجايي كه اين كاني هاي آلومينوسيليكات، كاني هاي سنگين ديرگدازي هستند براي توليد شيشه، تلرانس اين كانيها صفر است. تنها 1 تا 2 دانه در يك كيلو سيليس، بيشتر از محدوده مجاز خواهد بود. اين ذرات ازمشكلترين مواد براي جداسازي به وسيله كلاسيفايرهاي حلزوني هستند. با اين وجود روشهايي وجود دارد كه جهت كمك به حذف ذرات درشت دانههاي آلومينوسيليكات بكار گرفته مي شود که مورد بحث قرار خواهند گرفت. كلاسيفايرهاي حلزوني به صورت جداسازهايي با فيملهاي جاري(Flowing Film) در نظر گرفته ميشوند و بدين طريق نيروهاي بكاربرده شده باعث ميشود كه ذرات با وزن مخصوص كمتر به طرف قسمت خارجي كلاسيفاير حلزوني كشيده شوند. ذرات سنگينتر تمايل دارند تا در قسمت داخلي حلزونيها نظير شكل 7، بمانند.
شكل 7 . تصوير فرآوري سيليس با كلاسيفاير حلزوني CARPCOÒ Model LC3700
به علاوه (مطابق شكل 8) با افزايش فاصله از سطح كلاسيفاير حلزوني، نيروها هم افزايش مييابد.
شكل 8. نيروهاي اعمال شده بر ذرات با اندازههاي مختلف در يك كلاسيفاير حلزوني
شكل 8 نشان ميدهد كه ذرات بزرگتر به وسيله نيروهاي بزرگتر و ذرات كوچكتر به وسيله نيروهاي كوچكتر ، تحت تاثير قرار ميگيرند. براي بيشتر قسمتها به دليل اينكه كانيهاي سنگين اندازه ريزتري از ذرات سيليس دارند، اين مورد كارايي جداسازي سيليس شيشه را بهبود ميبخشد. بر روي اين ذرات ريزتر كانيهاي سنگين نيروهاي كوچكتري اثر ميگذارد و بنابراين تمايل دارند تا نزديكتر به قسمت داخل مسير دوران بمانند، ذرات سيليس درشتتر نيروهاي بزرگتري دارند و به سمت ناحيه بيروني كلاسيفاير حلزوني حركت ميكنند.
جداسازي كانيهاي سنگين ديرگداز به دليل اينكه اين كانيها درشتتر بوده و وزنهاي مخصوصي نزديكتر به سيليس دارنددشوار ميباشد. نوعاً كلاسيفاير هاي حلزوني به تنهايي نتايج قابل قبولي نميدهند، مگر اينكه سيليس قبل از كلاسيفاير حلزوني پيش طبقهبندي شده باشد. يك محدوده باريك اندازه ذرات كارايي جداسازي را افزايش ميدهد. اگر اين پيش طبقهبندي با يك هيدروسايزر انجام گيرد مزاياي ديگري نيز دارد. واحد FLOATEXÒ نه تنها جداسازي بر اساس اندازه انجام ميدهد بلكه بر اساس وزن مخصوص نيز جداسازي را انجام ميدهد. بنابراين برخي از اين كاني هاي ديرگداز درشت به سمت جريان فاضلاب حركت ميكنند (جريان پاريز 5/0+) و لازم است به وسيله كلاسيفاير حلزوني جدا گردند.
هزينه سرمايهگذاري براي كلاسيفايرهاي حلزوني كم بوده و معمولاً در حدود 1000 دلار بر تن بر ساعت ميباشد.
عملكرد نوعي كلاسيفايرهاي حلزوني براي سيليس در در جدول 4 نشان داده شده است.
|
جدول 4 |
Table 4 |
||||
|
عملكرد نمونه براي كلاسيفاير حلزوني |
Typical Spiral Performance |
||||
|
|
Fe203 SinglePass |
DoublePass |
|||
|
Sample |
Wt % Recovery |
% Fe2O3 |
Wt % Recovery |
% Fe2O3 |
|
|
USA |
97.7 |
0.066 |
90.3 |
0.049 |
|
|
Mexico |
89.7 |
0.039 |
84.4 |
0.028 |
|
|
Europe |
95.7 |
0.038 |
91.6 |
0.033 |
|
اين دادهها نشان ميدهند كه دو مرحله عبور از كلاسيفاير حلزوني، ميزان آهن را به حد قابل قبول كاهش ميدهد. در آمريكا اين مواد خوراك خشك شده و سپس براي دستيابي به آهن نهايي 025/0 درصد به واحد جداسازي مغناطيسي منتقل ميشود. بدون وجود جداساز حلزوني بهترين آهن قابل دستيابي با جداساز مغناطيسي 032/0 درصد ميبود.
- · شناورسازي
فرآيند شناورسازي در اصل براي جداسازي كاني هاي سنگين حاوي آهن در سيليس شيشه استفاده ميشود. اين كاني ها معمولاً از همان نوع كاني هاي حاوي آهني هستند كه در بخش وزن مخصوص توصيف گرديد. از شناورسازي گاهي براي جداسازي ميكا هم ميتوان استفاده نمود.
براي جداسازي كانيهاي سنگين حاوي آهن از سيليس آنرا با يك اسيد چرب آماده سازي مي كنند (درصد جامد زياد مي باشد). در اين فرآيند pH معمولاً در محدوده 2 تا 3 و درصد جامد بين 70 تا 72 و سرعت افزايش اسيد چرب# 0/1بر تن ميباشد. اسيدهاي چرب به وسيله شركت هايي نظير Cytec تامين ميشود و براي هر كاني به صورت ويژه سفارش داده ميشوند و اغلب حاوي كفسازها و ديگر مواد شيميايي مناسب مي باشند كه كارايي را افزايش ميدهند، ميباشند.
بعد از آماده سازي، خوراك به يك سري از سلولهاي شناورسازي وارد ميشود. براي جلوگيري از كوچك شدن مدار معمولاً
4 تا 6 سلول به صورت سري قرار دارند. زمان شناورسازي معمولاً كمتراز 5 دقيقه است.
سلولهاي نوعي در صنعت سيليس در محدوده 3 تا 8 متر مكعب ميباشند. هزينه سرمايهگذاري براي يك مدار شناورسازي از 6000 تا 8000 دلار بر تن بر ساعت متغير است. هزينه عملكرد براي معرفهاي شناورسازي تقريباً 00/1 تا 25/1 دلار بر تن و مصرف برق همراه با مرحله مساعد سازي برابر 10 كيلو وات بر تن مي باشد.
- · خشككردن
سيليس شيشه در آمريكاي شمالي در طرحهاي فرآوري سيليس قبل از بارگيري به مقصد كارخانجات سازنده شيشه خشك ميشود. مزيت سيليس خشك شده براي توليد كننده شيشه، توانايي بهتر براي اندازهگيري صحيح تركيب بچ، مشخصات بهتر جاريشدن و مخلوط شدن بهتر اجزاء بچ ميباشد. با اين وجود، هزينه خشككردن شيشه هم براي توليد كنندگان سيليس بوجود ميآيد. گرانترين عمليات واحد در كارخانه فرآوري سيليس خشك كردن ميباشد. با توجه به اينكه هزينه سوخت رو به افزايش است و در نتيجه باعث سنگين تر شدن هزينه فرآوري نيز ميشود.
هزينههاي سرمايهگذاري نوعي به ازاء هر تن در ساعت براي خشك كن با بستر سيال در محدوده 4000 تا 6000 دلار بر تن بر ساعت است.
- · جدايش مغناطيسي
جداسازي مغناطيسي در 10-15 سال اخير به طور قابل ملاحظهاي تغيير نموده است. تا قبل از اين در واحدهاي فرآوري سيليس براي جداسازي كانيهاي حاوي آهن از الكترومگنت ها استفاده ميشد. ولي امروزه در صنعت بيشتر از مگنتهاي رولي خاكهاي نادر[2] استفاده ميشود.
زماني كه اين مگنت ها براي اولين بار معرفي شدند، مشكلاتي همراه آنها وجود داشت كه شامل سرعت توليد پايين، نياز به دماي پايين سيليس و هزينه زياد بود. با اين وجود امروزه مگنت هاي خاكهاي نادر به مقدار زيادي بهبود يافتهاند. دماهاي مجاز بالاي ˚C120، همراه با ابزار دقيق مناسب براي توقف (در صورت تجاوز دما از مقدار حداكثر مجاز) ميباشد. هزينهها هم به طور قابل ملاحظهاي كاسته شده و هزينه سرمايهگذاري براي مگنت هاي خاكهاي نادر كمتر از نصف هزينه سرمايهگذاري براي الكترومگنتهاي قديمي است. شكل 9 نمايي نزديك از جدايش واقعي به وسيله مگنت خاكهاي نادر و يك واحد سه مرحلهاي INPROSYS® را كه براي صنعت سيليس شيشه طراحي شده است، نشان مي دهد.
شكل 9. مگنت خاك نادر INPROSYS® و واحد سه مرحله اي
سرعت هاي توليد به ازاي هر متر پهناي ناحيه جداكننده به واسطه افزايش قطر رول افزايش يافته است. قطر مگنت هاي اوليه 75 ميليمتر بود و تا اخير قطر 100 ميليمتر استاندار بود. سرعت هاي توليد در سيليس شيشه، بسته به خلوص خوراك و محصول مورد نظر نهايي، از مرتبه 3 تا 7 تن بر ساعت به ازاي يك متر ميباشند. مگنتهاي رولي خاكهاي نادر هم اكنون قطرهايي در حد 150 و 300 ميليمتر دارند و سرعتهاي توليد 2 تا 4 برابر رول مگنت با قطر 100 ميليمتر دارند.
معمولاً جداكنندههاي مغناطيسي رولي خاكهاي نادر به صورت سيستمهاي دو يا سه بار عبور آرايش مييابند كه بخش غير مغناطيسي از مرحله اول جهت عبور مجدد به دومين رول و بعد سومين رول منتقل ميشود. در برخي موارد براي دستيابي به نتايج مورد نظر، چهار بار عبور لازم است. با اين وجود بيشتر همه كانيها در دو مرحله اول جدا ميشوند و عبورهاي بعدي فقط اگر زماني كه كيفيت كاني مستلزم فرآوري بيشتر تا برآورده شدن مشخصات مورد نظر باشد، لازم هستند. مثالهاي متعددي از نتايج جداكنندههاي مغناطيسي در جدول 5 نشان داده شده است.
|
جدول 5 - عملكرد نمونه براي جداساز مغناطيسي |
||||||
|
Product |
TPH/Meter |
Feed Fe2O3 |
% |
Wt % |
Product Fe2O3 |
% |
|
USA |
5.0 |
0.089 |
|
97.9 |
0.039 |
|
|
USA |
5.0 |
0.066 |
|
98.1 |
0.031 |
|
|
USA |
5.0 |
0.053 |
|
97.5 |
0.031 |
|
|
Europe |
3.0 |
0.085 |
|
96.5 |
0.012 |
|
|
Europe |
4.2 |
0.085 |
|
97.6 |
0.013 |
|
|
Europe |
5.0 |
0.085 |
|
97.1 |
0.014 |
|
اين جدول نشان ميدهد با كاهش كيفيت خوراك براي نمونه USA، محتوي آهن هم كاهش يافته است. اين خوراك همان است كه در مثال مربوط به داده هاي كلاسيفاير حلزوني آمده است. براي دادههاي اروپايي، افزايش سرعت خوراك منجر به محتوي آهن بيشتر و حتي در 5/0 تن بر ساعت ميزان آهن در داخل محدوده مطلوب، و كمتر از 018/0 ميباشد. هزينههاي سرمايهگذاري نوعي براي مگنت هاي رولي خاك هاي نادر بين 6000 تا 10000 دلار بر تن بر ساعت ميباشد.
- · جدايش تريبوالكتريك
صرفنظر از جديد يا قديمي بودن از جدايش تريبوالكتريك از اواسط دهه 1940 به طريق صنعتي بهرهبرداري شده است. با اين وجود تا اخيراً فقط به وسيله يك يا دو شركت در صنعت نمك استفاده شده است. جدايش تريبوالكتريك زماني حاصل ميشود كه يك كاني الكتروني را از كاني ديگري بدست ميآورد. زماني كه اين اتفاق روي ميدهد، كانيي كه الكترون بدست آورده است بار منفي پيدا ميكند و كانيي كه الكترون از دست داده بار مثبت پيدا ميكند. زماني كه اين كانيها بين الكترودهايي با بار مخالف سقوط كنند كاني با بار منفي به سمت الكترود مثبت و كاني با بار مثبت به سمت الكترود منفي جذب شده و جداسازي روي ميدهد. شكل 10 يك جداساز T-Stat ساخت شركت Outokumpu را نشان ميدهد.
شكل 10. جداساز T-Stat
براي صنعت سيليس از جدايش تريبوالكتريك جهت جداسازي فلدسپار از كوارتز استفاده ميشود. سابقاً اين جداسازي به وسيله شناورسازي انجام ميگرفت. در مرحله مساعدسازي قبل از شناورسازي از اسيد هيدروفلوريك براي فعالسازي فلدسپار و غيرفعال نمودن (depress) كوارتز استفاده ميشود. از آمين براي شناور سازي فلدسپار از كوارتز استفاده ميشود.
اگر چه از اين فرايند به طور گسترده استفاده ميشود ولي ايدهال نيست. فاكتورهاي زيادي نظير : كيفيت آب، درصد فلدسپار در خوراك، سرعت خوراك و توزيع دانهبندي وجود دارد كه بر روي كارايي جداسازي فلدسپار تاثير دارند. با تغيير اين متغيرها مقدار فلدسپار باقيمانده در كوارتز و بنابراين ميزان Al2O3 تغيير ميكند. همانگونه كه در مقدمه بحث گرديد تغيير در ميزان Al2O3 بار شيشه منجر به تغيير در دانسيته و ويسكوزيته شيشه شده كه فرايندهاي بعدي را تحت تاثير قرار ميدهد.
علاوه بر اين بايد توجه نمود كه اسيد هيدروفلوريك از نظر محيط زيست نا مساعد است. به اين دليل كه HF به آب اضافه ميشود كل مدار واحد با HF آلوده شده و تخليه آب حاوي HF از واحد فراوري سيليس از لحاظ زيست محيطي قابل پذيرش نيست.
با فرايند جداسازي تريبوالكتريك، باز هم به HF نياز است، با اين وجود از آنجاييكه اين فرايند يك فرايند خشك ميباشد، HF را بهتر ميتوان كنترل نمود. در فرايند تريبوالكتريك HF دودكننده به مواد خوراك خشك و داغ
(100-120 درجه) در يك ميكسر دوار اضافه ميشود. همانطور كه مواد خوراك در حضور HF مخلوط ميگردد الكترونها از فلدسپار به كوارتز منتقل ميشوند. اين فلدسپار بار مثبت و كوارتز بار منفي پيدا ميكند. زماني كه اين مواد بين الكترودهاي بسيار باردار (50+ و 60-كيلوولت) وارد شود كوارتز به سمت الكترود مثبت و فلدسپار به سمت الكترود منفي جذب ميشود.
در مقايسه با فرآيند شناورسازي اين HF را بسيار آسانتر ميتوان كنترل نمود. هر گونه HF اضافي از ميكسر دوار به يك تصفيه ساز تر منتقل ميشود. اين تصفيهكنندهها كه به صورت تجارتي موجود هستند تنها مقدار آب كمي را براي تصفيه دودهاي عاري از هواي HF بكار ميگيرند. اين تصفيه كنندهها، كارايي بيشتر از 99 درصد دارند و تنها 4 ليتر بر دقيقه آب مصرف ميكنند. اين آب مملو از HF خروجي از تصفيهكننده به سيستمي منتقل ميگردد كه آب را تا غلظت 10 تا 12 قسمت در ميليون يون فلورايد تميز ميكند و توليد فيلتر كيك CaF ميكند كه ميتوان آنرا در زير زمين مدفون ساخت.
علاوه بر بهبود يافتن جنبههاي محيط زيستي، اين فرايند بدليل اينكه تاثيري از تغيير كيفيت آب فرآيند وجود ندارد، پايدارتر ميباشد. به علاوه تغيير در محتوي فلدسپار يا توزيع دانهبندي تاثير زيادي به اندازه فرآيند شناورسازي ندارند به دليل اينكه از آمين (زهكش) استفاده نميشود تا براي منعكس ساختن اين تغييرات تنظيم شود.
|
جدول 6 - نتايج نمونه براي جداسازي با T-Stat |
|||||
|
PRODUCT |
Wt % |
% Quartz |
% Feldspar |
Qtz % Dist |
Feld % Dist |
|
Feed |
100.0 |
48.7 |
51.4 |
100.0 |
100.0 |
|
Feldspar Prod |
41.7 |
11.9 |
88.1 |
18.2 |
71.5 |
|
Middling |
17.3 |
57.3 |
42.7 |
20.4 |
14.4 |
|
Quartz Product |
41.0 |
82.4 |
17.6 |
69.4 |
14.1 |
جدول 6 نتيجه نمونهاي از جداسازي كوارتز- فلدسپار را كه با استفاده از جداساز T-Stat انجام شده است، نشان ميدهد. بازگرداني محصول متوسط، بازيافت را افزايش ميدهد. اگرچه كه اين محصولات مشخصات مورد نياز مشتري را برآورده خواهد ساخت، يك مرحله تميزسازي اضافي، درجه محصولات را افزايش ميدهد.
- · آسياب كردن/ طبقهبندي به وسيله هوا
در صنعت سيليس از آسياب كردن به طور گسترده براي توليد سيليس نرم جهت صنعت نساجي الياف شيشه، استفاده ميشود. براي صنعت نساجي الياف شيشه يكنواختي تركيب شيميايي همراه با توزيع دانهبندي سيليس به اهميت ديگر محصولات شيشهاي است. يك آسياب نوعي با نام kW375 در شكل 11 نشان داده شده است.
شكل 11 يك آسياب نوعي
براي توزيع دانهبندي اين اهميت دارد كه سيليس آسياب شده عاري از هر گونه دانههاي درشتتر از اندازه باشد و اينكه نرمههاي بي نهايت ريز تا حدي كه ممكن است كم باشند. معمولاً صنعت نساجي الياف شيشه از محصولي استفاده ميكند كه يا 95 درصد آن از مش 75- ميكرون عبور كند يا 95 درصد آن از مش 45 ميكرون عبور كند. براي اين اندازهها، درشتتر از اندازه به صورت ذرات درشتتر از 250 ميكرون و ذرات بينهايت ريز كمتر از 5 ميكرون تعريف ميشود هر دو اين محصولات منجر به توليد سنگهاي سيليس ذوب نشده و شكستن ليف در طي فرايند كشيدن شيشه ميشوند. اگر چه واضح است كه چرا ذوب شدن ذرات درشتتر از اندازه دشوار است، عدم امكان ذوب شدن نرمهها، صحيح به نظر نميرسد. در اين مورد، زماني كه مقادير اضافي نرمه وجود دارد، اين نرمهها تمايل به متراكم شدن داشته و با عوامل گدازآور مخلوط نميشوند. بنابراين اين ذرات متراكم ذوب نميشوند. براي حفظ يك توزيع دانهبندي يكنواخت، عاري از دانههاي درشتتر از اندازه بودن و درصد كم نرمههاي بينهايت ريز، از آسيابها با طبقهبندي به وسيله هوا با كارايي بالا، نظير شكل 12 كه توليد شركت Progressive Industries ميباشد، استفاده ميشود. درزبندي منحصر بفرد و پتنت شده آن مانع از وارد شدن ذرات درشتتر از اندازه به محصول ميشوند. و روتور پرسرعت همراه با شستشوي ثانويه با هوا مانع از برگشت ذرات محصول به آسياب براي آسياب شدن بيشتر و توليد نرمههاي بي نهايت ريز ميشوند.
به دليل اهميت سازگاري شيميايي، استفاده از بستر سايش فلينت طبيعي و آستري در طي 10 سال گذشته رو به انحطاط رفته است. از اين محصولات طبيعي در دهههاي بسياري استفاده ميشد ولي به دليل زوال كيفيت محصول و تقاضا براي محصول سيليس بهتر، با مواد سراميكي با آلوميناي زياد جايگزين شدهاند.
اين محصولات مهندسي به طور قابل ملاحظهاي به ازاي هر كيلو پرهزينهتر از مواد طبيعي بوده ولي به دليل مشخصات سايش بهتر، به ازاي هر تن سيليس داراي هزينه كمتري ميباشند. آسترهاي سراميكي 20 درصد ضخامت فلينت طبيعي داشته ولي عمر 5 برابر دارند. همانند اهميت ساييدگي، به دليل اينكه اين آستريها زياد ضخيم نيستند، اجازه پر شدن حجم بيشتري از آسياب با بستر را داده و بنابراين اجازه سرعت هاي توليد بيشتري را ميدهند.
- · طراحي واحدهاي صنعتي فرآوري سيليس
در بخش قبل اين مقاله عمليات واحدي كه در يك طرح فرآوري سيليس استفاده مي شود، بحث گرديد. اين عمليات واحد براي دستيابي به محصول نهايي مورد نظر بر اساس كيفيت كانسار اوليه، را با تركيبهاي مختلفي مي توان بكار برد.
نمودارهاي جريان زير دو پروژه جديد شركت Outokumpu مي باشد كه مورد بحث قرار خواهد گرفت.
- · طراحي واحد صنعتي A
در اولين طرح كه در شكلهاي 13 و 14 نشان داده شده است، هدف طرح توليد دو سيليس مختلف شيشه، يكي سيليس ممتاز با آهن كم و سيليس استاندارد ديگري براي شيشه ميباشد كه بصورت مرطوب به فروش ميرسد. افزون بر اين شركت همچنين خواستار توليد سيليس آسياب شده براي استفاده در بازار نساجي الياف شيشه بود.
در اين طرح از سايش سطحي براي جداسازي مقداري از دانههاي سيليس كه به طور شل جمع شده است و براي آزادسازي هر ذره رس از سطوح دانههاي سيليس استفاده ميشود. در مرحله بعد از هيدروسايزر FLOATEXÒ براي جداسازي ذرات 200 ميكرون استفاده ميشود. براي اين كانسار اين مرحله جداسازي به اين دليل مورد نياز بود كه دانههاي درشت سيليس تمايل دارند تا خالصتر باشند و ناخالصي جزئي در مقايسه با دانههاي ريزتر اثر كمتري بر روي محتوي آهن دارند. محصول پاريز هيدروسايزرFLOATEXÒ به سمت كلاسيفاير حلزوني دو مرحلهاي حركت ميكند تا كانيهايي با آهن آزاد، جداسازي شوند. ميزان آهن اين محصول تا قبل از مرحله تصفيه به روش خشك، كمتر از 015/0 Fe2O3 خواهد بود (شكل 14 را ملاحظه نماييد).
جريان سر ريز اولين هيدروسايزر FLOATEXÒ نيز براي جداسازي ذرات آهندار به يك كلاسيفاير حلزوني دو مرحلهاي حركت ميكند. اين نمودار جريان را ميتوان با قراردادن كلاسيفاير حلزوني قبل از هيدروسايزر ساده نمود. با اين وجود، اين فرآيند با طبقه بندي نمودن اوليه سيليس به دو محصول با اندازههاي نزديكتر، محصولي با كيفيت بالاتر توليد ميكند. محصول پس از كلاسيفاير حلزوني به يك هيدروسايزر ديگر منتقل ميشود تا نرمههاي زير 100- ميكرون كه در مرحله سايش سطحي توليد شده است، جداسازي شود. محصول پاريز اين مرحله انبار شده و اجازه داده ميشود تا خشك شود و سپس بعنوان سيليس شيشه به صورت مرطوب با محتوي Fe2O3 كمتر از 02/0 درصد بارگيري ميشود.
شكل 14 ادامه اين فرايند را نشان ميدهد كه شامل بخش فرآوري خشك اين طرح ميشود.
در اين قسمت از طرح، سيليس ممتاز حاصل از بخش فرآوري به روش تر، خشك شده و سپس تميز كردن نهايي به وسيله يك مگنت INPROSYSÒ انجام ميشود. كلاسيفاير حلزوني كاني هاي با آهن آزاد را جدا نموده و تنها مقداري روتيل در اين سيليس وجود دارد. روتيل وزن مخصوص زيادي دارد ولي غير مغناطيسي است. اين مگنت رولي خاك نادر، كاني هاي آهندار كه به وسيله كلاسيفاير حلزوني جدا نشده است را جداسازي ميكند. براي بيشتر قسمت ها اين كاني ها بصورت ناخالصي در دانههاي سيليس وجود دارند. بعد از جدايش مغناطيسي محتوي آهن سيليس شيشه از 015/0 به 010/0 درصد كاهش مييابد.
علاوه بر جدايش مغناطيسي، اين طرح همچنين سيليس نرم براي فروش در بازار نساجي الياف شيشه را نيز توليد ميكند. آسياب و كلاسيفاير هوا براي تامين كيفيت اين محصول انتخاب شده است.
- · طراحي واحد صنعتي B
در طراحي واحد صنعتي دوم، كيفيت كانسار بطور قابل ملاحظهاي پايينتر از طرح واحد صنعتي اول بود. اين كانسار در واقع به بازار نزديكتر بود. بنابراين اگرچه اين فرآوري بسيار گران است و هزينه عملكرد بيشتر از متوسط ميباشد ولي قيمت تحويلي به مشتري در واقع كمتر از قيمت ساير رقبا بود.
شكل 15 دياگرام فرآوري براي واحد صنعتي B را نشان ميدهد. در اين واحد يك سرند نه تنها براي جدا كردن ذرات بزرگتر از اندازه، بلكه همچنين براي در هم شكستن ذرات سيليس متراكم شده، استفاده ميگردد. به دليل درصد زياد رس از يك هيدروسايزر به عنوان نرمهگير بعد از مرحله شستشوي اوليه استفاده گرديد. عمل پمپ باعث آزاد شدن دانههاي سيليس از بيشتر اين رس ميشود. در فرآوري اين واحد تقريبا 15 درصد وزني خوراك به عنوان زير 100- ميكرون در مرحله نرمهگيري از دست ميرود. بعد از نرمهگيري اوليه سه مرحله سايش سطحي با نرمهگيري به وسيله سيكلونها بعد از اولين و دومين مرحله، براي آزاد كردن و جداسازي باقيمانده رس و لجن استفاده ميشود. به جاي سيكلون از يك هيدروسايزر براي مرحله نرمهگيري نهايي وتامين جداكردن زير 100- ميكرون، استفاده ميشود.
اين كانسار حاوي مقادير فلدسپار بيشتر از مقدار مورد نياز مشتري شيشه بود. اين فلدسپار منجر به ميزان آلوميناي بسيار زياد براي استفاده درشيشه فلوت ميشد. بعد از اينكه سيليس خشك گرديد با استفاده از HF دودكننده در يك ميكسر دوار فعال ميگردد. زماني كه فعال گرديد به جداساز T-Stat منتقل ميگردد كه عمده اين فلدسپار به عنوان محصول پسماند جدا ميگردد. كسر متوسط مجددا به فرايند فعالسازي بر ميگردد تا دوباره از اين واحد عبور نمايد.
كسر سيليس حاصل از T-Stat به مگنت رولي خاك نادر INPROSYSÒبراي جداسازي محتوي آهن منتقل ميگردد. سپس غير مغناطيسي ذخيره شده و براي مشتري بارگيري ميشود. اين فرآيند منجر به توليد محصولي با ميزان آهن كمتر از 03/0 درصد و كمتر از 3/0 درصد آلومينا Al2O3 ميشود. اگر چه اين ميزان آهن بسيار بيشتر از دياگرام جريان A ميباشد، نزديكي به بازار آنرا محصول قابل قبولي ساخته است.
دياگرامهاي جريان فوق دو نمونه از واحدهاي فرآوري سيليس هستند. هر فرآيند نسبت به كانسار و احتياجات مشتري سيليس شيشه منحصر به فرد ميباشد. اين موضوع در مورد همه كانسارهاي سيليس واقعيت دارد. با اين وجود نياز مشتركي براي فرآيند سيليس شيشه وجود دارد. اين فرآيند بايد اقتصاديترين فرآيند ممكن باشد زيرا قيمت فروش سيليس بسيار پايين است. در عين حال اين فرآيند بايد قادر به توليد محصولي باشد كه تركيب شيميايي يكنواخت و محتوي Fe2O3 كمتر از 035/0 درصد و گاهي ميزان آلوميناي كمتر داشته باشد. علاوه بر سازگاري شيميايي، فرايند بايد قادر به حذف ذرات درشتتر از اندازه و نرمهها باشد به طريقي كه ذرات سيليس در محدوده 500- تا 100+ ميكرون باشند.
تعريف شيشه :
براي شيشه تعاريف زيادي ارائه شده است .عده اي معتقدند كه شيشه ماده اي است كه از سرد كردن مذاب تهيه مي شود بطوري كه در فرآيند سرد كردن هيچ گونه تغيير ناگهاني در مذاب و ويسكوزيته آن ايجاد نشود وويسكوزيته آن با سرد كردن به مرور افزايش يافته تا كامل صلب شود . شيشه جامد آمرفي است كه داراي نظم و تناوب بلوري در برد زياد نباشد .
علمي ترين تعريف براي شيشه عبارتست از : شيشه مايعي است كه گرانروي آن بيش از ده پويز باشد كه در اين حالت تشكيل يك جامد آمرف (از نظر كريستالوگرافي بي شكل ) را مي دهد .
در واقع شيشه, ساختمان غير منظم مولكولي مايع را حفظ كرده ولي اين ساختمان غير منظم بصورت غير متحرك درآمده است واين خاصيت جز خواص منحصر به فرد شيشه است . هر چه ويسكوزيته بيشتر باشد واز طرفي سرعت سرد كردن بالا باشد امكان شيشه اي شدن بيشتر مي شود همانند مواد اسيدي .
يكي ديگر از تعاريف شيشه : شيشه ماده اي غير آلي است كه از حالت مذاب طوري سرد شده است كه بدون آنكه تبلور يابد به صورت صلب در آمده است .
تاريخچه اي كوتاه از شيشه :
از اولين روزهاي پيدايش كره زمين , كوههاي آتشفشاني بطور طبيعي شيشه توليد مي كردنند . به تدريج وقتي انسان به كشف اين ماده طبيعي و موارد استفاده آن پي برد , به فكر ساخت وتوليد انبوه آن افتاد . امروزه شيشه يكي از موارد بسيار پر مصرف و جدائي ناپذير در زندگي انسان به شمار مي رود كه البته اين ماده در مراحل مختلف تاريخي به شكل امروزي در آمده است .اين دوران به شرح ذيل است :
دوره اول :
از 3000سال قبل از ميلاد مسيح , مصريها از شيشه استفاده مي كردند , ولي براي اولين فرم و شكل دادن به شيشه در منطقه مقطونيه فعلي در حدود 1700سال قبل از ميلاد تحقق يافت .
دوره دوم :
در اين دوره انسان به اين مهم پي برد كه با دميدن در شيشه آن را مي تواند به اشكال مختلف در بياورد . اين دوران 400-500سال بعد از ميلاد بود . در حدود 100سال بعد انسان با كشف ابزار و وسائل دميدن در شيشه اين تكنيك را كاملتر و عميقتر ساخت .
دوره سوم :
رومهاي باستاني با تجارت و صدور شيشه به اقصي نقاط دنيا , حتي تا چين كاربرد اين محصول را اشاعه دادند .خلاصه اينكه شيشه ماده اي است كه از دل طبيعت پديد آمده و بدست انسان كامل گرديده و امروزه به دنبال اولين كشفهاي بشر اين ماده در مقادير و روشهاي مختلف توليد مي گردد تا نيازهاي فراوان امروزه جوامع بشري را برآورده سازد .
مواد اوليه مصرفي در صنايع شيشه :
سيليس (Sio2) : عمده ترين ماده اوليه مصرفي در صنايع شيشه سيليس مي باشد در طبيعت به اشكال مختلف بصورت سنگهاي آذرين , رسوبي و دگرگوني يافت مي شود و به صورت بلورهاي كوارتز يا ساير تركيبات سيليسي به وفور يافت مي شود . معادن سيليس با خلوص بيش از 99.5 % در بلژيك و هلند وجود دارد . نمونه هايي از سيليس مناسب در غرب ايران همدان , اطراف ملاير , لرستان , اليگودرز و همچنين در استانهاي زنجان , كرمان ,خراسان مشاهده مي شود . در سنگهاي رسوبي كوارتز به صورت بلورهاي ريز بوده ودر تركيب ماسه سنگها وجود دارد كه مهمترين ماسه سنگ غني از كوارتز , كوارتزيت نام دارد . سيليس كه بزرگترين ماده تشكيل دهنده شيشه است در حدود %58فرمول شيشه را تشكيل مي دهد و به عنوان استخوان بندي و يا شبكه سازي شيشه به كار
مي رود . دانه بندي سيليس بين 0.1 تا 0.5ميلي متر مي باشد .
كربنات سديم : (Na2Co3)
كربنات سديم منبع تامين كننده اكسيد سديم (Na2o) بوده وبه عنوان دگرگونساز وكمك ذوب در توليد شيشه به كار مي رود زيرا نقطه ذوب سيليس را از 1725 به1450. درجه مي رساند .اين ماده به صورت شيميايي از تركيب نمك طعام , سنگـ آهگ وآمونياك بدست مي آيد .ويا از معادن به صورت طبيعي استخراج مي شود كه مقداري نا خالصي دارد و به روش فيلتراسيون و كريستاليزاسيون به صورت خالص در
مي آيد .كربنات سديم در اثر حرارت در حدود 850 درجه ذوب شده و تجزيه مي شود كه گاز Co2حاصله ,ضمن به هم خوردن خمير شيشه از طريق دودكش خارج مي شود ولي Na2oدر شيشه باقي مي ماند و حالت سياليت به شيشه مي دهد . دانه بندي كربنات سديم بين 0.1 تا1 ميلي متر مي باشد و در حدود %19.5فرمول شيشه را تشكيل
مي دهد .
سولفات سديم (Na2So4):
سولفات سديم منبع تامين Na2o مي باشد . سولفات سديم به عنوان يك ماده تصفيه كننده در شيشه بكار مي رود و حضور سولفات سديم در شيشه مانع از تشكيل يا ايجاد كف (Scum) در سطح شيشه مذاب در مرحله تصفيه مي شود . مقدار مصرف سولفات سديم به تركيب شيشه وبه ميزان آهگ موجود در شيشه بستگي دارد . معمولا همراه با سولفات مقداري كك نيز جهت تبديل سولفات به سولفيت اضافه مي شود كه از خوردگي آجرها جلوگيري مي كند .در صورتي كه مقدار سولفات كم باشد كك حذف مي شود. افزايش بيش از حد كربن به شيشه باعث تبديل سولفات به سولفيت ودر نتيجه شيشه رنگ كهربائي پيدا مي كند كه از اين رو در شيشه هاي رنگي استفاده مي شود. سولفات سديم در حدود 9 % فرمول شيشه را تشكيل مي دهد .
فلدسپار (Feldspar):
از فلدسپار براي جبران كمبود Al2o3 استفاده مي شود. عموما نقطه ذوب فلدسپار پايين است بطوريكه به سهولت به فرم ذوب شده شفاف (شيشه اي) در مي آيد ولي فلدسپار با ذرات درشت ديرتر ذوب مي شود. فلدسپار در ايران فراوان و كوبيدن آن آسانتر از سيليس مي باشد. در مورد انتخاب فلدسپار سعي مي شود حتما از فلدسپار هايي استفاده شود كه درصد آلومين آنها بالاتر از 18درصد باشد. فلدسپار تجزيه مي شود و اكسيد سيليس و آلومينا و اكسيد قليايي توليد مي كند. در مواقعي كه ناخالصي Al2o3در سيليس زياد مي شود فلدسپار حذف مي گردد. رطوبت فلدسپار بايد در حد 0.5 درصد و Al2o3آن درحد 18-20 درصد باشد. فلدسپار درحدود %2فرمول شيشه را
تشكيل مي دهد و دانه بندي آن بين 0.1تا 0.7 ميلي متر مي با شد.
آهک (Limestone) :
سنگ آهگ به عنوان منبع ايجادCao وتثبيت ميزان اكسيدكلسيم وهمچنين انعطاف پذيربودن شيشه به كار مي رود. وهمانطور كه مي دانيم Caoاز دولوميت نيز
تامين مي گردد به همين دليل ميزان استفاده از آهگ بايدباتوجه به مقدار دولوميت مورد استفاده تعيين گردد. آهگ تجزيه مي شود وco2 وCao توليد مي كند ونقطه ذوبCaoآن حدود 2572 است ولذا به همان صورت در شيشه مذاب باقي مي ماند وباعث قوام شيشه مي گردد. آهگ در حدود %2فرمول شيشه را تشكيل مي دهد.
دولوميت(Dolomite):
دولوميت از دو ماده مضائف كربنات كلسيم وكربنات منيزيم تشكيل مي شود ودراصل به عنوان جبران كننده اكسيد كلسيم درشيشه به كار مي رود.دولوميت در حدود %17.6فرمول شيشه را تشكيل مي دهدو دانه بندي آن بين 0.1 تا 0.2 ميلي متر
ميباشد.
اكسيد آهن(Rouge) :
اكسيدآهن براي جبران كننده آهن شيشه وهمچنين براي اكسيدكردن محيط كوره ورنگي كردن شيشه(سبز) از آن استفاده مي شود.
زغال :
اززغال براي احيا كردن محيط كوره وهمچنين براي تبديل سولفات سديم به سولفيد سديم استفاده مي شود.
نيترات سديم:
از نيترات سديم براي شفافيت شيشه هاي بيرنگ وهمچنين اكسيدكردن
استفاده مي كنند.
كبالت (COBALT) و سلنيوم(SELENIUM) :
ازكبالت براي آبي كردن واز سلنيوم براي صورتي كردن شيشه استفاده مي كنند.در صورت تركيب اين دو ماده با يكديگر مي توان شيشه هاي برنزي, دودي, مسي توليدكرد.
شيشه خورده ( كالت ) :
كالت شيشه اضافي است كه از توليد جدا شده ودوباره به مصرف ذوب مي رسد استفاده اصلي از كالت در شيشه باعث سهولت ذوب ويكنواخت شدن تركيب شيشه مي گردد. شيشه خورده يا كالت بين 25 تا %30 فرمول شيشه را تشكيل مي دهد.
خط توليد :
كوره :
در هر كوره چهار فرآيند زير بايد به خوبي انجام گيرد :
1- ذوب مواد اوليه
2- تصفيه مذاب
3- همگن سازي
4- كاهش دما
دما بعد از عبور مواد ذوب شده از سه فرآيند اول تا دماي لازم براي شكل دادن مذاب انجام مي شود. در هر مرحله نيازهاي آن مرحله مانند رعايت دماي مناسب و زمان اقامت در كوره و مخلوط شدن مواد بايد انجام گيرد. مراحل فوق بايد به ترتيب انجام شود. حجم اين كوره 1350 تن است .
ابتدا بچي كه از بچ پلنت مي آيد روي سطح بالايي مذاب فرستاده مي شود اين قسمت را داگ هاس (Dog House) مي نامند. اين قسمت بايد از عواملي مانند پراكندگي پودر بچ به وسيله جريان گازها و از تاثير مستقيم شعله مشعلها محافظت نمود.
ساختمان داگ هاس بايد در برابر شوكهاي حرارتي و پراكندگي ذرات مقاوم ياشد. معمولا داگ هاس در ابتداي كوره ها مي باشند. مواد داخل داگ هاس توسط چهار عدد بچ شارژر (Batch Charger) كه در زير داگ هاس قرار گرفته اند به داخل كوره هدايت
مي شوند. ديوار ابتداي كوره Back Wall و ديوار مقابل آن Front Wall نام دارد. در Front Wall يك مجراي باز جهت عبور مذاب قرار دارد كه به آن گلوگاه مي گويند. ديواره هاي كوره معمولا از آجرهاي نسوز ريخته گري AZS يا اكسيد كروم و
يا اكسيد تيتانيم مي باشد.
ديواره Side Wall داراي بلوكهايي با طول بيشتر از عمق مذاب شيشه است. ضخامت اين بلوكها 20-30 سانتي متر مي باشد. قسمت بالايي اين بلوكها كه در تماس با مذاب است اغلب عايق كاري نمي شود. اما قسمتهاي پاييني مانند كف كوره بايد به خوبي عايق شوند. عموما دماي ذوب بين 1100-1500 درجه سانتي گراد است.
مذاب شيشه از سمت بالا توسط مشعلهاي گازي يا گازوئيلي گرم مي شود. فضايي كه از طريق آن هواي لازم جهت احتراق وارد مي شود را پورت (Port) مي نامند كه ارتفاع آن 120-300 سانتي متر است . كوره اين كارخانه داراي پنج پورت مي باشد كه در
هر پورت دو مشعل گازي وجود دارد به عبارت ديگر هر طرف كوره داراي ده مشعل گازي مي باشد. اين مشعلها در طول كوره در قسمت Side Wall قرار گرفته اند كه
به نوبت هر بيست دقيقه كار مي كنند. 20 دقيقه مشعلهاي سمت چپ كار مي كنند بعد 20 دقيقه مشعلهاي سمت راست كار مي كنند . علت اين امر آن است كه اگر مشعلها يكسره كار كنند داغ شده و امكان ذوب شدن آنها وجود دارد به همين خاطر 20 دقيقه به نوبت خاموش شده و توسط هواي خنك , خنك كاري شده و بعد از 20 دقيقه شروع
به كار مي كنند.
موادي كه داخل كوره ريخته مي شوند نهايتا تا آخر پورت دو بايد ذوب شوند زيرا اگر مواد تا اين مرحله ذوب نشوند در هنگام ورود به حمام قلع به ديواره گير كرده و ايجاد مشكل در حمام مي كنند.
خط اصلی شیشه فلوت از قسمت های ذوب ،شکل دهی ،تنش زدایی ،برش و بسته بندی و سیستم خرده شیشه تشکیل شده است.
این مجموعه وظیفه سنگین و حساس ساخت شیشه با کیفیت بالا را از مواد اولیه به عهده دارد و در واقع قلب یک کارخانه شیشه است به طور کلی خط تولید به دو قسمت سرد و گرم تقسیم می گردد بخش اول قسمت داغ شامل شامل ذوب،فرم دهی و تنش زدایی است و بخش دوم سایر قسمت ها می باشد قسمت داغ بخش اصلی فرایند تولید شیشه فلوت است ثبات پارامترهای فراینددر این قسمت اساس تولید شیشه فلوت با کیفیت خوب است به همین دلیل سیستم کامپیوتری مناسبی جهت کنترل و نمایش پارامترهای فرایند در کلیه بخش های فرایند طراحی و نصب شده است قسمت سرد نیز مشتمل بر تعداد زیادی دستورالعمل هاست که بطور مستقل یا سیستم اتوماتیک ما را از یک تولید مناسب مطمئن می سازد جریان فرایند در خط اصلی تولید به شرح ذیل است:
بچ مخلوط شده که از مواد اولیه بچ هاوس آماده گردیده توسط تسمه نقاله به قسمت ذوب تحویل می گردد در این شرایط شیشه خرده به نسبت از پیش تعیین شده به بچ اضافه گردیده است.مجموعه بچ و خرده شیشه رابه داخل کوره هدایت می نمایند وارد می گرددکوره ها که معمولا با یک سوخت کار میکنند عمل ذوب را انجام می دهند .شیشه مذاب شفاف پس از یک سلسله واکنش های فیزیکی و شیمیایی در درجه حرارت بالا در کوره بوجود می آید این توده مذاب پس از تصفیه و همگن شدن به تدریج سرد شده سپس از طریق یک کانال به سمت حمام قلع حرکت می نماید در محل کانال دریچه ای جهت کنترل مقدار مذاب ورودی تعبیه شده است و شیشه مذاب به صورت یک شکل هندسی خاص در حمام قلع توزیع می گردد و به صورت تخت در می اید که توسط ابزار الاتی در داخل حمام قلع ضخامت سازی می گردد.ورقه شیشه سپس تا رسیدن به درجه حرارت مناسب سرد گشته در قسمت پایانی حمام قلع توسط غلطک برداشت به قسمت گرمخانه تنش زدایی وارد میگردد .به منظور کاهش دادن احتمال اکسیداسیون قلع مذاب که می تواند مشکلاتی را برای سطح شیشه بوجود اورد گازهای محافظ و یاخنثی کننده هیدروژن ونیتروژن با نسبت اختلاط مشخصی جهت کاهش فشار بخار اکسیژن بطور مداوم به حمام قلع وارد می گردد.
شیشه در گرمخانه تنش زدایی با دقت بر اساس رژیم حرارتی تعیین شده جهت آزاد نمودن تنش های اضافی در شیشه به حد قابل قبول کاهش داده می شوند درجه حرارت ورقه شیشه در پایان گرمخانه تنش زدایی در حد 90 درجه سانتی گراد است.
در قسمت سرد ، ور قه شیشه تحت برش های طولی و عرضی قرار گرفته و برش داده ، قطع و ضمن جدا شدن شتاب می یابد و در نهایت لبه ها حذف میگردد.شیشه برش یافته در خرک های جانبی بارگیری می گردند و در نهایت با لیفتراک یا جرثقیل به انبار محصول انتقال می یابند
فرایند و دستگاه های ذوب:
یکی از عملیات اساسی در تولید شیشه ذوب است و این بدان معنی است که مواد اولیه مخلوط بعلاوه خرده شیشه پس از ذوب در کوره تحت درجه حرارت بسیار بالا و با انجام یکسری واکنش های شیمیایی و فیزیکی بر روی آن بصورت یک توده همگن در می اید نظر به اینکه کیفیت شیشه تولیدی ارتباطی تنگاتنگی با ذوب مناسب دارد به این بخش بایستی توجه خاصی مبذول گردد .ذوب شیشه یکی از پیچیده ترین فرایند هاست بنابرین بدون اطلاع از تغییراتی که حین عمل ذوب حادث می گردد و شرایطی که تحت ان این تغییرات اتفاق می افتد بسیار مشکل خواهد بود که بتوان یک رژیم درست برای فرایند تعریف نمود و غیر ممکن خواهد بود که شیشه ای با کیفیت خوب تولید می شود.
بچ مخلوط در فرایند ذوب از خلال شرایط ذیل عبور خواهد کرد:
1- تغییرات فیزیکی :
گرم شدن مواد ،تبخیر رطوبت مواد،ذوب جداگانه مواد هریک از مواد ،تغییر ساختار کریستالسن و تبخیر بعضی از مواد
2- تغییرات شیمیایی:
ازادنمودن آب ساختمان کریستالین ،تجزیه برخی نمک ها ،واکنش بین مواد مذاب مختلف و تشکیل سیلیکات های الومینیوم ،مواجهه مذاب و اجرهای نسوز کوره
- فرایند ذوب معمولا به 5 مرحله تقسیم شده است
1) تشکیل سیلیکات های الومینیوم در درجات حرارت C °800-900
این مرحله با خصیصه تکمیل واکنش عمده بین مواد پودر شده،آزاد شدن گازهای مختلف در اثر این واکنش ،احاله این مواد از حالت جامد به حالت زینتر شده شامل سیلیکا و سیلیکاتهای مختلف مشخص گردیده است.
2) تشکیل مذاب در درجات حرارت °C1200-1250
با ادامه حرارت و بالا آمدن درجه حرارت در کوره مواد زینتر شده بتدریج ذوب می گردند سیلیس با سیلیکات ها واکنش داده و به صورت شفاف در می آید در این وضعیت شیشه مذاب نه تنها محتوی مقداری زیادی حباب از انواع مختلف می باشد بلکه هنوز توده ای ناهمگن می باشد.
3)عمل تصفیه در درجه حرارت°C 1400-1500
زمانیکه شیشه مذاب بدرجات حرارت بالا می رسد گرانروی شیشه کاهش یافته و حباب های قابل دید از ان خارج می گردند.
4)همگن سازی°C 1350-1450
تحت درجه حرارت بالا و در مدت نسبتا طولانی ترکیب شیمیایی شیشه با اختلاط بیشتر مواد مذاب یکنواخت تر و همگن تر می گردد با جابجایی طبیعی مذاب و نیز به کمک همزن های مکانیکی و نیز نفوذ مواد در یکدیگر ناهمگنی ها حذف وشیشه مذاب تبدیل به یک توده همگن می گردد که می توان با اندازه گیری ضریب شکست در نومنه های مختلف و نزدیک بودن این ضرایب ،همگنی راتعریف نمود.
5) سرد نمودن°C 1200-1350
به موجب نیاز فرم دهی ،شیشه مذاب به تدریج سرد گردیده تا به درجه حرارت دلخواه برسد معمولا درجه حرارت مذاب ورودی به کانال°C 1100 می باشد پنج مرحله فرایند ذوب که در بالا ذکر ان شد در عمل شاید نتواند بدقت یکی پس از دیگری به وقوع بپیوندد ولی هر مرحله متفاوت از مرحله بعدی است و ویژگی های خود رادارد در حالیکه این مراحل به شدت با هم ارتباط داشته و دریکدیگر ادغام شده اند برای مثال تشکیل سیلیکاتها و شیشه مذاب تصفیه و همگن سازی همه با هم اتفاق می افتند.
برای بچ شیشه سودا لایم سیلیکا که حاوی سولفات سدیم است تغییرات در هر درجه حرارت به شرح ذیل است:
1- در °C 100 از دست دادن رطوبت
2- در °C 400 سولفات سدیم شروع به واکنش در حالت جامد می نماید
3- در°C500 واکنش ذیل با ذغال اتفاق می افتد
4- در°C800 تجزیه کامل آهک صورت می گیرد
5- در°C855 کربنات سدیم ذوب میگردد
6- در°C855 سولفات سدیم ذوب گردیده در حالیکه Na2Sدر مذاب حل میشود.
7- زیر °C1100-900 واکنش ها شدید با تشکیل سیلیکاتها و شیشه همراه است
8- °C 1300-1200 واکنشهای مجدد اوتکتیک بین سولفات سدیم و مذاب صورت می پذیرد در حالیکه مذاب هم همگن می گردد.
امروزه تولید کنندگان شیشه اهمیت زیادی به پتانسیل اکسیداسیون و احیا و یا کنترل ردوکس در فرایند شیشه می دهند وتمرکز بروی بدست اوردن نتایج بهینه ای از ازاد نمودن گازها وهمگن سازی و غیره متمرکز گردیده تا بتوان شرایطی را ایجاد نمودکه امکان دستیابی به شیشه با کیفیت بالا و ذوب سریعتر و کاهش آلاینده های مضر برای محیط زیست و در نهایت افزایش عمر کوره ها فراهم گردد.
کنترل ترکیب مواد اولیه،دانه بندی و شرایط ردوکس کوره سه فاکتور کلیدی برای تولید شیشه فلوت است.
سولفات سدیم سه نقش اساسی و مهم در ذوب و تصفیه شیشه سودا لایم دارد
الف:به عنوان ماده فعال کننده سطح
مذاب سولفات سدیم دارای قابلیت روان شدن زیادی است و جهت پیش بردن فرایند ذوب بچ جامد و کمک به فرار حباب ها از مذاب نقشی موثر دارد .عمل سولفات همانند عمل ماده فعال کننده سطح که در شوینده ها بکار می رود باشد.
ب: اثر ایجاد توربولانس در سطح تلاقی
در درجات حرارت °C1326-1288 سولفات سدیم به گونه ای واضح در حضور شیشه شروع به تجزیه حرارتی می نماید.
قسمتی از ماده تجزیه شده (عمدتاً Na2O) می تواند ذوب شده و وارد شیشه مذابی گردد که به سمت تلاقی بین سولفات و شیشه مذاب جریان یافته و به داخل شیشه مذاب انتقال می یابد.چگونگی انتقال جرم نه نفوذ ساده است و نه جابه جایی بلکه یک نوع به هم خوردگی منحصر به فرد درسطح تلاقی است که با انتقال جرم با سرعت زیاد همراه است و باعث به هم خوردگی تنش سطحی بین سطح مایع گشته و همراه با آزاد شدن انرژی زیاد است که در نتیجه موجب کنوکسیون و بهم خوردگی شدید در کلیه سطوح مشترک گردیده و در نتیجه به صورت همزن و همگون ساز در مقیاس خرد عمل می تماید چنین اثری را نمیتوان از جریان کنوکسیون بر گشتی و یا کنوکسیون شیشه مذاب ،حباب زا ها و یا همزن مکانیکی در کوره بوجود آورد .تولید شیشه مرغوب بدون ا ین عملیات بسیار مشکل خواهد بود
-اثرات گازهای حاصل شده و همگن سازی
با رسیدن درجه حرارت به°C1455 فشار جزیی جرم تجزیه شده سولفات سدیم بالاتر و یا مساوی فشار معادل یک بار گردیده و شرایط کاملاً جدیدی را در مکانیزم تشکیل و صعود حباب های موجود در مذاب بوجود می آورد که با انتقال Na2O مذاب از قسمت های دارای Na2O بیشتر از مقدار Na2O در سرباره کوره می باشند همراه گشته(عمدتاً دانه های ریز سیلیس ) و سبب می گردد همزمان شیشه مذاب تصفیه و همگن سازی شود.
شیشه ای که از سولفور اشباع شده باشد ایجاد کف خواهد نمود این پدیده جوش مجدد نامیده می شودreboil و معمولاً با خود خطوط زرد رنگ به همراه دارد که حاصل تغییر ناگهانی در وضعیت ردوکس مذاب می باشد این پدیده تاثیر بیشتری بر روی شیشه اکسیده دارد تا شیشه احیا و بایستی حتی الامکان پائین نگه داشته شود و مذاب بایستی دارای حداقل سولفور باشد .کربن به صورت گرافیت ،ذغال سنگ یا پودر ذغال احیا کننده و جهت کنترل عدد ردوکس و برای تبدیل بخشی از سولفات به سولفاید مورد استفاده قرار می گیرد.کربن از دو محل وارد مذاب می شود ابتدا از سیلیس دولومیت و کربنات سدیم و غیره که معمولاً40% کربن اضافه شده می باشد تغییرات این مقدار کربن معمولا تاثیرات زیادی بروی فرایند میگذارد. بنابرین محتوی کربن این مواد بایستی کنترل گردد روشی بنامCOD وجود دارد که میتواند مقدار کربن موجود در مواد اولیه را اندازه گیری نماید منبع دیگر کربن ،کربنی است که به صورت های مختلف به مواد اضافه می گردد .
مجموعه کربن حاصل از دو منبع فوق بایستی عدد ردوکس را در بچ تامین نماید
بایستی توجه داشت که چنانچه در کوره مقدار زیادی هوای اضافه وجود داشته باشد که سریعاً حرارت داده شده و به درجات حرارت بالا برسد مقداری ازکربن قبل از ترکیب با سولفات سدیم سوخته و به خارج می رود ویا اگر چنانچه کربن به صورت همگن با مواددیگر مخلوط نشده باشد همین فرایند به وقوع می پیوندد دانه بندی های متفاوت برای کربن و انواع مختلف ان رفتارهای متفاوتی در ذوب نشان می دهند که از ان جمله توانایی باقیماندن حتی در شرایط درجه حرارت بالاست برای مثال پودر ذغال توانایی باقیماندن بیشتری از پودر ذغال سنگ دارا باشد .باید توجه داشت که نوع کربن و دانه بندی و یکنواختی ان در بچ مطلب درخورتوجهی است
به همین دلیل جایگزینی کربن با سرباره کوره های ذوب آهن بنام کلومایت تقریباً مصرف بین المللی یافته است.
کلومایت دارای %1-8/0 یون سولفور دو ظرفیتی در خود دارد و بقیه آن از اکسید هایی است که معمولاًدر شیشه وجود دارند این ماده براحتی ذوب شده و به صورت همگنی مخلوط می گردد و نتایج خوبی در ذوب و تصفیه شیشه بدست می دهد.
تصفیه و همگن سازی در شیشه مذاب:
تصفیه و همگن سازی شیشه مذاب از مراحل مهم فرایند شیشه سازی است که تاثیر زیادی به روی شکل دهیو کیفیت شیشه نهایی دارد گازهای متعددی در شیشه مذاب وجود دارند که دارای اشکال مختلف می باشند .حبابهای قابل رویت ،در حالت حل شده و درحال ترکیب شده با مذاب. فرایند تصفیه عبارت است از حذف حباب های قابل رویت از شیشه مذاب .این در واقع بدین معناست که بین گاز داخل حباب و کوره ایجادتعادل نموده و یا اماکاناتی فراهم آورد که حباب های ریز به سمت سطح مذاب صعود نموده و آزاد شوند اندازه حبابها و گرانروی شیشه عوامل کلیدی در صعود حبابها می باشد براساس قانون استوک سرعت صعود حباب متنایب است با مجذور قطر حباب و معکوس ویسکوزیته شیشه مذاب همانگونه که در معادله ذیل آمده است.
-----------------------------------------------
=V سرعت صعود حباب بر حسب سانتیمتر بر ثانیه
=g شتاب ثقل برحسب سنتیمتر بر مربع ثانیه
=dglass چگالی شیشه برحسب گرم بر سانتمتر مکعب
=dgas چگالی گاز برحسب گرم بر سانتمتر مکعب
=r شعاع بر حسب سانتیمتر
h= ویسکوزیته شیشه برحسب گرم برسانتیمتر ثانیه
عمل تصفیه و همگن سازی مذاب با عملیات ذیل حاصل میگردند:
- طولانی نمودن زمان ذوب
- بالا بردن درجه حرارت برای تصفیه
- افزودن مواد تصفیه کننده
- هم زدن مکانیکی
بالا بردن درجه حرارت بطور موثری ویسکوزیته شیشه را کاهش میدهد و فرایند صعود حباب را با سرعت بیشتری انجام می شود.
مواد تصفیه کننده با تجزیه در داخل بار مذاب در درجه حرارت بالا و ایجاد مقادیر قابل توجهی حباب که با حل شدن در مذاب ،مذاب را به صورت اشباع در آورده و سپس از مذاب جدا می شوند .فرار همزمان گاز از ماده تصفیه کننده ونیز گازهایی که در مذاب حباب وجود دارند به یکدیگر پیوسته و باعث بزرگتر شدن قطر حبابها گردیده و فرایند تصفیه را سرعت می بخشند یکی از موثرترین راه های تصفیه شیشه مذاب بالابردن حرارت و کاهش ویسکوزیته و همزدن مذاب به شکل مکانیکی است.حبابهای بسیار ریز نیز می توانند نقش همزن را ایفا نمایند بدین ترتیب که حباب های ریز با جابه جانمودن لایه های شیشه مذاب غیر همگن و نازک سازی لایه ها و در تماس در آوردن آنها فرایند همگن سازی را سرعت می بخشند.
ساختمان کوره:
ساختمان هندسی کوره ذوب شیشه
الف- سطح ذوب:سطح ذوب و تصفیه معمولاً جهت تعریف ظرفیت ذوب برهرمترمربع بکار میرود.سرعتذوب در یک کوره ذوب شیشه به موارد زیر بستگی دارد:
1-شدت حرارت دهی
2-درجه حرارت ذوب
3-نوع خوراک دهی
4-جابه جایی مذاب در کوره
5- قابلیت بچ برای ذوب شدن
توزیع دما در کوره از نمای بالا
توزیع دما از رو به رو در هنگامی که مشعل های سمت چپ کوره در حال سوختن است
ب- نسبت طول به عرض بخش ذوب:این نسبت براساس فاکتورهای ذیل تعیین میگردد
1- تجربه
2- نوع حرارت دهی
3- نوع خوراک دهی
4- نوع ساخت سقف کوره
طراحی استاندارد دهانه پورت ها و بکارگیری مشعل های گاز و یا نفت سوز می تواند احتراق کامل سوخت و انتقال حرارت شعله به بچ را تضمین نماید.ماکسیمم عرض استفاده شده تاکنون حدود12 متر است و عملکرد کوره با اندازه حداکثربا پیش شرط های ذیل است:
1- ساختمان سقف که بتواند ثبات کوره را تضمین نماید.
2- امکان پوشش دهی شعله به عرض کوره میسر باشد.
ج-عمق مذاب:
عمق شیشه مذاب در کوره تاثیر زیادی بر روی درجه حرارت کف کوره و چرخش و جا به جایی مذاب در کوره دارد. تغییرات ناچیز در عملیات ،کوره کوچکتررا به مراتب بیشتر از کوره بزرگ تحت تاثیر قرار می دهد.
د-قسمت پیش ذوب:
قسمت پیش ذوب شامل قسمت خوراک دهی یا به اصطلاح داگ هوس و بخشی از خوراک دهی تا محور پورت اول ادامه می یابددرطراحی ساختمان این بخش بایستی موارد ذیل را در نظر باشد:
1- ساختمان دیواره جلویی: در صورتی که دیوار از نوع معلق باشد از نقش های گدازش و کمک ذوبی آن به خوبی استفاده می شود
2-قابلیت تبخیر و ذوب بچ:در صورتی که بچ خواص قانع کننده ای داشته باشد بخش پیش ذوب بزرگتر می تواند نتایج صرفه جویی انرژی خوبی در بر داشته باشد و بدیهی است این امر نتایج برای ریجنراتورها فوایدی را نیز دربر داردتا آنجا که واکنشهای سیلیکاتها می تواند قبل از پورت یک تا حد امکان در مذاب به وجود آید
3-عرض کوره ذوب:در کوره های کم عرض طول بخش پیش ذوب می تواند طولانی تر شود بطوریکه بچ میتواند زمان واکنش کافی داشته باشد.
جریان فرایند و دستگاه های اصلی در قسمت ذوب
جریانات فرایند قسمت ذوب به ترتیب ذیل است: بچ به قسمت مخزن نهایی با تسمه نقاله تحویل می گردد و سپس به مخزن دوگانه که بچ را به تغذیه دهنده(batch feeder ) وارد میسازد و از انجا وارد کوره می شود سپس مراحل ذوب ،تصفیه و همگن سازی را طی می کند و از طریق کانال از روی لبه ای از قسمتی به نامspout به حمام قلع وارد می گردد دستگاه های اصلی قسمت ذوب عبارتند از : تغذیه دهنده،کولر های شناور گلوگاه،همزن های مذاب ،سیستم احتراق که به شرح آنها می پردازیم
1-خوراک دهی:
نیازهای خاصی را خوراک دهی بچ به قسمت کوره به شرح ذیل ایجاب می نماید:
أ- بچ بایستی تشکیل لایه نازکی را به طور یکنواخت که کل سطح ذوب را فرا گیرد بدهد تا با دریافت تشعشعات از شعله به فرایند ذوب سرعت بدهد
ب- لایه های بچ بایستی به سرعت به سمت جلو حرکت نموده و خط کف (foam line) را در فاصله مشخصی ثابت نگه دارد .
ت- مقدار خوراک دهی بایستی معادل برداشت شیشه مذاب باشد تا سطح مذاب همواره ثابت باقی بماند .نوسانات سطح مذاب مشکلات زیادی را بوجود خواهد آورد.
ث- ارتفاع ریزش بچ نبایستی تا از ریزش و پراکنده شدن بچ به اطراف جلوگیری به عمل آید.
فرایند شکل دهی شیشه فلوت
فرایند فلوت یا شیشه شناور به معنای روشی جهت ساخت شیشه تخت بر روی سطح قلع مذاب می باشد.ظهور این فرایند همانند یک انقلاب در صنعت شیشه تخت دنیا محسوب میگردد بطوریکه ساخت سنتی شیشه تخت را دگرگون نمود و تصویری متفاوت از ساخت شیشه تخت ارائه نمود در حال حاضر فرایند فلوت اولویت جهانی یافته است.
در برخی کشورها بازدهی شیشه فلوت تقریبا80% کل تولید شیشه تخت و حتی تا 100% دنیا را شامل می شود.
مزایای فرایند شیشه فلوت:
فرایند فلوت روش پیشرفته تولید شیشه تخت در مقایسه با سایر روشها است و دارای مزایای ذیل است
الف:کیفیت کامل شیشه:
این مطلب به عنوان یک حقیقت شناخته شده است که در هر فرایند تولید شیشه تخت نیروی کشش سطحی مخصوصاً نیروی کشش سطحی شیشه به عنوان نیروی اصلی عمل می نماید .زمانیکه شیشه مذاب در فرایند شکل دهی سرد می گردد نیروی کشش سطحی شیشه مذاب سبب بو جود آمدن یک سطح نرم و تخت می شود.
مشکل کلیدی و مهم این است که در فرایند های قدیمی نیروی کشش سطحی نمی تواند نقش کامل خود را در بوجود آمدن سطح نرم و تخت در محدوده درجه حرارت شکل گیری شیشه ایفاء نماید.برای مثال در روش فورکلت در زمان و مسافت کوتاه از دهانه دبی توز[1] تا اولین زوج غلطک های نسوز قسمت ماشین درجه حرارت از°C 900 به°C 500 کاهش می یابد که حدود °C 400 را شامل می شود در این مورد نیروی کشش سطحی شیشه نمی تواند کاملاً عمل نماید .مضافاً اینکه به منظور تثبیت لبه های ورقه شیشه سرد می شود که به نوبه خود سبب اختلاف درجه حرارت زیادی در عرض ورقه شیشه گشته و در نهایت منجر به اختلاف گرانروی یا ویسکوزیته می شود.همزمان با سرد شدن،ورقه شیشه به طور غیر همگنی سرد خواهد شد و بروز موج و اختلاف ضخامت در عرض شیشه پدید خواهد آمد .فرایند فلوت بصورت کاملی براین مشکلات فائق آمده است .از آنجائیکه شیشه فلوت بر روی بستر قلع مذاب که سطحی آئینه ای دارد شکل می پذیرد و وزن شیشه مذاب نیز توسط مذاب قلع تحمل میگردد ضرورتی به سرد کردن شیشه جهت افزایش ویسکوزیته وغالب آمدن به نیروی وزن نمی باشد .بنابراین کاملاً امکان پذیر خواهد بود که درجه حرارت شیشه را یکنواخت نگه داریم و سبب شود ورقه شیشه انقباض یکنواختی پیدا نماید که در نتیجه ورقه شیشه دارای سطحی فوق العاده صاف می گردد که می توان آن را با شیشه ای که از فرایند سایش و صیقل به دست می آید مقایسه نمود .اختلاف ضخامت در عرض شیشه فلوت به مقدار حداکثر 1/0 میلیمتر است که به هیچ وجه با سلیر فرایند های قابل دستیابی نیست.شیشه فلوت قادر بوده است به طور کامل شیشه صیقل شده را [2] جایگزین نماید. شیشه فلوت را می توان سکوریت،طلق دارو دوجداره نمود که برای مصارفی از قبیل صنایع اتومبیل،هواپیما سازی،قطار و ساختمانهای بلند بکار گرفت.
ب:سرعت کشش و ظرفیت تولید بالا:
سرعت کشش شیشه با ضخامتmm 3 در فلوت 700تا 900 متردر ساعت و با ضخامتmm2 متر در ساعت است.در حال حاضر ظرفیت تولید فلوت بزرگ 700-500 تن در روز است و بالاترین ظرفیت فلوت می تواند تا 1000-900 تن در روز هم برسد که تقریباً معادل ظرفیت سه کوره روشهای قدیمی یا 9 عدد ماشین فورکلت در هر کوره می باشد .این تفاوت بدین معناست که در شیشه فلوت بیشترین راندمان و کمترین هزینه قابل دستیابی است.
ج: تولید شیشه فلوت به معنای یک کوره و یک خط تولید است .بنابراین به آسانی مکانیزه و اتوماتیک نمودن تولید امکان پذیر است بطوریکه یک مرکز کامپیوتری می تواند کل خط را اداره نماید .شیشه فلوت از جانبی به معنای استفاده از نیروی انسانی کمتر است،راهبری خط آسان و شرایط راهبری بهتر است.ولی بهرحال بایستی توجه داشت که تولید شیشه فلوت نیاز به ثبات شرایط راهبری، ثبات سطح بار ،ثبات درجه حرارت و فشار دارد.
د:با شیشه فلوت امکان ساخت محدوده وسیعی از ضخامت شیشه بسیار نازک 7/1 تا 1/1 میلیمتر و بسیار ضخیم 25 تا 30 میلیمتر را تولید نماید.به زبانی دیگر محدوده ضخامت های قابل تولید با فرایند فلوت از1/1 تا 30 میلیمتری می باشد .عرض شیشه تولیدی با روش فلوت معمولاً 5/4تا5/3 و حداکثر 6/5 متر و حداکثر ابعاد قابل تحویل6*3 یا 6*4 مترمربع و یا حتی بزرگتر میباشد.
ویژگیهای ترکیبات شیمیایی شیشه:
به سبب شرایط خاص شکل دهی ،شیشه فلوت نیازمند ترکیبات شیمیایی خاصی است .برای مثال اتمسفر حمام قلع بایستی احیاء کننده باشد این بدان معناست که شیشه نبایستی خود دارای اکسید های عناصر احیاء کننده مانند آرسنیک ،سرب،آنتیموان و مس و غیره باشد. این اکسید ها به سرعت در حمام قلع احیاء گردیده و عناصر فلزی آزاد می نمایند و یا شیشه شفافیت خود را از دست می دهد .بعلاوه اکسید سولفور در اتمسفر حمام قلع با آهن شیشه ترکیب گردیده و تشکیل سولفاید آهن می دهد .بعلاوه اکسید در اتمسفر حمام قلع با آهن شیشه ترکیب گردیده که شیشه را به سمت رنگ سبز می برد که در نتیجه آن عبور نور از آن کاهش می یابد بنابراین محتوی Fe2O3 در شیشه نبایستی بیش از 1/0 % باشد.
به منظور شتاب بخشیدن به سرعت کشش شیشه فلوت توصیه میشود مقادیر اکسیدهای به شکل ذیل لحاظ گردد:
1-نگه داری CaO در مقدار بالا:
CaO یکی از اجزاء اصلی شیشه می باشد که می تواند سرعت ذوب را بالا برده و مقاومت شیمیایی مکانیکی شیشه را بهبود ببخشد.با وجود اینکه CaO شیشه را به سمت کریستالیزاسیون هدایت می کند تحت شرایط دما بالا CaO می تواند ویسکوزیته شیشه و بوجود آوردن شرایط مطلوب برای سرعت های بالای کشش نوار شیشه می باشد تحت شرایط دما پایین CaO در شیشه نبایستی خیلی بالا باشد اگر مقدار آن بالای 10%باشد باعث افزایش شکنندگی در شیشه و کاهش استحکام مکانیکی در شیشه میشود.
2- نگهداری MgO در مقدار متوسط:
MgO می تواند پایداری شیمیایی و استحکام مکانیکی شیشه را بهبود و روال کریستالیزاسیون را کاهش دهد و همچنین پایداری حرارتی را بهبود می بخشد .وقتی دما بالا تر از°C1200 باشد قادر به کاهش ویسکوزیته شیشه است وقتی دما مابین °C 1200-°C900 باشد باعث افزایش ویسکوزیته و هنگامی که دما کمتر از °C900 است می تواند ویسکوزیته شیشه را کاهش دهد.
3- نگهداری Al2O3 در مقدارپایین:
Al2O3 قادر به کاهش روال کریستالیزاسیون است و سرعت کریستالیزاسیون ،ضریب انبساط حرارتی شیشه بخاطر پایداری حرارتی و استحکام مکانیکی بهبود می یابد.اما اگر Al2O3 بالا باشد دیگر قادر به ذوب و زمان پالایش صحیحی نخواهیم بود این مساله برای استحکام مذاب شیشه بدلیل افزایش ویسکوزیته مضر خواهد بود.
4-نگهداری آهن در مقدار کم:
اکسید فریک یک نوع از ناخالصی ها می باشد و باعث رنگی شدن شیشه می گردد ،FeO باعث فیروزه ای[3] شدن شیشه می گردد Fe2O3 شیشه رازرد مایل به سبز [4]می سازدوFe3O4 شیشه را سبز رنگ می کند به طور عمومی Fe در شیشه به صورت Fe2O3 و FeO موجود است . FeOتاثیر بالایی در رنگ نسبت به Fe2O3 دارا می باشد بویژه در فرایند فورمینگ زیرا H2 نیز وجود دارد
بنابراین مقدار Fe در شیشه فلوت بایستی دقیق تر مد نظر باشد. در نهایت مقدار Al2O3 نبایستی بالاتر از 8/1% باشد مقدار CaOوMgO بایستی از شیشه غیر فلوت بالاتر و مساوی یا بزرگتر از 12 در صد باشد و در نهایت اکسید فریک نبایستی از 15/0% تجاوز کند.
معمولترین محدوده ترکیبات شیمیایی شیشه فلوت به شرح زیر است:
|
اکسید |
SiO2 |
Al203 |
CaO |
MgO |
NA2O+K2O |
Fe2O3 |
SO3 |
|
درصد |
5/72-5/71 |
8/1-1 |
9-8 |
4-5/3 |
14-5/13 |
15/0-1/0 |
0.3 á 0 |
طبیعت قلع: قلع مذاب محیطی است که بایستی بار شیشه را تحمل نماید و شیشه به تدریج روی آن سرد گردیده و تشکیل ورقه شیشه را می دهد .در این فرایند قلع همیشه در تماس با شیشه می باشد و نقش مهمی را ایفاء می نماید. قلع فلزی است بارنگ سفید نقره ای و دارای سطحی براق می باشد.قلع دارای سه نوع کریستال است قلع خاکستری (قلع α)،قلع سفید(قلع )وقلع عدسی (قلع ) .قلع سفید در درجات حرارت C ° 160-18 پایدار است.زیر درجه حرارت C °18 به تدریج به قلع خاکستری و سپس به پودر سفید تبدیل می گردد این پدیده به اپیدمی قلع معروف است.به منظور پرهیز از این پدیده توصیه می شود قلع را در درجه حرارت بالای C °18 انبار نگهداری نمایند.
جنبه مهندسی حمام قلع:
پیش از اینکه به شرح کامل این قسمت پرداخته شود خلاصه ایده های طراحی و مهندسی این بخش ارائه میشود. پس از بدست آوردن یک مذاب همگن و هموژن که تمامی فرایند کوره ای خود را طی نموده و آماده شکل دهی است از طریق کانالی که در آن دمپرهایی جهت کنترل مذاب وجود دارد با مقدار فلوی مشخصی وارد حمام قلع میشود. حمام قلع شامل ساختمانی با پوسته فلزی که بیش از 50 متر طول و عرضی در حدود 4 تا8 متر و ارتفاعی در حدود4 متر دارد که شامل سقف کاذبی است که از آجر نسوز در قسمت نزدیک به شیشه ساخته شده است در قسمت سقف کاذب المنتهای برقی از جنس سیلیکون کارباید وجود دارد که جهت گرم نمودن این بخش به کار میرود گاز های نتیروژن و هیدروژن از قسمت بالایی سقف کاذب وارد و از سوراخ هایی که جهت ارتباط قسمت بالایی و پایینی تعبیه شده وارد قسمت نسوز چینی شده، می گرددعلت این امر این است که این گاز ها در قسمت بالایی باعث خنک کاری قسمت هایی برقی شده و در قسمت پایین جهت ایجاد یک فشار مثبت جهت جلوگیری از ورود اکسیژن از محیط به این قسمت وارد میشود مقدار این گازها به نسبت 95% گاز نیتروژن به عنوان گاز خنثی و 5%هیدروژن جهت واکنش با ورود مولکولهایی که محتملاً از دریچه های حمام قلع قصد ورود به داخل را دارند وارد میشود در صورت افزایش مقدار هیدروژن احتمال انفجار است .مولکولهای اکسیژن در صورتی که اجازه بیابند به داخل وارد شوند باعث واکنش با قلع شده و تشکیل اکسید قلع داده و به شیشه می چسبند و شیشه را عیبدار می نمایند. حدود 100 تا 300 تن قلع به حمام قلع تزریق میشود این مقدار بستگی به بزرگی حمام قلع دارد ارتفاع قلع مذاب در حدود 7تا 11 سانتیمتر در کف حمام قلع است پس از اینکه مذاب با دمای حدود °C 1100-°C1050 وارد حمام قلع شد بروی مذاب قلع به صورت یک پیازچه پخش میشود . در مرحله بعد از طرفین حمام قلع از دستگاه هایی به نام تاپ رولر برای شکل دهی شیشه استفاده می شود که دارای یک چرخ دنده در سر خود هستند و وارد نمودن نیرو در طرفین باعث کشش شیشه میشوند که در جای خود مفصلاً توضیح داده میشود پس از شکل گیری در قسمت های انتهایی حمام قلع شیشه در حال صلب شدن است از کناره های حمام قلع کولرهایی جهت خنک کاری شیشه که آب در آنها جریان دارد به صورت متقارن وارد شده اند و در نهایت شیشه با °C 600 وارد قسمت آنیلینگ میگردد.
حمام قلع:
شیشه فلوت در حمام قلع شکل می بابد . در فرایند شکل گیری چهار مرحله تشخیص داده می شود جریان شیشه مذاب به حمام قلع ،پخش شیشه مذاب ،صیقل یابی و کشیدن.
ویژگیهای عمده حمام قلع: همانگونه که از نام آن پیداست حمام قلع مخزنی است که قلع مذاب در آن جای گرفته و وجود آن یکی از لوازم فرایند فلوت است و شرایط لازم را برای شکل گیری شیشه فلوت فراهم می نماید.درجه حرارت کار آن در محدوده °C1070 -°C600 است تحت این درجه حرارت قلع به آسانی اکسیده می شود .جهت نگهداری قلع مذاب در شرایط سطح صاف و صیقلی بایستی شرایط احیاء بطور دائم دا داخل حمام بر قرار باشد .فضای حمام پر از گازهای محافظ اتمسفر است و اتمسفر آن را کمی بالای فشار اتمسفر نگهداری می نمایند.حمام قلع بصورت صد در صد بسته و آببندی می باشد انتهای حمام قلع بایستی برای خروج شیشه باز باشد بنابراین فضای حاکم تا حد امکان در کلیه قسمتهای آن بسته می شود .حمام قلع مجهز به سیستم گرم کننده های الکتریکی است تا درجه حرارت عملیات تامین گردد.حمام قلع همچنین مجهز به سیستم سرد کننده است و یک مجموعه سرد کننده که به داخل حمام وارد گردیده نیازهای سرمایشی را تامین می نماید. سیستم خنک کننده هوا نیز جهت خنک نمودن اسکلت زیر حمام قلع تعبیه شده است هدف از سرمایش ابتداً کاهش تشعشعات و نهایتاً جهت ایمنی و مطمئن سازی بدنه حمام قلع می باشد . در خلال سیکل عملیات،هوای خنک کننده کف حمام نبایستی قطع گردد زیرا که در این صورت امکان ایجاد خوردگی در بسترهای کف حمام توسط قلع مذاب وجود دارد.
ساختمان اصلی حمام قلع:
در حمام قلع شیشه مذاب تبدیل به نوار شیشه شده که در آن عرض و ضخامت شیشه انجان می گیرد حمام قلع بایستی دارای تجهیزات ایمنی برای عملیات شکل دهی[5] و غیره باشد حمام قلع به سه منطقه تقسیم می شود:
1- منطقه دما بالا ،2- منطقه دما متوسط،3- منطقه دما پایین که در هر قسمت بسته به نیاز تعدادی المنت برقی جهت ایجاد گرمایش در زمان راه اندازی[6] و گرم نگه داشتن در هنگام تولید آزمایشی و تنظیم دما در زمان تولید لازم است.
قسمت ورودی[7] :
ساختاری را که کوره را به حمام قلع مرتبط می سازد بنام قسمت ورودی می نامیم که شامل کانال و لبه ورودی [8]است .ایمنی و کنترل دریچه تنظیم مذاب[9] و المنت های حرارتی در قسمت بالای کانال قرار داده شده است .
دمپر ایمنی مذاب[10] :
که از جنس فولاد ضد حرارتCr2ONi80 ساخته شده است و در جلو کانال مذاب به حمام قلع نصب شده و نقش آن اینست که در شرایط اضطراری به طورکامل جلو بار مذاب را سد نماید در شرایط معمولی تولید این دمپر به صورت معلق در بالای کانال قرار داردو باشیشه مذاب تماسی ندارد .این دمپر فقط برای زمان اضطراری و یا تعویض آجر لیپ استون است زمانیکه عملیات برای زمان طولانی متوقف میگردد،ویسکوزیته شیشه در دو طرف این در به دلیل افت حرارت افزایش می یابد و جهت بالا کشیدن این دمپر فلزی بایستی با یک گرمکن برقی شیشه مذاب حرارت داده شود.اگرچه این دمپر از جنس استنلس استیل ضد حرارتی است ولی ممکن است بدلیل اینکه مدت زیادی در معرض حرارت بسیار بالا قرار بگیرد دفرمه یا سطح آن اکسید شود بنابراین در مکانی بایستی قرار بگیرد که در معرض مستقیم شعله نباشد.
اپراتور قسمت شکل دهی مسئول بالا پایین بردن این دمپر است که میتواند با مکانیزم های متفاوتی حرکت نماید .
دمپرکنترل کانال[11]:
این دمپر در انتهای کانال و در فاصله کمی از دریچه ایمنی قرار گرفته است که از مواد با مقاومت با حرارتی بالا و دارای مقاومت در برابر فرسایش و مواد با دانسیته بالا می باشد.در فرایند تولید جریان شیشه مذاب تحت تاثیر فشار کوره ،دما و سطح شیشه مذاب تغییر می یابد که به خاطر تضمین جریان پایدار برای شکل دهی در حمام قلع لازم است اگرچه این دمپر از مواد ضد فرسایشی[12] است ولی بخاطر تماس ثابت با جریان مذاب شیشه دارای خوردگی بالایی است که الزام به تعویض آن است معمولاً هر 10 ماه نسبت به تعویض آن اقدام میشود.هنگامی که نسبت به قطع نوار اقدام میشود بدلیل جلوگیری از ترک خوردگی آن و آجر لیپ استون المنهایی در اطاف آنها نصب شده که از تغییر ناگهانی دما جلوگیری به عمل می آورد.این دریچه معمولاً از جنس فیوزسیلیکا ساخته می شود .قسمت کنترل مکانیکی و میله نگهدارنده آن در بالای سر کانال قرا گرفته است.قسمت تحتانی این در نسوز بداخل بار مذاب فرو می رود کنترل این دریچه بصورت اتوماتیک یا دستی امکان پذیر است.
نیم برش محل اتصال کوره(سمت چپ) به حمام قلع(سمت راست) توسط کانال با تجهیزات آن
کف حمام :
کف حمام از آجر نسوز و محفظه فلزی تشکیل می شود.
قسمت تحتانی حمام قلع:
آجرهای پیوینگ[13] بوسیله پیچ های ثابت نگه دارنده (---------عکس) بروی ورقه استیل[14] در زیر حمام قلع ثابت می گردند که توسط چهار پیچ به کف حمام متصل می گردند.قلع دارای میل نفوذی بسیار زیادی می باشد بنابراین هنگامی که تمام اتصالات بلوک را در کف حمام دربرگرفت بلوک های کف حمام نیروی شناوری بزرگی را تحمل می نمایند بنابراین ما نیاز به ابزاری قوی برای حفاظت از پیچ های عمودی و مستحکم نگه داشتن جوش ها لازم داریم مواد Ramming با خواص فوق العاده می بایست مابین سوراخ های بلوک های کف و پیچ های ثابت نگهدارنده را پر نمایند که بدینوسیله از تماس قلع مذاب با پیچ ها جلوگیری به عمل آید.همزمان بخاطر کاهش خوردگی پیچ ها بوسیله قلع مذاب در کف،بعضی کارخانجات از واشرهای گرافیتی در ته پیچ ها برای محافظت از آن استفاده شده است.ضریب انبساط برای مواد ramming در سوراخ های پیچ بایستی منطبق با ضریب انبساط بلوک های کف برای جلوگیری از فشرده شدن در مدت گرم کردن کوره باشد زیرا تفاوت در ضریب انبساط مشکلات عدیده ای را به دنبال خواهد داشت.
قسمت فوقانی حمام قلع:
قسمت فوقانی از یک سقف نسوز و یک محفظه فلزی تشکیل یافته است سقف حمام جهت تامین گرمای لازم در حمام مجهز به گرم کن های برقی است.
سیستم گرمایشی الکتریکی:
شکل گیری شیشه در حمام قلع یک فرایند سرد نمودن بطورکلی نیازی به حرارت دادن ورقه شیشه نیست ولی وجود سیستم گرمایش بدلایل کاربردی ذیل لازم است
الف: در شروع عملیات گرم کردن حمام از درجه حرارت اطاق به درجه حرارت عملیات
ب: در خلال عملیات معمول تنظیم درجه حرارت به موجب نیاز های فرایند
ج:زمانیکه عملیات جهت تعویض سنگ ورودی مذاب (لیپ استون) و یا در جریان کنترل مذاب ویا جهت امور نگهداری متوقف میگردد روشن نمودن هیترهای برقی برای رساندن درجه حرارت حمام به حد لازم ، ضرورت می یابد. برای هر بخش حرارتی سیستم گرمایش الکتریکی به صورت جداگانه وجود دارد.
سیستم گرم کن های الکتریکی از الکترودهای سیلیکون کارباید سه فاز می باشد سیلیکون کارباید از کریستال های بسیار خالص SiC تشکیل شده است که مقاومت آن با درجه حرارت تغییر می کند،مقاومت آن در درجه حرارت بالاتراز°C 900 به یک مقدار حداقل میرسد.زمانیکه درجه حرارت زیر °C 900 است مقاومت با افزایش درجه حرارت کاهش می یابد. وقتی که درجــــه حرارت بالاتر از
°C 900 است مقاومت با افزایش درجه حرارت افزایش می یابد.
همزمان با بالارفتن زمان استفاده از این الکترودها مقاومت آنها افزایش می یابد ان پدیده سنتی به دلیل تغییر ساختمان کریستالین SiC است که با اکسیداسیون و تغییر تدریجی SiC به SiO2 صورت می پذیرد عمر مفید این الکترودها به مقدار زیادی بستگی به نوع اتصال الکتریکی ،اتمسفر حمام قلع و بار سطحی دارد.
سینه کش حمام قلع[15]:
دو جانب حمام قلع ،قسمتی که بین سقف وکف حمام قلع قرار دارد سینه کش حمام قلع نامیده می شود . ساختمان این دیواره ها بایستی متناسب با فرایند شکل گیری ورقه شیشه اجرا شوند در ساخت این دیواره ها بایستی دریچه هایی برای ورود تجهیزات عملیاتی از قبیل تاپ رولر ها ، کولر ها و... درنظر گرفته شود.بنابراین این دیواره ها انعطاف کافی برای عملیات داشته و آّب بندی نمودن آن آسان می باشد. بعلاوه سیستم های پایشی مانند دوربین های مدار بسته ،ترموکوپل ها و لوله های اندازه گیری فشار و دریچه های بازبینی و غیره در این دیواره ها پیش بینی شده اند.
سینه کش ها بسیاری از امکانات فرایند را در خود جا داده است و لذا بایستی به خوبی آب بندی شوند .همچنین حین عملیات نیز بایستی این قسمت ها از نظر بسته بودن کاملاً تحت کنترل قرار گیرند.
ساختمان خروجی حمام قلع:
در انتهای حمام قلع یک دریچه از جنس فولاد ضد حرارت که به قاب خود تکیه داشته قسمت خروجی حمام قلع را کاملاً مسدود می کند این عمل قبل از شروع و پس از توقف تولید مورد استفاده قرار می گیرد .در شرایط عملیات عادی دریچه ،در حداقل خود بازنگه داشته می شود و مقدار آن بر اساس اینکه چه ضخامتی ساخته میشود یا مقدار فشار در حمام قلع چقدر است،تنظیم میشود.
دستگاه های شکل دهی حمام قلع:
تاپ رولر
تاپ رولر ها یکی از اجزای اصلی برای فرایند شکل دهی در شیشه فلوت می باشند که جهت اطمینان از عرض مورد نیاز و ضخامت ورقه شیشه از آن استفاده میشود.قسمتهای اصلی آن عباتند از پایه ،موتور،دنده ، شفت و سر تاپ رولر[16] با قابلیت تنظیم بالاوپائین یا چپ و راست که بطور مرسوم بطور افقی قابل تغییر می باشند. پیش بینی تنظیم سرعت بایستی بالا باشد که میتواند برای مدت طولانی در فشار کاهنده و دما بالا مورد استفاده قرار گیرد .برای خنک کاری و نچسبیدن شیشه به سر تاپ رولر باآب رفت و برگشتی خنک می گردد . در خلال عملیات تولید این غلطک ها در دو طرف حمام قلع به صورت قرینه قرار گرفته و به صورت جفت بوده و دارای تنظیم مشابه است زمانیکه شیشه نازک (زیر 6 میلیمتر) ساخته میشود افزایش سرعت غلطک های گرمخانه[17] تنش زدایی می تواند ضخامت را کاهش دهد نقش تاپ رولر این است که یک نیروی عرضی بر روی شیشه مذاب در قسمت داغ حمام ایجاد نماید تا عرض ناخالص را در خروج از حمام قلع ثابت نگه دارد تعداد غلطک های زوجی که مورد استفاده قرار می گیرد بستگی به خروجی و ضخامت شیشه دارد.
معمولاً تعدادبیشتری غلطک برای تولید شیشه های نازک مورد استفاده قرار می گیرد .معمولاً 3-4 جفت برای ضخامت 5 میلیمتر ،5-6 جفت برای ضخامت 4 میلیمتر و 7-8 جفت برای برای 3 میلیمتر وجود دارد.
تاپ رولر ها می توانند بدقت ضخامت شیشه را تنظیم نمایند و ثبات ورقه شیشه را بهبود بخشند . کار با آنها آسان و تنظیم آنها از اتاق کنترل صورت می گیرد عملکرد تاپ رولرها و کیفیت فرایندی آن اثر مستقیم بر روی تولید شیشه دارد.بنابراین این غلطک ها بایستی عمیقاً بازرسی شوند به این ترتیب که راه اندازی آزمایشی آنها برای 24 ساعت قبل از استفاده لازم است و کلیه قسمت های آن از قبیل گردش چرخدنده ها ،سرعت ثابت،سرعت بالا و پایین ،گردش آب و درجه حرارت موتور و غیره بایستی بازرسی شوند.
خنک کن[18]:
خنک کن ها متشکل از پایه و لوله آب است و یک عدد پولی بر روی پایه نصب شده است .در صورت بروز شرایط اضطراری خنک کن را از پولی می توان جدا نمود . خنک کن آبی را می توان بصورت قرینه در دو طرف حمام نصب نمود و یا اینکه از یک طرف حمام بطوریکه کل طول حمام را پوشش دهد و ورقه شیشه را به صورت یکنواختی خنک نماید .
خنک کننده ها در قسمت داغ برای سرد نمودن شیشه تا جائیکه امکان تنظیم در قسمت کشش فراهم آید و مانع پخش شدن شیشه مذاب گردد مورد استفاده قرار می گیرد .
خننک کننده ها در قسمت سرد برای تنظیم درجه حرارت در قسمت خروجی است تا شیشه با درجه حرارت مناسب وارد گرمخانه شود.
محفظه سرباره زدایی و غلطک بلند کننده شیشه[19] بین قسمت انتهایی حمام و ابتدای گرمخانه تنش زدایی قرار دارند.
سیستم خنک کننده در کف حمام قلع:
نقطه ذوب قلع بسیار پایین در حدود 232درجه سانتیگراد است که دارای فلو قویی و توانایی نفوذ بالایی را دارا می باشد قلع مذاب قابلیت خوردگی بالا پیچ های فلزی را دارا می باشد و به راحتی آلیاژ Sn-Fe تشکیل می گردد.آلیاژ Sn-Fe بسیار شکننده و قابلیت تحمل پذیری شناوری در کف حمام قلع را ندارد بنابراین به خاطر حفاظت از پیچ های ثابت آجرهای کف ،خنک کاری کف پلیت بدلیل تضمین عدم ورود قلع به شکاف میان پلیت و آجرهای کف محدوده وسیعی به حالت جامد در آورده شود و پیچ ها نیز خورده نشوند.بنابراین هوای خنک کننده در کف حمام یکی از قسمتهای مهم در بخش شکل دهی است این سیستم جهت نگهداری درجه حرارت صفحات کف حمام در محدوده مورد نیاز است تا آجرهای کف حمام به صورت محکمی در جای خود ثابت باشند .نوع فن خنک کننده براساس سطح کف حمام تعیین میگردد و سپس حجم هوای مورد نیاز برای کل کف براساس شدت سرد کنندگی مورد نیاز تعیین می شود.
تعیین فن:
حجم کل هوای سرد کننده برای سیستم با توجه به سطح کف حمام تعیین می شود سپس فن به موجب حجم هوای مورد نیاز و فشار آن مشخص می شود .معمولاً فن با فشار هوای پایین و جریان متوسط انتخاب میشود.در ترتیب سیستم هوای خننک کننده در کف حمام ،کف حمام معمولاً به سه بخش جلو،وسط و عقب تقسیم میشود هر سه بخش از حجم هوای مشابهی استفاده می نماید.معمولاً قسمت جلوی حمام به قدرت سرد کنندگی زیادتری نیازمند است و قسمتهای وسطی و انتهایی به نسبت کمتر.
زمانیکه حمام تا درجه حرارت خاصی گرم میشود سیستم هوای سرد کننده راه اندازی می گردد.حجم هوای مصرفی در ابتدا کم است ولی بتدریج با افزایش حرارت در حمام افزایش می یابد . مطلب اساسی اینست که نبایستی اجازه داد نوسانات درجه حرارت در صفحات فلزی به حد زیادی برسد.جهت تضمین دستیابی به درجه حرارت مورد نیاز کف حمام ،اتاق کنترل حمام نشانگرهایی دارد که درجه حرارتهای نقاط مختلف را نشان میدهد.چنانچه درجه حرارت از مقادیر تعیین شده افزایش یاید بلافاصله سیستم های هشدار دهنده به کار می افتند.
در زمان کار حمام قلع ،از نفوذ قلع در درزهای کف حمام قلع بدلائل مختلف گریزی نیست.چنانچه هوای خنک کننده کف حمام متوقف شود بخشهایی از کف حمام بدلایل کاهش هوای خنک کننده قلع مذاب به سمت پایین نفوذ نموده و به قسمت صفحات آهنی محفظه حمام راه می یابد.در چنین وضعی قلع مذاب در صفحات فلزی کف ایجاد خورندگی نموده و به بیرون نشت می نماید که در شروع ناچیز است ولی به سرعت افزایش می یابد و باعث انبساط سوراخهای محفظه فلزی حمام می گردد و دائماً مقدار قلع مذاب افزایش می یابد . درمراحل بعدی باعث ذوب نمودن درزهای جوشکاری و بست های بلوک های کف گردیده و تبعات ناگواری را برجای خواهد گذاشت به طوریکه بلوک های کف در قلع مذاب شناور خواهد شد.
دوربین:
دوربین ها در دو نقطه حمام قلع کاربرد دارند
1- کنترل عرض مذاب ورودی به حمام قلع:
طرح کنترل فلوی مذاب شیشه برای کنترل پهنای نوار
به طوریکه در طرح نیز دیده می شود ، دو عدد دوربین مجزا در ناحیه شمالی و جنوبی دیوار انتهایی ورودی حمام قلع نصب گردیده ، تا تصاویر لبه های نوار شیشه را به دستگاه نشان دهنده بفرستند . سیگنال این تصاویر توسط کابلهای ویدیویی به طور جداگانه به تابلوهای اتاق کنترل ارسال می شوند ، تا بعد از جمع آوری و پردازش تصاویر توسط کامپیوتر ، موقعیت لبه های نوار شیشه چک شوند .
سپس مقدار نامیزانی پهنای نوار شیشه با مقایسه با موقعیت های ست شدة استاندارد بدست خواهد آمد .کامپیوتر مقادیر اندازه گیری شده را در قسمت پائین نمایشگر نشان خواهد داد .
همزمان ، پنجره های سمت چپ و راست نمایشگر موقعیت استاندارد لبه های نوار شیشه را نشان داده ، موقعیت دینامیکی کناره نوار شیشه مورد اندازه گیری حاضر را با جابجا نمودن و دنبال کردن خطوط تعریف شده کنترل می کند .
2- کنترل تاپ رولر های داخل حمام:.
-----------------
3- استاپ رولر[20]:
استاپ رولرها در موقعیت مناسب در دو طرف حمام در قسمت باریک شونده حمام بایستی نصب گردد این آجرها برای جلوگیری از swing نوار شیشه استفاده می گردند.
------------
4- سیستم گاز محافظ :
گاز محافظ از مخلوط نیتروژن و هیدروژن و از عملیات حمام قلع محافظت می نماید .کیفیت گاز محافظ بایستی به صورت دقیقی کنترل گردد.نقش گاز محافظ جلوگیری از اکسید شدن قلع است وقتی اکسیژن وارد حمام قلع شود با قلع مذاب ترکیب می شود و اکسید استانیک تولید می نماید.در شرایط غیر عادی مانند شکستن و قطع نوار شیشه ،دریچه های بیشتری در جوانب باز خواهد شد و اکسید استانیک که روی قلع مذاب شناور می گردد گاه به یک لایه به ضخامت 15-10 میلیمتر می رسد.به منظور پرهیز از اکسیداسیون قلع مذاب بایستی آب بندی حمام قلع به صورت کامل انجام پذیردتا از ورود هوای ناخواسته به داخل حمام که خود حاوی اکسیژن است،جلوگیری شودوارد نمودن هیدروژن در حمام جهت ترکیب با اکسیژنی که به طور ناخواسته در اتمسفر حمام وجود دارد مفید می باشد.اصول واکنش اینستکه مقدار معینی هیدروژن به نیتروژن اضافه شود تا هیدروژن با اکسید استانیک قلع ترکیب و تولید قلع و آب نماید.
موتور های خطی:[21]
موتور های خطی در دو نوع کاربرد دارند:
1- نوع اول جهت کاهش دما در عرض قلع مایع ،ثبات و پایداری نوار شیشه ،کاهش اختلاف ضخامت ،بالابردن میزان یکنواختی دمایی و کاهش جریان برگشتی قلع مایع سردکه کاربرد آن در قسمت پهن و باریک حمام قلع است.
سرعت جریان قلع مذاب در حمام قلع معمولاً بسیار کم است و این سرعت پایین معمولاً به منظور کاهش اختلاف دمای قلع مایع در عرض آن کافی نیست بعلاوه اینکه میزان پخش گرما در قسمت مرکزی در مقایسه با کناره ها بیشتر بوده و این مساله باعث پایین آمدن دمای قلع مذاب در کناره ها و بالارفتن دما قلع مذاب در مرکز خواهد شد ،این مساله همچنین عامل بوجود آورنده اختلاف فاحش دما خواهد شد می توان از این نوع موتور خطی جهت کاستن اختلاف دمای جریان قلع مذاب بهره گرفت. بعد از برق دار شدن موتور ،در قلع مایع فشار الکترومغناطیسی ایجاد خواهد شد .جهت این فشار از مرکز به کناره ها خواهد بود .قلع مذاب در زیر سروموتور مرکز به کناره ها جریان یافته و باعث ایجاد اختلاف فشار استاتیکی خواهد شد.این عمل باعث می شود که قلع مایع کناره ها در امتداد دو طرف موتور و جایگاه نسبتاً دور آن به سمت مرکز جریان یابد ، نتیجه این عمل تشکیل جریان گردشی قلع مذاب ،افزایش سرعت تبدیل حرارتی[22] قلع مذاب و نهایتاً،کاهش اختلاف دمای قلع مذاب در عرض خواهد بود.
2-نوع دوم زدودن گرد و غبار قلع ،زدودن تفاله های جمع شده روی سطح قلع،کاهش اختلاف دمایی در عرض قلع مایع و بهبود وضعیت تنش زدایی و کاربرد آن در قسمت انتهایی حمام قلع است.
آغشته شدن نوار شیشه با قلع عمدتاً در قسمت انتهایی حمام قلع اتفاق میافتد و شدت این عمل با میزان قلع مایع اکسید شده شده به صورت SnO2 در بخش شیب دار ،ارتباط مستقیم دارد بنابراین بایستی به صورت متوالی اقدام به زدودن ماده اکسیده شده از سطح قلع نمود تا بتوان آن قسمتی از شیشه در انتهای حمام قلع که به صورت مداوم با قلع های مذاب اکسیده شده در تماس است برای همیشه تمیزبماندبه عبارتی با این عمل اقدام به از بین بردن قلع چسبیده خواهیم نمود.
5- flare guide block :
این بلوک ها در دو طرف قسمت اغازین حمام قلع نصب شده اند که از جنس مولایت می باشند.معمولاً دارای خوردگی بسیارپائینی می باشندو تعویض آنها بسیار مشکل می باشد.
جریانات موجود در قلع مذاب:
ورقه شیشه از بخش درجه حرارت بالا به بخش درجه حرارت پایین حرکت می کند .قلع مذاب دارای جابه جایی های زیر در حمام قلع می باشد:
1- جابه جایی در اثر حرکت جریان مذاب:
ورقه شیشه از قسمت درجه حرارت بالا به سمت قسمت با درجه حرارت بالا در حرکت است سطح قلع مذاب نیز که در تماس با ورقه شیشه است بدلیل وجود نیروی اصطکاک به همین ترتیب از قسمت گرم به قسمت سرد در حرکت می باشد و سبب می شود سطح قلع در قسمت انتهایی حمام بالاتر رفته و سبب اختلاف فشار گردد .دراثر چنین پدیده ای قلع مذاب در دو طرف ورقه شیشه از قسمت انتهایی حمام به سمت ابتدایی حمام و در قسمت هایی به سمت ورقه شیشه برگشت می نماید .درجه حرارت جریان برگشتی قلع مذاب پایین است بنابراین یک انقباض نا متوازن در بخش شکل گیری حادث می گردد که بر روی کیفیت شیشه اثر می گذارد. به منظور حذف اثر این جریان برگشتی،که از قلع مذاب با درجه حرارت پایین ناشی میشود ،توصیه میشود یک مانع جدا کننده قلع در قسمت بالادست قسمتی که شیشه باریک میشود ایجاد شود و همچنینی یک قسمت عمیق تر جریان می یابد جائیکه جریانهای جا به جایی عرضی جهت همگن سازی اتفاق می افتد.از این راه درجه حرارت جریان قلع برگشتی بالا آمده و کیفیت شکل گیری را افزایش می دهد.
-----------------------------عکس
2- کنوکسیون قلع در اثر اختلاف درجه حرارت:
قلع مذاب در حمام قلع دارای جا به جایی در طول و عرض می باشد چرا که در هر دو جهت اختلاف درجه حرارت وجود دارد. وقتی اختلاف درجه حرارت وجود دارد ،اختلاف وزن مخصوص هم وجود دارد و این امر سبب ایجاد جا به جایی می شود این نوع جا به جایی در سطح قلع مذاب که از مرکز به سمت لبه ها جریان دارد اتفاق می افتد .قدرت این جابه جایی بستگی به شدت اختلاف درجه حرارت قلع مذاب در وسط و کناره ها دارد وقتیکه اختلاف درجه حرارت در دو لبه مساوی نیست، ورقه شیشه به سمت درجه حرارت بالاتر انعطاف پیدا می نماید .بعلاوه قدرت کنوکسیون نیز بستگی به عمق قلع مذاب دارد که هرچه عمیقتر باشد کنوکسیون نیز عمیقتر است .بهرحال به دلیل کم بودن عمق مذاب قلع کنوکسیون نیز کم است گرچه کنوکسیون قلع مذاب برای حذف اختلاف درجه حرارت عرضی ورقه شیشه مفید است ولی کنوکسیون ضعیف هیچگونه اثر تعیین کننده ای ندارد .به منظور جبران کمبود کنوکسیون طبیعی ،دستگاه ها و ابزار کنترل جریان قلع مذاب در نقاط مختلف قابل نصب است که همواره مقدار جریان قلع مذاب را کنترل می نماید .در نتیجه اختلاف درجه حرارت عرضی ورقه شیشه و نقش مهم آن در کیفیت شکل گیری تقویت میشود.تولید تفاله[23] های قلع در انتهای حمام قلع اجتناب ناپذیر است .این تفاله ها همواره موجب ایجاد مشکلات در کیفیت شیشه میشود که از آن جمله ایجاد خراش و غیره در سطح شیشه است. از آنجائیکه کنوکسیون طبیعی ضعیف است بسیار مسکل خواهد بود که تفاله های قلع جمع شده در زیر ورقه شیشه را به اطراف هدایت نمود و لذا احتمال جمع شدن بیش از حد آنها در زیر شیشه وجود دارد . چنانچه یک جفت دستگاه کنترل جریان قلع مذاب فراهم باشد نه تنها اختلاف درجه حرارت عرضی ورقه شیشه کاهش می یابد بلکه تفاله های قلع جمع شده در زیر ورقه شیشه و کناره ها به طور پیوسته به سمت جعبه تفاله[24] که در قسمت انتهای حمام قلع تعبیه شده است حرکت و در آن قرار می گیرند .سطح قلع مذاب همواره تمیز نگه داشته میشود و مشکلات کیفیتی نیز حذف خواهد شد.
--------------------------------عکس
ترموکوپل ها و فشارسنج ها:
1-اتدازه گیری دما در حمام قلع به قسمت چپ،وسط و راست تقسیم گردیده اند بنابراین برای بهبود دما در هر ساعت تولید راحت و قابل قبول است و هر لحظه بوسیله مونیتور قابل مشاهده می باشد.
2-اندازه گیری دما در casing دماهای اندازهگیری شده در این منطقه بایستی کمتر از 240 سانتیگراد باشد.
3-اندازه گیری دمای قلع مذاب: دمای قلع مذاب بسیار نزدیک به دمای واقعی نوار شیشه می باشد تا به دمای اتمسفر حمام.بنابراین دمای قلع مذاب اساساً به دمای واقعی نوار شیشه به منطقه مورد نظر بر میگردد.
4- اندازه گیری دما در کف حمام:دماهای مونیتورینگ در هر قسمت از کف حمام مربوط به ورقه استیل [25]زیر باتوم بلوک های کف حمام در دسترس است.
5- اندازه گیری بوسیله ترموکوپل های مادون قرمز: دماهی اندازه گیری شده با مادون قرمز در ورودی و خروجی حمام برای پیش بینی دمای واقعی نوار شیشه نصب شده اند.
6- اندازه گیری فشار بوسیله اندازه گیری فشار هر منطقه در اتمسفر حمام و همچنین Casing ،بنابراین دانستن داده های واقعی از فشارهای مثبت می تواند برای بهبود تولید مفید واقع گردد.
[1] دبی توز یک قطعه آجر نسوز شناور در قسمت کشش در شیشه مذاب است که شیشه کشیده شده از شکافی که در آجر تعبیه شده است تامین می گردد.
[2] PLATE GLASS
[3] turquoise
[4] Kelly,green-yellow
[5] Forming
[6] Start Up
[7] inlet
[8] lipstone
[9] tweel
[10] Saftey Tweel
[11] Flow Regulating Tweel
[12] Cast Quartz
[13] Bottom Block
[14] Steel Plate
[15] breastwall
[16]Top Roller Head
[17] Lehr
[18] Cooler
[19]Main Drive
[20] Edge Stop roller
[21] Linear Motor
[22] Thermal exchange
[23] Dross
[24] Dross Box
[25] Steel Cover
دستورالعمل آناليز شيميايي شیشه
مطابق با استاندارد
ASTM C169
Hoseini.ar@gmail.com
نمونه شیشه باید داخل یک هاون عقیق سائیده شده و از الک مش 100 عبور داده شود.
درصد LOI شیشه سودا لایم: 1 تا 3 گرم نمونه شیشه را توزین نموده و برای یکساعت در دمای 800 درجه حرارت دهید. و مجدداً توزین نمائید. کاهش وزن معادل LOI می باشد.
سیلیس شیشه
روش کار
000/1 گرم از نمونه پودر شده و 5/1 گرم سدیم کربنات بی آب داخل یک کروزه پلاتینی 75 سی سی توزین نمائید و با استفاده از یک سیم نیکروم یا پلاتینی خوب مخلوط کنید. درب کروزه را گذاشته و بر روی یک شعله اکسنده تمیز حرارت دهید. به تدریج دما را بالاتر ببرید تا یک مذاب شفاف بدست آید. در صورتیکه صحیح انجام گیرد عملیات ذوب در 3 یا 4 دقیقه انجام می شود. زمانی که ذوب انجام شده کروزه را بچرخانید تا مذاب در ته ظرف و پائین بدنه گسترده شود و به تدریج از شعله دور کنید. درب ظرف را گذاشته و تا دمای اتاق سرد نمائید.
بعد 20 تا 25 سی سی HCl (1+1) افزوده و بر روی یک حمام بخار یا هات پلیت هضم نمائید تا مذاب کاملاً حل شود. امکان هضم مذاب در حالت سرد در طول شب نیز وجود دارد. درب را به جت ظریفی از آب بشوئید و همچنین بدنه کروزه را با آب بشوئید و بر روی حمام بخار یا لامپ IR تا خشک شدن حرارت دهید. زمانی که تبخیر کامل شد (عدم وجود HCl) سرد نموده و با 5 سی سی HCl خیس نموده و 20 سی سی آب داغ اضافه نمائید. به مدت 5 دقیقه هضم نمائید و با استفاده از یک کاغذ صافی 9 سانتی متوسط صاف نمائید. زیر صافی را در یک کروزه پلاتینی 250 سی سی جمع آوری کنید. و سیلیس رسوب کرده را بر روی کاغذ صافی جمع نمائید. رسوب را 12 بار با HCl 2 % داغ بشوئید. کاغذ صافی را برای سوزاندن مرحله بعد به کروزه منتقل نمائید.
زیر صافی را بر روی حمام بخار یا تحت لامپ IR خشک نمائید و بعد سرد نموده با 10 سی سی HCl (1+1) خیس نموده و مجدداً تا خشک شدن حرارت دهید. بعد 5 سی سی HCl و 20 سی سی آب داغ افزوده برای 5 دقیقه هضم نموده و با کاغذ صافی 7 سانتی ریز صاف نمائید. رسوب را 8 بار با HCl داغ 2% بشوئید. رسوب را به کروزه حاوی رسوب قبلی منتقل نمائید.
درب کروزه را بسته اما نه بصورت کامل به گونه ای که هوا در طی سوختن جریان داشته باشد. کروزه را داخل کوره موفلی سرد گذاشته و دما را برای 30 دقیقه به 1200 درجه سانتیگراد برسانید. کروزه را تا دمای اتاق سرد نموده و توزین کنید (W1). با 1 یا 2 سی سی آب سیلیس را خیس نموده و 4 تا 5 سی سی HF و 5/0 گرم کریستال اگزالیک اسید اضافه کنید و بر روی یک حمام شنی تا خشک شدن حرارت دهید. به دقت اگزالیک اسید باقیمانده را تصعید نمائید. کروزه را برای 2 دقیقه تا 1000 درجه حرارت دهید و بعد از سرد شدن توزین کنید (W2).
درصد سیلیس شیشه را به صورت زیر محاسبه نمائید.
SiO2=×100
سیلیس شیشه با دهیدراسیون و فتومتری
معرفها
1- محلول آمونیم مولیبدات (3/0 مولار مولیبدات)- 5/26 گرم آمونیم مولیبدات را در 400 سی سی آب حل نمائید. با استفاده از محلول سود 6 نرمال pH آنرا روی 7 تنظیم کنید (با pH متر کنترل کنید) و به حجم 500 برسانید و در یک ظرف پلی اتیلنی نگهداری نمائید. از محول سدیم مولیبدات با همین قدرت و pH نیز می توان استفاده نمود.
2- محلول استاندارد سيليس (1 ميلي ليتر معادل 1/0 ميليگرم SiO2)-1000/0 گرم دي اکسيد سيليس خالص بدون آب را توزين کرده آنرا با 1 گرم کربنات سديم در يک کروزه پلاتيني با درب ذوب نمائيد. کروزه را سرد کنيد و محتويات را به طور کامل در آب حل کنيد و در يک بالن 1000 به حجم برسانيد و فوراً در يک بطري پلي اتيلني نگهداري نمائيد. (نمونه سيليس بايد در هاون عقيق سائيده شده و از الک مش 100 عبور داده شود و در دماي 1000 تا 1200 درجه براي 1 ساعت خشک شود).
1- 5000/0 گرم نمونه پودر شده و 1.0 گرم سديم كربنات بي آب Na2CO3 داخل يك كروزه پلاتيني توزين كنيد (یا 000/1 گرم نمونه و 5/1 تا 2 گرم کربنات سدیم) و به وسيله يك سيم پلاتيني يا نيكروم خوب مخلوط كنيد. درب پلاتيني كروزه را گذاشته و ابتدا بر روي يك شعله اكسنده تميز حرارت دهيد و بتدريج حرارت را زياد كنيد تا يك مذاب شفاف بدست آيد. اگر اين كار صحيح انجام گيرد نبايد پراكندگي بوجود آيد و عمليات ذوب در 3 يا 4 دقيقه انجام مي گيرد. زماني كه ذوب انجام شده بوته را به گونه اي بچرخانيد تا در قسمتهاي پائين بدنه و ته كروزه گسترده شود و به تدريج از شعله دور كنيد. درب كروزه را گذاشته و تا دماي اتاق سرد نمائيد. در طي عمليات ذوب كروزه بايد با گيره با نوك پلاتيني حمل شود و ذوب با استفاده از يك مثلث نسوز پلاتيني يا سيليسي انجام گيرد.
2- 10 سي سي اسيد كلريدريك يك به يك تحت درپوش پلاتيني اضافه كنيد و بر روي يك حمام آب گرم يا هات پليت مذاب را كاملاً هضم نمائيد. همچنين امكان هضم مذاب در اسيد كلريدريك سرد در طول شب وجود دارد. درب كروزه و بدنه داخلي آن را با يك جت ظريف آب بشوئيد و تا نزديك خشك شدن بر روي حمام آب يا تحت يك لامپ IR تبخير نمائيد. زماني که تبخير کامل شد (عدم وجود HCl) سرد نموده و پسماند را با 5 سي سي HCl مرطوب کنيد و بعد 20 سي سي آب داغ فزوده به مدت 5 دقيقه هضم نمائيد و با کاغذ صافي متوسط 9 سانتي صاف نمائيد. زير صافي را در يک بالن 200 ميلي ليتري براي روش فتومتري موليبدات ذخيره نمائيد. رسوب را به کروزه پلاتيني منتقل کنيد وزن سيليس را همانند روش دهيدراسيون دوبل بدست آوريد. A=W1-W2
زير صافي را تا دماي اتاق سرد کنيد و به حجم برسانيد. 20 سي سي از آن را برداشته داخل يک بالن 50 بريزيد و تا 30 سي سي رقيق نمائيد. 10 سي سي محلول آمونيم موليبدات به آن اضافه نموده و به آرامي همزنيد و به حجم برسانيد. بعد از 2 دقيقه جذب را در طول موج 400 نانومتر اندازه بگيريد. وزن سيليس بازيافتي از اين طريق B با استفاده از منحني استاندارد به دست مي آيد.
Weight of SiO2, g=
محاسبه درصد سيليس
SiO2, %=
روش رسم منحني کاليبراسيون
نمونه هاي 1، 2، 4 و 6 سي سي از محلول استاندار سيليس را داخل بالنهاي 50 که حاوي 35 سي سي آب و 5/1 تا 6/1 سي سي HCl (1+1) مي باشد بريزيد و مخلوط نمائيد. 10 سي سي آمونيم موليبدات اضافه کنيد و به آرامي هم بزنيد و به حجم برسانيد. يک نمونه مرجع نيز با معرفهاي فوق ولي بدون سيليس تهيه نمائيد. 2 دقيقه بعد جذب را در طول موج 400 نانومتر و با استفاده از نمونه مرجع به عنوان بلانک جذب را بخوانيد. منحني را با استفاده از جذب محلول بر اساس ميليگرم SiO2 رسم نمائيد و فاکتور مربوطه را محاسبه کنيد.
تعیین کلسیم و منیزم شیشه
نمونه را با یکی از دو روش زیر تهیه کنید:
1- با استفاده از HClO4- 000/2 گرم نمونه را داخل کروزه پلاتینی 75 یا 100 ریخته با 5 سی سی آب مرطوب نمائید و 10 تا 12 سی سی HF و 12 تا 15 سی سی HClO4 همراه با همزدن با یک میله پلاستیکی اضافه کنید. و تا حذف کامل فلورایدها تبخیر نمائید. کروزه را سرد نموده و بدنه کروزه و درب را بشوئید و تا حذف دود غلیظ HClO4 تبخیر کنید. سرد نموده و 20 سی سی آب داغ و 2 سی سی HCl اضافه کنید و نمکها را هضم نمائید و به بالن 200 منتقل کنید.
تعیین اکسید کلسیم- 10 سی سی از محلول نمونه را به یک ارلن منتقل نمائید. 4 سی سی محلول سود 20 درصد اضافه نموده و مقداری شناساگر هیدروکسی نفتول بلو بیفزائید و با محلول استاندارد EDTA تا یک نقطه پایانی آبی رنگ بدون ته رنگ قرمز تیتر نمائید. و درصد اکسید کلسیم را محاسبه نمائید.
تعیین اکسید منیزیم- 10 سی سی از نمونه را داخل ارلن ریخته4 سی سی بافر اضافه کنید. 2 قطره معرف اریوکروم بلک تی افزوده و با EDTA استاندارد تا نقطه پایانی آبی رنگ تیتر نمائید. درصد اکسید منیزیم را محاسبه نمائید.
تعیین R2O3 با روش رسوبدهی با آمونیاک
محلول حاصل را با استفاده از HCl و شناساگر متیل رد اسیدی کنید. حجم محلول را تا حدود 200 سی سی کاهش دهید. با افزودن آمونیاک به صورت قطره قطره R2O3 را رسوب دهید و از متیل رد بعنوان شناساگر استفاده نمائید. 3 تا 4 قطره اضافی بریزید و به آرامی به مدت 1 تا 2 دقیقه بجوشانید. رسوب را با کاغذ صافی درشت 9 سانتی صاف کنید. رسئب را 3 دفعه با محلول NH4Cl 2% بشوئید.
تعیین آهن شیشه – روش تیوسیانات آمونیم
5000/0 گرم نمونه شیشه را داخل کروزه توزین کنید. با آب مرطوب نموده و 5/0 سی سی اسید سولفوریک غلیظ و 30 سی سی HF 48% اضافه کنید. و تا ظاهر شدن دود اسید سولفوریک تبخیر کنید. کروزه را بر روی حمام شن تا تبخیر کامل اسید سولفوریک حرارت دهید و بعد مستقیم روی شعله بگیرید تا دود اسید سولفوریک کاملا خارج شود. بر روی نمونه 15 سی سی اسید سولفوریک 1 به 3 ریخته و روی هات پلیت حل کنید. محتویات را به یک بشر 150 منتقل نموده حجم را به 50 برسانید و عمل حل کردن را به مدت 15 دقیقه بر روی هات پلیت ادامه دهید. بشر را از روی هات پلیت برداشته و با کاغذ صافی باند سفید داخل یک بالن 100صاف کنید. تا دمای اتاق سرد نموده و و به حجم برسانید. 25 سی سی از آن را برداشته و به یک بشر 100 انتقال دهید. 5 سی سی تیوسیانات آمونیم 10 درصد و 5 سی سی پرسولفات آمونیم اضافه کنید. بعد از 2 تا 3 دقیقه جذب را در طول موج 475 اندازه گیری نمائید. درصد آهن را با استفاده از نمودار کالیبراسیون اندازه گیری کنید.
تعیین اکسید سدیم شیشه
روش کار
1000/0 گرم نمونه داخل کروزه پلاتینی توزین کنید. با 1 سی سی آب مرطوب نموده و 2 تا سی سی HF و 5 سی سی HClO4 در حال همزدن با یک میله پلاستیکی اضافه کنید. محلول را تبخیر نمائید. باقیمانده خشک را در 10 تا 15 سی سی آب و 2 سی سی HCl حل کنید. محتویات را به یک بالن 100 منتقل نمائید. برای تعیین سدیم می توان با رقیق نمودن این محلول از آن استفاده کرد.
برای تعیین سدیم: 10 سی سی از محلول نمونه را به بالن 1000 که حاوی 200 سی سی آب است بریزید 10 سی سی محلول بافر سدیم (KCl 159 گرم بر لیتر) و 8/19 سی سی HCl با استفاده از یک بورت بیفزائید. به حجم برسانید و مخلوط کنید.
محلول استاندارد مرجع برای سدیم- داخل یک بالن 1000 حاوی 200 سی سی آب، 10 سی سی بافر سدیم ( KCl 159 گرم بر لیتر) و 20 سی سی HCl بریزید و بعد به آن مقدار مناسب از استاندارد ppm 50 Na2O اضافه کنید و به حجم برسانید.
2- با استفاده از H2SO4- 000/2 گرم نمونه را داخل کروزه پلاتینی 75 یا 100 ریخته با 5 سی سی آب مرطوب نمائید و 12 تا 15 سی سی HF و 5 تا 6 سی سی H2SO4 (1+1) همراه با همزدن با یک میله پلاستیکی بیفزائید. محتویات را تا تبخیر کامل دودهای غلیظ H2SO4 تبخیر کنید. کروزه را سرد نموده و بدنه کروزه را شسته و 2 سی سی اسید بوریک اشباع و 1 تا 2 سی سی HNO3 افزوده و تا خشک شدن حرارت دهید. سرد نموده و 5 سی سی HCl و 20 سی سی آب داغ و نمکها را هضم نمائید. محتویات را به یک بشر 250 منتقل نمائید تا 150 سی سی رقیق نموده به آرامی به مدت 5 دقیقه بجوشانید.
بزرگترین بخش بیشتر شیشهها را سیلیس تشکیل میدهد. مواد جانبی را نیز به شیشه میافزایند. اکسید سدیم (Na2O) موجب کاهش دمای ذوب میگردد، ولی افزایش بیش از حد آن از مقاومت شیمیایی شیشه میکاهد. اکسید کلسیم (CaO) مقاومت شیمیایی و سایشی را در شیشه پایین میآورد. افزودن CaO به شیشه موجب تبلور آن میگردد و در نتیجه حالت اوپالین (کدر) به خود میگیرد.
برای افزودن مقاومت شیشه مقدار کمی اکسید آلومینیوم (Al2O3) و اکسید منیزیم (MgO) بر آن اضافه میکنند. دو عامل عمده در تشکیل شیشه نقش دارند که عبارتند از : غلظت مایع در محدوده خاصی از دمای محیط به سرعت افزایش مییابد و دمای ذوب باید به دمای محدوده افزایش غلظت باشد.
 |
تقسیم بندی انواع
شیشهها بر اساس
ترکیب شیمیایی و زمینه
کاربرد آنها
- شیشه معمولی : بیشترین تولید را این شیشهها به خود اختصاص میدهند. مصارف عمده آنها در شیشههای در و پنجره ، بطریها ، ظروف شیشهای ، لامپها و غیره است. ترکیب شیمیایی شیشه معمولی به شرح زیر است: (SiO2 70 درصد) ، (Na2O 15 درصد) ، (CaO 9 درصد)، (MgO 3 درصد) ، (Al2O3 2 درصد).
- شیشههای بردار : در این شیشهها از بین B2O3 به جای CaO استفاده میشود. ویژگیهای مهم این شیشهها عبارت است از ضریب انبساط کم ، مقاومت شیمیایی و الکتریکی بالا و مقاومت در برابر شوکهای حرارتی. مصارف عمده این شیشهها در ساخت لوازم آزمایشگاهی ، پزشکی ، ظروف آشپزخانه و شیشههای صنعتی است. شیشه پیرکس نوعی شیشه بردار است. ترکیب شیمیایی شیشه بردار بدین شرح است. (SiO2 71- 81 درصد) ، (Na2O 5.4- 6 درصد) ، (B2O3 10- 5.13 درصد) ، (Al2O3 2- 5 درصد).
- شیشههای سربی : ضریب شکست این شیشهها زیاد است و از اینرو آنها در ساخت انواع عدسی ، قطعات نوری و لامپ استفاده میشود. این شیشه حاوی 37 درصد اکسید سرب است که گاهی تا 92 درصد هم می رسد. شیشه های سربیای که میزان اکسید سرب آنها بیشتر باشد برای پیشگیری از نفوذ پرتوهای رادیواکتیو و تهیه لامپهای الکترونیک بکار میروند.
 |
- شیشههای کوارتزی : این شیشهها از کوارتز خالص ساخته میشوند. ایستایی گرمایی و شیمیایی آنها بالاست. ضریب انبساط آنها اندک است و بسیار شفاف هستند. این شیشهها در ساختن منشور و پنجرههای اپتیک بکار میروند.
- سیلیکاتهای سدیم : این سیلیکاتها در آب محلولاند و به دلیل خاصیت چسبندگی شان به عنوان چسب بکار برده میشوند. ترکیب شیمیایی آنها به دو صورت Na2O.SiO2 و یا Na2O.4SiO2 است.
- شیشههای فسفاتدار : در این شیشهها مقداری P2O5 جایگزین SiO2 شده است. از این شیشهها برای عبور اشعه فرابنفش|امواج فرابنفش استفاده میشود.
- شیشههای اوپالین : این شیشهها حاوی فلورین و آپاتیت هستند. ذوب شیشه عادی است، ولی به هنگام سرد شدن بلورهای کوچکی در آن متبلور میشوند. و بدین ترتیب خاصیت اوپالی در شیشهها ایجاد میگردد.
صنعت شیشه
بطور کلی در صنعت شیشه حداکثر دمای مورد نیاز برای ذوب مواد اولیه 1600 درجه سانتیگراد است. ترکیب بیشتر شیشهها در محدوده کوارتز ، کریستوبالیت و یا تریدیمیت قرار میگیرد. در صورتی که مواد اولیه با سیلیس بیشتر انتخاب شوند و یا این که کانیهای نا نقطه ذوب بالا در مواد اولیه موجود باشند، باید مواد تا 1600 درجه حرارت داده شوند. در دمای بالا با کاهش غلظت ، گاز CO2 به آسانی ماده مذاب را ترک کرده و ناخالصیها نیز ذوب میشوند و در نتیجه محصول شفاف و خالی از حباب و مواد ذوب نشده خواهد بود.
مواد اولیه شیشه
مهمترین مواد تشکیل دهنده شیشه شامل SiO2 ، CaO و Na2O است.
 |
- SiO2 : مهمترین منابع SiO2 ، ماسههای سیلیسی ، کوارتزیت و رگههای کوارتزی است. اکسیدهای آهن موجب رنگین شدن شیشه و کرومیت غالبا ذوب نمیشود و به صورت ناخالصی در شیشه باقی میماند. ناخالصی آلومینیوم در ماسه سیلیسی موجب کاهش دمای ذوب و افزایش کیفیت شیشه میشود.
- CaO : مهمترین منابع اولیه CaO ، سنگ آهک است. هر تن CaCO3 حاوی 560 کیلوگرم CaO و 440 کیلوگرم CO2 است. ناخالصیهای سنگ آهک شامل MgO ، FeO ، MnO ، کانیهای رسی و نودولهای چرت هستند. MgO با SiO2 برای ترکیبات خاص تشکیل دو مایع با حالت امولسیون را میدهد. محدوده این دو مایع با حالت امولسیون وسیعتر از محدوده دو مایع SiO2 - Na2O است. میزان MgO برای شیشههای مختلف متفاوت است و چنانچه سنگ آهک خالص باشد جهت تامین MgO مورد نیاز میتوان از دولومیت استفاده نمود.
- Na2O : مهمترین منابع تامین Na2O مورد نیاز شیشه عبارتند از کربنات سدیم Na2CO2 ، آبسیت و آلکالی فلدسپات ، نفلین سیانیت ، هر تن کربنات سدیم حاوی 580 کیلوگرم Na2O و 420 کیلوگرم CO2 است.
- بوراکس : برای افزودن مقاومت شیمیایی و ضریب شکست در شیشههای مخصوص از بوراکس استفاده میکنند. باید دانست که بوراکس ، نقطه ذوب سیلیس را کاهش میدهد. در شیشههای نسوز مواد نسوز را بکار میگیرند.
- مواد رنگی شیشهها : هر یک از رنگهای ویژه توسط مواد شیمیایی آنها ، در شیشه ایجاد میشوند، رنگ سبز (Cr2O3) ، رنگ سبز تا زرد (CrO3)، رنگ آبی (CaO)، رنگ قرمز (CuO) و رنگ قهوهای (Fe2O3). مواد بی رنگ کننده شیشه عبارت است از اکسید سلنیوم ، اکسید سدیم و اکسید نئومیوم.
برچسبها: عناصر تشكيل دهنده شيشه









به سبب شرایط خاص شکل دهی ،شیشه فلوت نیازمند ترکیبات شیمیایی خاصی است .برای مثال اتمسفر حمام قلع بایستی احیاء کننده باشد این بدان معناست که شیشه نبایستی خود دارای اکسید های عناصر احیاء کننده مانند آرسنیک ،سرب،آنتیموان و مس و غیره باشد. این اکسید ها به سرعت در حمام قلع احیاء گردیده و عناصر فلزی آزاد می نمایند و یا شیشه شفافیت خود را از دست می دهد .بعلاوه اکسید سولفور در اتمسفر حمام قلع با آهن شیشه ترکیب گردیده و تشکیل سولفاید آهن می دهد .بعلاوه اکسید در اتمسفر حمام قلع با آهن شیشه ترکیب گردیده که شیشه را به سمت رنگ سبز می برد که در نتیجه آن عبور نور از آن کاهش می یابد بنابراین محتوی Fe2O3 در شیشه نبایستی بیش از 1/0 % باشد.
به منظور شتاب بخشیدن به سرعت کشش شیشه فلوت توصیه میشود مقادیر اکسیدهای به شکل ذیل لحاظ گردد:
1-نگه داری CaO در مقدار بالا:
CaO یکی از اجزاء اصلی شیشه می باشد که می تواند سرعت ذوب را بالا برده و مقاومت شیمیایی مکانیکی شیشه را بهبود ببخشد.با وجود اینکه CaO شیشه را به سمت کریستالیزاسیون هدایت می کند تحت شرایط دما بالا CaO می تواند ویسکوزیته شیشه و بوجود آوردن شرایط مطلوب برای سرعت های بالای کشش نوار شیشه می باشد تحت شرایط دما پایین CaO در شیشه نبایستی خیلی بالا باشد اگر مقدار آن بالای 10%باشد باعث افزایش شکنندگی در شیشه و کاهش استحکام مکانیکی در شیشه میشود.
2- نگهداری MgO در مقدار متوسط:
MgO می تواند پایداری شیمیایی و استحکام مکانیکی شیشه را بهبود و روال کریستالیزاسیون را کاهش دهد و همچنین پایداری حرارتی را بهبود می بخشد .وقتی دما بالا تر از°C1200 باشد قادر به کاهش ویسکوزیته شیشه است وقتی دما مابین °C 1200-°C900 باشد باعث افزایش ویسکوزیته و هنگامی که دما کمتر از °C900 است می تواند ویسکوزیته شیشه را کاهش دهد.
3- نگهداری Al2O3 در مقدارپایین:
Al2O3 قادر به کاهش روال کریستالیزاسیون است و سرعت کریستالیزاسیون ،ضریب انبساط حرارتی شیشه بخاطر پایداری حرارتی و استحکام مکانیکی بهبود می یابد.اما اگر Al2O3 بالا باشد دیگر قادر به ذوب و زمان پالایش صحیحی نخواهیم بود این مساله برای استحکام مذاب شیشه بدلیل افزایش ویسکوزیته مضر خواهد بود.
4-نگهداری آهن در مقدار کم:
اکسید فریک یک نوع از ناخالصی ها می باشد و باعث رنگی شدن شیشه می گردد ،FeO باعث فیروزه ای[1] شدن شیشه می گردد Fe2O3 شیشه رازرد مایل به سبز[2]می سازدوFe3O4 شیشه را سبز رنگ می کند به طور عمومی Fe در شیشه به صورت Fe2O3 و FeO موجود است . FeOتاثیر بالایی در رنگ نسبت به Fe2O3 دارا می باشد بویژه در فرایند فورمینگ زیرا H2 نیز وجود دارد
بنابراین مقدار Fe در شیشه فلوت بایستی دقیق تر مد نظر باشد. در نهایت مقدار Al2O3 نبایستی بالاتر از 8/1% باشد مقدار CaOوMgO بایستی از شیشه غیر فلوت بالاتر و مساوی یا بزرگتر از 12 در صد باشد و در نهایت اکسید فریک نبایستی از 15/0% تجاوز کند.
شرایط مطلوب ذوب ایجاب می کند که مواد اولیه موجود در بچ در کمترین زمان ممکن در مذاب موجود در کوره حل و ادغام شوند. سرعت انحلال ذرات بچ و بویژه دانه های سیلیس تحت تاثیر اندازه دانه ها و همچنین دمای ذرات بچ و بویژه دانه های سیلیس تحت تاثیر اندازه دانه ها و همچنین دمای مذاب اطراف آنها قرار دارد. بدیهی است دانه های درشت تر مواد دیرتر از دانه های ریز آنها ذوب شوند. این مسئله بویژه در رابطه با مواد دیر ذوب شونده نظیر sio2 و Al2o3 مصداق دارد.
معهذا بیش از حد نرم بودن مواد اولیه نیز ایراداتی را به همراه دارد. اولین تاثیر منفی آن فرابری ذرات نرم بداخل شبکه های چکر در ریجزاتور و انسداد مجاری عبور هوای احتراق و گازهای خروجی از کوره است.
ذرات نرم سیلیس ( کمتر از 50 میکرون ) نیز باعث تشکیل کف سیلیسی در سطح مذاب می شود. این نوع کف به سختی در مذاب شیشه حل می شود. از آنجا که ضریب هدایت حرارتی لایه کف سیلیسی بسیار کمتر از مذاب شیشه است، در صورت تداوم می تواند منجر به افزایش کاذب دمای سقف کوره و کاهش دمای کف شود.
اختلاف زیاد در اندازه ذرات مواد مختلف نیز مطلوب نیست، زیرا در چنین شرایطی دانه های ریز و درشت مواد هنگام انتقال به کوره از یکدیگر جدا شده و باعث بروز رگه های ناهمگن در مذاب می شود.
برچسبها: تاثیر دانه بندی مواد اولیه در ذوب, کوره ذوب شیشه
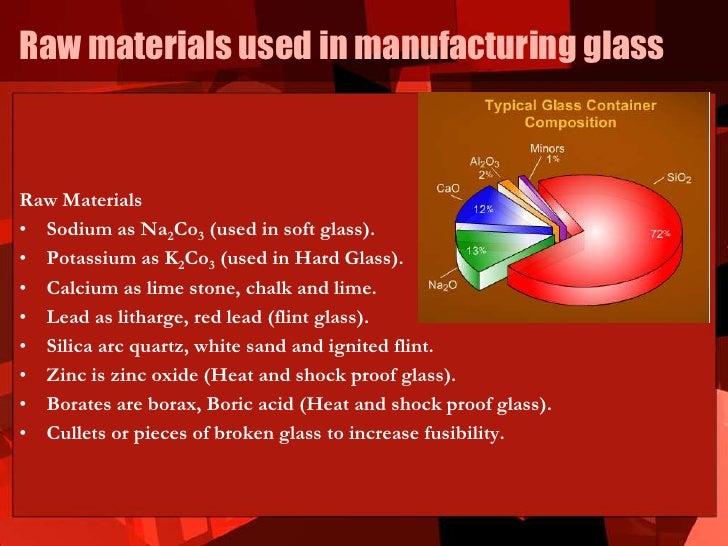
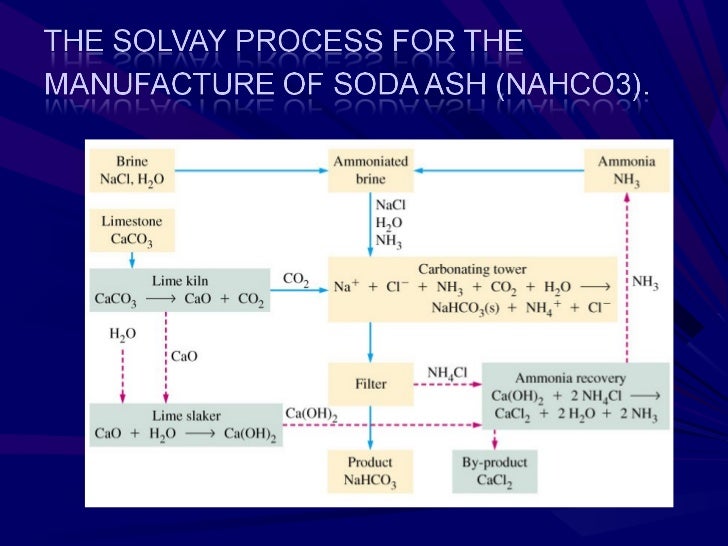
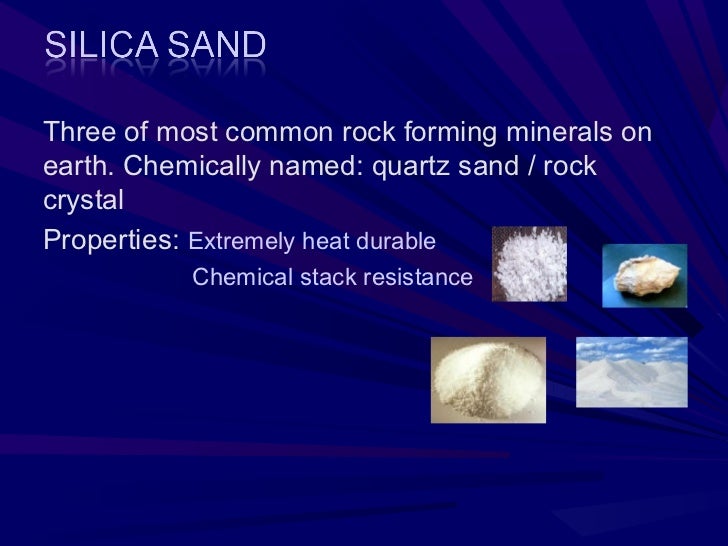


محققان ژاپني شيشه جادويي براي ذخيره سازي اطلاعات توليد كرده اند كه قادر به تحمل دماي يك هزار درجه اي بوده و در برابر مواد شيميايي و صدمات ديگر بسيار مقاوم است.
«كازويوشي توري» محقق شركت هيتاچي تأكيد مي كند: حجم داده هاي توليد شده در هر روز بسيار سرسام آور است، اما در حوزه ذخيره سازي اطلاعات براي نسل هاي آينده پيشرفت چشمگيري صورت نگرفته است.
وي مي افزايد: حجم ذخيره سازي داده ها بر روي هارد درايو، حافظه هاي فلش يا سي دي نيز محدود هستند و از آنجا كه بازيابي اطلاعات از دست رفته نيز كار بسيار دشواري است، در چند دهه آينده با خطر از دست رفتن داده ها مواجه خواهيم شد.
اما فناوري نوين هيتاچي تحولي عظيم در حوزه ذخيره سازي ديجيتال اطلاعات ايجاد مي كند؛ نمونه اوليه اين شيشه جادويي در ابعاد دو سانتيمتر و با ضخامت دو ميليمتر طراحي شده است و داده ها به شكل فرم باينري از طريق ايجاد نقاطي درون يك لايه نازك شيشه كوارتز ذخيره مي شوند.
شيشه كوارتز يك ماده بسيار بادوام است كه براي توليد لوازم آزمايشگاهي استفاده مي شود.
اين شيشه جادويي ضد آب بوده و در برابر بسياري از مواد شيميايي مقاوم است؛ امواج راديويي نيز اثري بر آن ندارند و مي تواند دمايي تا يك هزار درجه سانتيگراد را به مدت دو ساعت تحمل كند.
قدرت ذخيره سازي در اين شيشه 40 مگابايت در هر اينچ مربع است و اطلاعات حتي پس از شكستن شيشه نيز حفظ مي شوند؛ داده هاي ذخيره شده بر روي شيشه جادويي توسط ميكروسكوپ هاي نوري معمولي قابل خواندن هستند. (ايسنا)
برچسبها: شیشه جادویی برای ذخیره ابدی اطلاعات
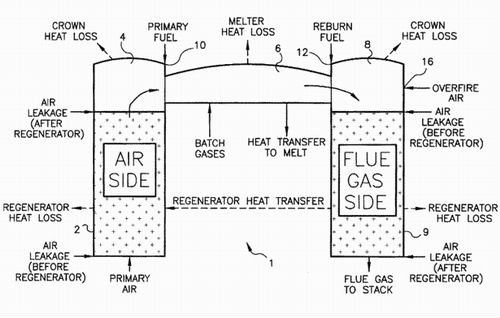
The files below may be used to model the corrosion of various refractories used in glass melting furnaces. Those listed under "Silica corrosion" are designed to simulate corrosion of low-density silica bricks used in furnace crowns. The corrosive mechanism is assumed to be
-
-
M2O(in glass melt) + H2O(g, combustion gas)
 2MOH(g), M = Na or K (1) 2MOH(gas) M2O(dissolved in liquid SiO2) + H2O(g, combustion gas) (2)
2MOH(g), M = Na or K (1) 2MOH(gas) M2O(dissolved in liquid SiO2) + H2O(g, combustion gas) (2)
Files listed under "Alumina corrosion" are designed to simulate corrosion of high-purity alumina (either  or
or  ) according to the reactions below. Similar reactions apply to alumina corrosion by KOH (although the temperature ranges differ). Details can be found in Ref. 2.
) according to the reactions below. Similar reactions apply to alumina corrosion by KOH (although the temperature ranges differ). Details can be found in Ref. 2.
NaOH reaction with  alumina:
alumina:
T < 2158 K: 2 NaOH(g) + 9 Al2O3 2 NaAl9O14 + H2O(g, combustion gas)
T > 2158 K: 2 NaOH(g) Na2O(in Al2O3-rich liquid) + H2O(g, combustion gas)
-
NaOH reaction with
 alumina:
alumina: -
4 NaAl9O14 + 2 NaOH(g) 3 Na2Al12O19 + H2O(g) NaAl9O14 + 8 NaOH(g) 9 NaAlO2 + 4 H2O(g)
-
Silica Corrosion (See Ref. 1 for more details.)
-
Low-density silica corrosion by NaOH (Na-Ca-Si-O-C-H-N system) (File format: ChemSage)
-
Alumina Corrosion (See Ref. 2 for more details.)
-
Alumina refractory corrosion by NaOH (Na-Al-O-C-H-N system) (File format: ChemSage)Alumina refractory corrosion by KOH (K-Al-O-C-H-N system) (File format: ChemSage)
References:
1. M. D. Allendorf, K. E. Spear "Thermodynamic Analysis of Refractory Corrosion in Glass Melting Furnaces," J. Electrochem. Soc., 148, B59 (2001).
2. K. E. Spear, M. D. Allendorf "Thermodynamic Analysis of Alumina Refractory Corrosion by Sodium or Potassium Hydroxide in Glass Melting Furnaces," J. Electrochem. Soc., 149, B551-B559, 2002.
برچسبها: واكنش هاي خوردگي نسوزها در كوره هاي شيشه
A new oxy-fuel glass melting technology can help glassmakers increase
their furnace capacity, improve glass quality and/or redistribute
furnace energy more effectively.

Recently,
however, a new system* was developed that overcomes these limitations.
Rather than firing horizontally, the system directs the oxy-fuel flames
almost vertically down onto the batch surface at the charging end of
the furnace. By modifying conventional oxy-fuel melting technology, the
new melting system provides significant improvements in melting rates
and/or quality.

Heat Transfer in Glass Melting
Efficient heat transfer from the heat source to the batch is crucial in glass production. Total heat transfer can basically be described as the sum of the radiative and convective heat transfers, as shown in the equation:QT = QR + QC
where QT is the total heat transfer to the batch, QR is the radiative heat transfer and QC is the convective heat transfer.
Both
radiant (first term) and convective (second term) heat transfer depend
on well-known heat transfer variables, such as the simplified equation
shown in Equation 1, where Q is the heat to the surface (in watts), e
is the emissivity, f is the radiation function, s is the
Stefan-Boltzmann constant, g is the convection function, hc is the
convection coefficient, A is the area of the batch/glass surface under
consideration, Ts is the absolute temperature of the radiant source, Tg
is the absolute temperature of the gases and Tb is the absolute
temperature of the batch.

In conventional furnaces, the presence of relatively thick boundary layers and a low thermal driving force dictate that approximately 95% of the total heat transfer to the batch and glass bath comes from the combined radiation from the flame and superstructure. Therefore, the attainable heat transfer in conventional furnaces is a function of the melter area and the maximum temperature limit of the superstructure refractory. Since refractory materials have fixed maximum temperatures before failure, the only way to improve the radiative melting rate in fossil fuel glass furnaces is to increase the batch surface area. As a result, existing furnace technology constrains the unit melting rate of furnaces within a well-established range.
Conventional oxy-fuel
firing can enhance radiative heat transfer, but its impact on
convective transfer is small. Higher flame temperatures and the
enhanced emissivity of the combustion products increase the radiation
directly from the combustion space, but low velocities, thick boundary
layers and the relatively low temperature of combustion products in
contact with the batch and glass bath (compared to the temperature of
the flame itself) diminish the impact on the convective component.

Oxy-fuel flames contain significant concentrations of partially reacted and partially dissociated species. As these species move toward the cool batch surface, they oxidize/recombine and liberate still more energy to the surface, further enhancing the convective heat transfer. This process also increases radiative flux because the burners in the new melting system are designed to produce the majority of the high-temperature combustion reactions near the batch, thereby increasing the radiation to the batch.
The increase in total
heat transfer to the batch enables increased melting rates. Further,
since the burners are installed in the crown rather than the side
walls, fewer obstructions affect burner placement. Consequently, the
new melting system can supply more energy per square foot of batch
surface area without increasing refractory temperatures beyond normal
operating limits. The result is a melting system that enables furnaces
to melt more glass, and/or higher quality glass, in a furnace of a
given size.
Proving the New Technology
Owens Corning’s Composites group provided the first opportunity to demonstrate this new technology in a production furnace. In 1996, BOC and Owens Corning converted an oxy-fuel furnace to the new melting technology without interrupting production. During a four-month trial, the furnace produced glass at significantly higher capacity than could be achieved using horizontal-fired oxy-fuel burners alone. This study demonstrated:- A pull rate increase greater than 50% over conventional oxy-fuel capacity
- No increase in emissions on a per ton basis
- No change in analyzed glass chemistry
- No observable damage to the melter superstructure
- A reduction in glass defects

Refining the Technology
The results of the Owens Corning collaboration supported the expectation that the new vertical melting system was commercially viable. To understand the relative contributions of convective and radiant heat transfer, BOC modeled the process with computational fluid dynamics (CFD). Of particular interest were the effects of flame shape, velocity and angles on the rate of heat transfer, the area of maximum heat transfer and batch carryover. Figure 3 illustrates how the heat transfer varies from the center of the flame and confirms that the total heat transfer is significantly higher than the radiant transfer provided by conventional melting technology. The green line represents the CFD calculation of heat transfer (primarily through radiation) to the batch from the background source—i.e. the furnace structure. The red line represents the CFD calculation of heat transfer to the batch directly from the flame. The direct flame heat transfer carries a large convective component, and it decays rapidly with distance from the axis of impingement. The blue line is the total heat transfer to the batch predicted by CFD—the sum of background and direct flame transfer.To verify the implications of the CFD modeling, BOC teamed with Maxon Corp. to design and build a well-instrumented vertically firing test furnace at Maxon’s facility in Muncie, Ind. The furnace incorporated a vertically adjustable firing target to simulate the varying crown-to-batch distances found in real-world glass furnaces.
Trial
firings of burners in the test furnace validated the CFD model
predictions. As Figure 3 illustrates, a very good correlation was
obtained between the direct flame heat transfer predicted by CFD (red
line) and the direct flame heat transfer measured in the test furnace
(black squares). The test furnace data also helped to optimize burner
design and flow characteristics for installing the system in crowns of
various heights.
Commercial Demonstrations
Increased Production of Soda-Lime-Silica Glass. The first trials on soda-lime-silica glass took place in mid-1998 in a three-port air-fuel tableware furnace. The furnace’s designed pull and actual maximum pull were 60 tons per day (TPD). Attempts to increase this pull rate with port firing resulted in unacceptable deterioration in glass quality.The objectives of this trial were to determine the maximum pull rate attainable by the new melting technology with equivalent or better quality and color control; the ability and success of converting a regenerative furnace “on the fly” to 100% oxy-fuel and vertical melting; and the effect of the new melting technology on glass chemistry (if any).
This installation also provided the opportunity to demonstrate the operational flexibility of the new technology by using it both as a stand-alone melting technology (full conversion) and as a boost to the regenerative furnace. BOC engineers converted the furnace in stages from air-fuel to 100% with the new technology and ultimately back to air fuel—all without interrupting production.
Key observations from this trial included:
- Increased production to 85 TPD with no deterioration in glass quality or color
- No evidence of batch carryover from the vertical flames
- No change in glass chemistry
- Excellent color control
- More stable furnace operation
Melting Boost in a Large Regenerative Furnace. Later that same year, the capability of the new melting technology was demonstrated in a large regenerative furnace—a four-port, 750-square-foot flint container furnace equipped with approximately 1000 kw of electric boost. The plant’s management wanted to pull the furnace as hard as their forming capacity would allow, but attempts to increase pull resulted in glass temperatures at the throat that were too high for the forehearth to condition. Further increases in pull also resulted in unacceptable levels of batch stones. Therefore, the furnace was limited to pulling a tonnage equivalent to 82.5% of forming capacity.
The plant secured a 30-day variance from the production limits imposed by its environmental permit and installed the new technology. Port number one of the furnace was blocked off, and the vertical burners were installed in the port one region of the crown. At the end of the demonstration, the vertical burners were removed, and port one was returned to air fuel operation. Production was never interrupted.
The goals of this installation were to operate the new technology while reducing electric boost to achieve:
- A sustained pull rate up to full capacity of the forming line
- A throat temperature reduction
- Elimination of batch stones
In
addition to operating at higher pull and reduced electric boost levels,
the hotspot temperature was reduced by an amount that would equate to
another 10.5% increase in pull for a furnace of this size. Had the
forming equipment been able to handle the load, the fuel in the new
technology could have been increased to achieve a pull increase of
approximately 30%. (Other potential applications of the new melting
technology are discussed in the sidebar below.)
Observations in Operating Furnaces
The new technology can also inject
a disproportionate amount of energy into the charging end through
crown-mounted burners. This redistribution of energy increases the
temperature of the charging end, reducing the temperature differential
between the charging end and the hot spot. Conventional wisdom suggests
that reducing this differential below the range of 150-200 degrees F
(depending on the industry segment) would short-circuit the furnace
convection currents. However, no observable negative change in
convection currents or in the basic operation of the melter occurs with
the new technology.
Enhanced Profitability
By providing
glassmakers with a wide range of flexibility, the new system represents
not only a revolution in glass melting technology, but also a promise
of enhanced glass industry profitability.
Editor's Note
For More Information
SIDEBAR: Capabilities of the New Melting Technology
Complete Conversions: Full CGM Furnaces
A “full CGM furnace” is an oxy-fuel furnace that incorporates vertical
CGM burners in the charging end and horizontal oxy-fuel burners in the
refining end. These installations are characterized by a high melting
rate (T/ft2) and excellent fuel efficiency. Test data suggests that, as
a rule, CGM provides capacity improvements of at least 25% over
air-fuel and conventional oxy-fuel furnaces.
A greenfield (new) furnace designed for CGM operation offers glassmakers significant benefits, including:
- Capital reduction from elimination of regenerators and recuperators
- Capital reduction from smaller furnace footprint
- Capital and operating cost reduction from elimination of electric boost system
- Fuel reduction per ton with little to no efficiency decay over the life of the furnace
- Reduction of NOx emissions
CGM Hybrid Furnaces
The
hybrid design is of specific interest to the float glass industry. As
its name implies, a hybrid furnace is a mixed design. The area of the
first two or three ports looks like a CGM furnace; there are no
air-fuel burners and no regenerators. The firing is provided by CGM
burners in the crown. The remainder of the furnace looks like a
standard regenerative float furnace, with conventional air-fuel
burners, waist and working end. In this furnace, virtually all of the
melting is done by the CGM burners, while the air-fuel zone provides
refining capacity. This design provides many of the advantages of CGM
firing, and it requires only 40-60% as much oxygen as a standard
oxy-fuel furnace. Such a design offers float glass makers the following
benefits in comparison to standard regenerative design:
- Reduced capital cost from the partial elimination of the regenerator packs
- Reduced batch carryover and reduced airflow demand through remaining regenerators (i.e., potential for furnace life extension)
- Reduced NOx emissions
- Greater capacity in the same furnace footprint
A CGM-boosted furnace is an air-fuel furnace in which CGM burners have been installed in the crown at the charging end. The number of CGM burners and the amount of fuel injected through them can vary widely, depending on furnace size and the amount of boost required. In some cases, the first one or several ports may be blocked off, with the fuel flowing instead through crown-mounted CGM burners in the affected port areas. In other cases, it will not be necessary to shut off any of the ports, but only to supplement them with CGM firing.
Though specific cases will differ, it is generally possible to use CGM to increase the capacity of an air fuel furnace by at least 25%. On furnaces in good working order, this may be taken as an increase above rated air-fuel capacity to achieve significant revenue increases with limited incremental cost.
Furnaces that
have developed pull constraints (e.g., plugged checkers, deteriorating
ports or port walls, hot spot refractory deterioration) are
particularly attractive candidates for CGM boosting. The enhanced
thermal efficiency of the CGM flames and the reduction of air-fuel
relieve the strain on regenerator air-flow, extending regenerator life.
Reduction of electric boosting also slows the process of sidewall wear.
Through these mechanisms, CGM boosting not only recovers or increases
the capacity of an air fuel furnace, but can extend the life of its
campaign. More importantly, CGM can increase the tonnage (cumulative
tons/square foot of melter area) melted over the furnace campaign.
SIDEBAR: Success at Owens Corning
“We replaced the eight existing horizontal burners with two vertical CGM burners and immediately began seeing results,” Baker said. “The furnace was easier to control because of the small number of burners and the sensitivity of the technology, and its faster melting speed enabled us to increase our throughput by 25%. But most importantly, the CGM lowered our emissions and increased our performance capabilities. Our particulate emissions have been reduced by 75%, while our NOx emissions have dropped by 80-90%, and we’re achieving better quality glass with the new system.”
Since the initial installation, Owens Corning has also begun using the CGM technology in four additional facilities, and it plans to install the technology in additional plants in the future. “It’s been a very good collaboration,” Baker said.
| Atomic Layer Deposition in Glass Industry |
| Atomic Layer Deposition (ALD) is a Chemical Vapor Deposition (CVD) method based on saturating surface reactions. ALD is normally done at pressure of 0.1-10 mbar (hPa, torr) and temperatures of 100-400°C . The method was originally developed in 1970´s [1] to enable manufacturing of Thin Film Electroluminescent (TFEL) Displays, which was the main application for ALD until semiconductor industry found ALD in 90’s for integrated circuit (IC) applications. Currently ALD is finding more and more new application areas in addition to traditional TFEL and IC applications. More recent applications include coatings for photovoltaic applications, optical coatings, barrier coatings on silver etc. ALD is well suitable for both large areas and large batches. Throughput of ALD in batch mode is relatively high, hundreds of square meters per day. A wide variety of materials has been deposited with ALD [2], and typical coating materials in large scale ALD production include oxides (e.g. Al2O3, TiO2, SiO2, ZnO:Al,), nitrides (e.g. TiN) and sulfides (e.g. ZnS). |
ALD
is based on self-limiting surface reactions of two different precursor
chemicals. Process is cyclic and is repeating the following four steps.
Conformality. Uniform coatings can be deposited
on complex shapes, structured surfaces, both sides of substrate and
simultaneously on a large number of substrates. Barrier and anti-corrosion coatings Glass industry is using silver coatings on glass
especially in Low-e and solar reflector applications. ALD, on the other
hand, has been used for years to protect silver from corrosion in
jewelry industry, due to pin-hole free nature of ALD films (Figure 2).
The same method can be applied to protect silver coatings on glass
also. For example solar reflectors often use silver coatings on glass,
and the silver layer needs to be protected against tarnishing caused
mainly by airborne sulfur compounds.
Figure 2. Barrier coatings for silver jewelry using Beneq TFS 500 (photo courtesy of Lapponia Jewelry, Finland) There is a demand for thinner and thinner glasses to be used in
various applications, including displays and infrared cut-off filters
(IRCF). One of the main challenges in using very thin glass is the poor
cracking resistance of glass and especially the wide variation of
cracking resistance, which can be seen as a variation of glass
substrate quality. In principle even less than 0.1 mm thick glass
substrates could be used if reasonable cracking resistance could be
achieved. Cracking of glass due to nanometer-scale Griffith-like flaws
is well known problem and its importance increases when glass thickness
is decreased. These tiny flaws are usually in the range of 10-20 nm at
the surface and they act as a starting point where larger cracks start
to develop. Traditional strengthening methods for glass require
relative thick coatings as well as high post annealing temperatures in
order to obtain desired mechanical properties without sacrificing
optical properties. In addition, in very thin glasses below 0.3 mm, a
uniform coating on both sides of the glass may be required to minimize
stress buildup and prevent distortion of the glass. Thin ALD coatings
have recently been found to increase both the mean flexural strength
and the Weibull modulus of glass, resulting in a clear improvement of
glass substrate quality [4]. Table 1 summarizes the results of 4-point
bending tests. Figure 3. ALD coating fills the nanometer scale cracks on glass surface and improves the strength of glass. Transparent Conductive Oxide (TCO) and other conductive coatings Aluminum doped zinc oxide (AZO) is expected to replace Indium Tin
Oxide (ITO) in TCO applications. The main driver is high cost of
Indium. AZO can be deposited with several different methods, including
ALD. ALD AZO uses relatively low cost precursors and the process is
easily scalable. Resistivity values below 3 · 10-3 Ohm·cm have been
reached and the values could still be further optimized. Resistivity is
mostly determined by the Zn/Al ratio in the film [6], but also the
process temperature has an effect. Also non-transparent conductive
films, such as TiN, are commonly deposited with ALD. Optical coatings are commonly made using Physical Vapor Deposition
(PVD) techniques based on evaporation and sputtering. These methods
however have certain limitations and ALD can overcome some of these
limitations. Currently ALD is already used in certain special optical
applications, including IRCF filters. ALD is commonly misunderstood to
be only suitable for very thin coatings due to its low deposition rate.
However, in addition to optical coatings, micrometer thick ALD coatings
have been used in TFEL display production for decades. Using large
batch size, throughput of ALD can easily match throughput of a typical
PVD coater (Figure 5). Variation of transmission within batch, samples taken from different corners of the batch. Further ALD enables optical coatings on complex
substrate geometries, identical coatings on both sides of substrate,
creation of new film materials and repeatable deposition of
sub-nanometer thin films. Most optical ALD coatings include Al2O3 or
SiO2 as low index material and TiO2 as high index material. Deposition
rate of optical coatings is typically 1-3µm/24h. Uniformity in large
batch is better than +/- 2% without any in situ measurement feedback.
All typical optical coatings can be deposited with ALD, including
AR-coatings, dielectric mirrors, filters etc. Figure 6. Optical coating materials with ALD. Left: TEM image of
modified TiO2-based high index material using sub-nanometer layers to
suppress the crystal growth. Examples of low index ALD materials. Summary Atomic Layer Deposition is suitable for several applications related
to glass industry, including barrier coatings, TCOs, coatings to
increase strength of thin glass etc. ALD is easily scalable and
industrially proven process. Normally ALD is a batch process operated
in vacuum. Continuous ALD is currently being developed for roll-to-roll
purposes and atmospheric pressure ALD has been reported already for
several applications [7]. Until now ALD has been seen as an academic
technique only in glass industry, but recent development in ALD
technology suggests that ALD should be seriously considered for several
applications. References [1] T. Suntola, J.Antson, U.S. Patent #4,058,430, “Method for producing compound thin film” November 15, 1977 [2] R.L. Puurunen, Surface chemistry of atomic layer deposition: A case study for the trimethylaluminum/water process, J. Appl. Phys. 97 (2005), p. 121301
[5] M.J. Pellin et. al. Mesoporous catalytic membranes: Synthetic control of pore size and wall composition, Catal. Lett. 102 (2005) 127-130. [6] J. W. Elam et al., Properties of ZnO/Al2O3 Alloy Films Grown Using Atomic Layer Deposition Techniques, Journal of The Electrochemical Society, 150 (6) G339-G347 (2003). [7] D. H. Levy et al., Stable ZnO thin film transistors by fast open air atomic layer deposition, Appl. Phys. Lett. 92, 192101 (2008). Company: |












| tweels in sodium silicate glass chemistry |
| GLASS TECHNOLOGY & FLOW CONTROL ENVIRONMENT Even If float technology has been developed and explored in details, the requirement of new and more aggressive glasses is incremental to the expected length of float sequences. The extension of the furnace life through dedicated chemistries and long casting sequences is pushing the working environment to more extreme service conditions. |
 Glass flow control remains a strong demand for quality solution, and should be considered with attention in the global scope of the refractory selection. Tweels as flat arches and joints have to be determined in the light of the glassmaker experience and glass requirement. It is now well accepted to look with close attention on the glass handling in the annealing zone, but most of the time little is done to understand the furnace to working zone containment. We present here, some of the considerations for the engineering of the flow control. The observation of the physical barrier installed between the melting zone and the tin bath, is a unique mechanism within the furnace, designed to ensure both the atmosphere containment and the glass flow regulation. A more precise description of the environment is necessary to understand the specific requirement of the tin bath entry, and be able to make recommendation for each glassmaking operation. High glass flow pressure: destabilize the tweel position when the channel design relies strictly on the mechanical fixation of the tweel. High temperature: typically coming from the requirement of higher viscosity glass. Aggressive vapors: with a high pressure tin bath control, and high temperature gradientwithin the tin bath furnace. Typically involved when looking for thin or special glasses. Leaks around the flow control parts, as encountered for older floats or poor designs generally observed when non adequate refractories have been used. The float environment induces a strict application of the service conditions for refractoriesthat are maintaining the atmosphere over the tin metal. In addition of atmosphere control we have also the consideration for glass flow control that takes place. A common understanding is conducting the selection of the refractory environment as a consideration of thermal stability in the tin bath, letting the atmosphere containment to the different curtains and screens function. However, it should be considered the extreme condition of the flow control under the gaseous pressure typically observed in the end zone of the bath.  Global reducing pressure generated for the control of metallic quality, is creating an extreme thermal and chemical situation for the glass flow control tools (tweels, flat arches & joints. The mechanical pressure from the glass flow is conter reacting with the gas over pressure exerted in the tin bath side. The equilibrium between the two opposite pressures in generally in favor of the mechanical force that lead the vertical flow control of the tweel to be following the minimum stress pattern of the glass. Under severe working conditions (temperature, glass output, thin glass), the tweel could be submitted to high stresses, conducting to multiple situations. 1- Atmosphere leaks 2- Thermal losses 3- Glass leaks 4- Physical distortion 5- Breakages 6- Chemical & mechanical erosion 7- Condensations The observation of the tweel should be conducted to understand the different solicitations zones present in the refractory barrage and analyze the glass tank operation for highest glass quality output. The junction between the tweel and the refractory superstructure plays a key role in the containment performance. Each glass plant should be recognized for the ability to maintain consistent operating conditions over the length of the float process, whatever glass characteristics are required. Adaptation of the moving tweel and near refractories should lead to the selection of the working conditions. Changes in the product service or unusual working behavior should be traced back to the quality of the seal and the conditioning of the ceramic parts. Little mistake is acceptable for the flow control environment, which remains a key tool of glass quality on the long run of the glass production, and that will require full attention at all steps of the application;  A: mechanical fixation (low temperature) B: structural zone (400-200°c) C: condensation zone (600-400°c) D: condensation zone (800-600°c) E: condensation zone (1100-800°c) Chemical reactions On a stable working condition the vapor species are conditioning the surface reactions between the ceramics and gaseous phases. Most evident reactions are involving not only alkalis but also destabilization agents. The chemical reactions are pushing for metastable phases in the surface of condensation, linked to the concentration and temperature of the reaction. The observation of trydimite and crystobalite being indicative of glass condensation as well as secondary species from the bath or atmosphere. Reducing or oxidizing conditions in the ceramic near environment determine the level of reactivity and could impact on a stronger discrimination of glass float working parameters; However, we should always consider the condensation as a part of the glass atmosphere containment and reduce the reactivity of the fused silica by controlling the temperature at the same time than controlling the glass operation. Dynamic corrosion  Click to enlarge Atmosphere around the tweel is controlled by the metallic bath in the glass environment, but is also submitted to oxide to sulfur & metal ratio changes in function of the real working conditions implied by the operation. We can develop either unbalanced chemistry when glass output or chemistry changes are required in the manufacturing. Most of the observations are leading to the creation of unstable chemical species under the thermal gradient generated at the barrage; In most scenarios we will observe some condensations around the flat arches, that are influencing the global perception of the tweel efficiency. A global understanding of the environment capabilities should be collected in order to adjust the operation, maintain clean working conditions. As we can analyze from the diagram, the phase stability is directly linked to the temperature when considering a closed reactions, but such environment will be submitted to more rapid degradation as soon as atmosphere conditions are changing. All equilibrium will then be controlled by dual thermal and atmospheric species, giving a complex and evolving condition that will directly influence the glass control and quality. Quality tweels are based on high-grade fused silica to avoid both chemical and thermal stresses in the glass environment; Some of the structural and chemical characteristics of the parts cannot be described in our document, but stays critical to the operation. A structural approach of the tweel could be conducted for the selection of the design. Inherent chemical structure is described as a function of the thermal requirement, but we should keep in mind that chemical observations need also to be conducted for the correct selection of materials and operating parameters. Crystalline transition  Click to enlarge Conclusion: Tweels and atmosphere containment are critical to the glass float operation by providing high quality glass flow control, atmosphere control, chemical and thermal stability between the hot zone and the tin bath. Most extreme service conditions could be observed in recent operations when extension of the refractory life is going with more difficult glass chemistries and thin glass requirement; Interdependence between the flow control design and glass operation requires a good understanding of the glass chemistry and high cooperation between glass and refractory partners. High quality glass should push even further the need for high ceramic requirement, and enhance the development for higher quality standards. Author: Gilbert Rancoule, Vesuvius R&D |
با توجه به اینکه دمای کاری Operating Work یک سنسور گاز معمولاً بین 200 تا 400 درجه سانتیگراد قرار می گیرد و افزون بر آن شرایط محیطی و فعل و انفعالات صورت گرفته در سطح لایه فعال سنسور گاز Active Layer باعث میشود تا این لایه بیشتر در معرض صدمه و جدا شدن از بستر قرار گیرد.
هنگام درست کردن چسب اکسید فلز، موادی را تحت عنوان "اُرگانیک" به پودر اکسید فلز اضافه میکردیم تا در پروسه چاپ، لایه حساس به گاز یا لایه اکتیو به سطح بستر و روی الکترودها کاملاً بچسبد. این مواد سپس در مرحله خشک کردن Drying و فایرینگ Firing کاملاً از بین میرفتند. بنابراین برای استحکام بیشتر لایه اکتیو سنسور نیاز به چسبی داریم که دائمی باشد.

شکل یک - ترکیبات گلس فریت کاربردهای متنوعی برای چسبندگی در صنایع دارند
پودر شیشه متخلخل یا Glass Frit از دیر باز برای چسباندن لایه های مختلف اجسام به یکدیگر استفاده می شده است. این پودر که شامل ترکیباتی نظیر اکسیدهای سرب، سیلیکون، برون، آلومینیوم، ایتریوم، مس، بیسموت و حتی روی است؛ با نسبتهای متفاوت با پودر اکسید فلز لایه اکتیو (بعنوان مثال اکسید قلع یا تنگستن) ترکیب و در مرحله فایرینگ (معمولاً دمای 500 تا 600 درجه سانتیگراد) بصورت چسبی محکم، لایه اکتیو را به بستر می چسباند. بنابراین بکارگیری پودر شیشه برای داشتن چسبندگی قابل قبول از ملزومات سنسورهای گاز است.
اما در کنار این کاربری، مشکلاتی که در نتیجه افزودن پودر شیشه بوجود می آیند شامل تغییر در حساسیت لایه فیلم (بدلیل چسباندن ذرات لایه فعال بهمدیگر و تشکیل لایه ای کامپکت روی بستر)، تغییر در مشخصه رسانایی و افزایش دمای کار قطعه (در نتیجه نیاز به توان بالاتر) و ... می باشند.
از طرفی در مواردی نظیر آشکارسازی گاز NO افزودن ترکیبی شامل اکسید بیسموت بعنوان پودر شیشه متخلخل میتواند به حساسیت بیشتر سنسور منجر شود (این بدلیل خاصیت کاتالیستی بسیموت نسبت به گاز NO است).


شکل دو - سطح لایه فعال بدون (راست) و با (چپ) افزودن گلس فریت. پودر شیشه اضافه شده معمولاً کمتر از دو درصد نسبت به پودر اکسید فلز است. در تصویر سمت چپ این میزان به ده درصد افزایش یافته و منجر به کاهش قابل ملاحظه سطح دسترسی بلورهای اکسید فلز در تماس با گاز هدف شده است.
ترکیبات رایج و تقریباً تجاری پودر گِلَس فِریت Glass Frit بصورت زیر ارائه میشوند. خوانندگان محترم باید توجه داشته باشند که نوع و میزان این ترکیبات با توجه به نوع گاز هدف و همچنین ماده لایه فعال ممکن است تغییر کند. لذا در ساخت ترکیب مورد نظر باید نهایت دقت را صورت دهید:
ترکیب اول: اکسید بیسموت (60 تا 85 درصد) اکسید برون (3 تا 10درصد)، اکسید سلیکون (2 تا 15 درصد)، اکسید آلومینیوم (3 تا 7 درصد) و اکسید روی یا اکسید سرب (1 تا 15درصد). یک ترکیب بهینه پودر شیشه برای سنسور SnO2 گازمتان بصورت زیر ارائه شده است:
Bi2O3 (70%), SiO2 8%, ZnO or PbO 10%
B2O3 (7%), Al2O3 5%
ترکیب دوم: شامل اکسید سرب(57.3)، اکسید سلیکون(34.5)، اکسید آلومینیوم و اکسید برون (هر کدام 3.5) و اکسید ایتریوم (1.2).
ترکیب سوم : در این ترکیب از SiO2 به میزان 70%، CaO به میزان 23، اکسید آلومینیوم 3، اکسید منیزیوم 2، نسبت مساوی از دو اکسید Na2O و K2O (سدیم و پتاسیم) به میزان 1.7، و Fe2O3 به میزان 0.3 درصد استفاده شده است.
توجه شود برای آماده سازی ترکیباتی از گلس فریت که شامل اکسیدهای آهن و سدیم هستند گاهی نیاز به کلسینه کردن Calcination پودر شیشه لازم می نماید.
برچسبها: بکارگیری پودر شیشه متخلخل Glass Frit در ساخت سنسو
ادامه مطلب
امروزه لایتراکان یا بتن عبور دهنده نور –Light Transmiting Concrete - به عنوان یک ماده ساختمانی جدید با قابلیت استفاده بالا مطرح است. این ماده ترکیبی از فیبرهای نوری وذرات بتن است ومیتواند به عنوان بلوک یا پانل های پیش یاخته ساختمانی مورد استفاده قرار گیرد . فیبرها به خاطر اندازه کوچکشان با بتن مخلوط شده و ترکیبی از یک ماده دانه بندی شده را تشکیل میدهند. به این ترتیب نتیجه کار صرفا ترکیب دو ماده شیشه وبتن نیست ، بلکه یک ماده جدید سوم که از لحاظ ساختار درونی و همچنین سطوح بیرونی کاملا همگن است ، به دست میاید . فیبرهای شیشه باعث نفوذ نور به داخل بلوکها میشوند. جالبترین حالت این پدیده نمایش سایه ها در وجه مقابل ضلع نور خورده است . همچنین رنگ نوری که از پشت این بتن دیده میشود ثابت است.به عنوان مثال ، اگر نور سبز به پشت بلوک بتابد در جلوی آن سایه ها سبز دیده میشوند . هزاران فیبر شیشه ای نوری به صورت موازی کنار هم بین دو وجه اصلی بلوک بتنی قرار میگیرند . نسبت فیبرها بسیار کم وحدود 4 % کل میزان بلوکهاست . علاوه بر این ، فیبرها به خاطر اندازه کوچکشان با بتن مخلوط شده و تبدیل به یک جزء ساختاری میشوند، بنابراین سطح بیرونی بتن همگن ویکنواخت باقی میماند. در تئوری، ساختار یک دیوار ساخته شده با بتن عبور دهنده نور ، میتواند تا چند متر ضخامت داشته باشد زیرا فیبرها تا 20 متر بدون از دیت دادن نور عمل میکنند و در دیواری با این ضخامت باز هم عبور نور وجود دارد.این ماده در سال 2001 توسط یک معمار مجار به نام ارون لاسونسزی اختراع شد و به ثبت رسید. این معمار در سال2004 شرکت خود را با نام لایتراکان تاسیس کرد و با توجه به نیاز وتمایل جامعه امروز به استفاده از مصالح جدید ساختمانی ، از سال 2006 با شرکتهای بزرگ صنعتی برای تولید انبوه آن به توافق رسیده است .
دیوار
به عنوان متداولترین حالت ممکن این بلوک میتواند در ساختن دیوارها مورد استفاده قرار گیرد. به این ترتیب هر دوسمت وهمچنین ضخامت این ماده جدید قابل مشاهده خواهد بود . بنابراین سنگینی و استحکام بتن به عنوان ماده اصلی لایتراکان محسوس تر میشود ودر عین حال کنتراست بین نور و ماده نیز شدیدتر میگردد. این ماده میتواند برای دیوارهای داخلی وخارجی مورد استفاده قرار گیرد و استحکام سطح در این مورد بسیار مهم است . اگر نور خورشید به ساختار این دیوار میتابد، قرارگیری غربی یا شرقی توصیه میشود تا پرتو آفتاب در حال طلوع یا غروب با زوایه کم به فیبرهای نوری برسد و شدت عبور نور بیشتر شود .
پوشش کف
یکی از جذابترین کاربردها ، استفاده از لایتراکان در پوشش کف ها ودرخشش آن از پایین است . در طول روز این یک کف پوش از جنس بتن معمولی به نظر میرسد و در هنگام غروب آفتاب ، بلوک های کف در رنگ های منعکس شده از نور غروب شروع به درخشش میکنند .
طراحی داخلی
همچنین از این نوع بتن عبور دهنده میتوان برای روکش دیوارها در طراحی داخلی استفتده کرد به صورتی که از پشت نورپردازی شده باشند و میتوان از نورهای رنگی متنوع برای ایجاد حس فضایی مورد نظر استفاده کرد .
کاربردهای هنری
بتن ترانسپارنت برای مدتها به عنوان یک آرزو برای معماران وطراحان مطرح بود و با تولید لایتراکان این آرزو به تحقق پیوست . کنتراست موجود در پشت ماده ، تجربه شگفت آوری را برای مدتی طولانی در ذهن بیننده ایجاد میکند .در واقع با نوعی برخورد سورئالیستی ؛محتوای درون در ارتباط با محیط پیرامون قرار میگیرد و به این ترتیب بسیاری از هنرمندان تمایل به استفاده از این مواد در کارهای خود دارند. به طور کلی با پیشرفتهای تکنولوژیکی وارائه خلاقیت طراحان و مجسمه سازان با ابزارهای مختلف ، پتانسیل وقابلیت بتن توسط هنرمندان گوناگون در تمام جهان مورد استفاده قرار گرفته است
برچسبها: فن آوری جدید لایتراکان
ادامه مطلب
استفاده از خرده شیشه در بتن
مقدار زیادی از شیشه های مصرف شده دوباره بازیافت می شوند و قسمتی نیز برای مصارف گوناگون از جمله سنگدانه های بتن به کار می روند .مقدار زیادی از این مواد شرط لازم برای بازیافت را فراهم نمی کنند و این مواد برای دفن فرستاده می شوند. فضای مورد استفاده برای دفن قابل توجه است و این فضا می تواند برای مصارف دیگری به کار برده شود. شیشه یک قلیایی غیر پایدار است که در محیط بتن میتواند باعث بوجود آمدن مشکلات ناشی از واکنش قلیایی – سیلیسی (ASR) شود. این ویژگی به عنوان یک مزیت در خرد کردن پودر شیشه و استفاده از آن به عنوان یک ماده پوزولانی در بتن استفاده شده است.
رفتار دانه های بزرگ شیشه را در واکنش قلیایی در آزمایشگاه نمی توان با رفتار واقعی پودر شیشه در طبیعت برابر دانست. تجربه مزایای واکنش پوزولانی شیشه را در بتن مشخص کرده است. می توان در بعضی از مخلوطهای بتن تا %30 وزن سیمان پودر شیشه اضافه کرد و به مقاومت مناسبی دست یافت.
همچنین خزش خشک شدن بتن با پودر شیشه نیز در حد قابل قبول و مجاز است. 1 مقدمه شیشه در انواع مختلفی تولید می شود( بسته بندی ، شیشه صاف ، حباب لامپها ، لامپ تلویزیونها و ...). اما همه این وسایل عمر مشخصی دارند و نیاز به استفاده دوباره و بازیافت آنها به منظور جلوگیری از مشکلات زیست محیطی که ناشی از ذوب آنها و یا دفن ایجاد می شود احساس می شود. 1-1 بازیافت شیشه شیشه های مصرف شده بصورت تجاری به محلهای مخصوص طراخی شده برای بازیافت یا دفن و یا جمع آوری کربنات و سپس حمل آنها به محلهای دپو می روند. بزرگترین هدف قوانین زیست محیطی تا خد امکان کم کردن ضایعات شیشه و بردن آنها به محلهای دفن و تجزیه شیمیایی آنها به طور اقتصادی است. شیشه یک ماده منحصر به فرد است که می تواند بارها وبارها بدون تغییر در خواصش بازیافت شود. به عبارت دیگر یک بطری می تواند ذوب شده و دوباره به بطری تبدیل شود بدون اینکه تغییر زیادی در خواصش ایجاد شود.
بیشتر شیشه های تولیدی بصورت بطری هستند و مقدرا زیادی از شیشه های جمع آوری شده دوباره برای تولید بطری به کار می روند. اثر این پروسه به شیوه جمع آوری و مرتب کردن شیشه ها با رنگهای مختلف وابسته است. اگر رنگهای مختلف شیشه قابل جدا کردن باشند می توان از آنها جهت تولید شیشه با رنگهای مشابه استفاده کرد. ولی وقتی که شیشه با رنگهای متفاوت با هم مخلوط شدند، برای تولید بطری نامناسب می شوند و باید آنها را در مصارف دیگری به کار برد و یا دفن کرد. آقای ریندل (Rindl) به چند مورد از استفاده های غیر بطری شیشه اشاره می کند که شامل : سنگدانه روسازی راه ،پوشش آسفالت ، سنگدانه بتن ، مصارف ساختمانی ( کاشی شیشه ای ، پانلهای دیوار و ...) ، فایبر گلاس ،شیشه های هنری ،کودهای شیمیایی ،محوطه سازی ،سیمان هیدرولیکی و بسیاری دیگر. استفاده از بتن در سنگدانه های بتن در این مقاله مورد بررسیقرار می گیرد. نگرانی بزرگی که در استفاده از شیشه در بتن وجود دارد واکنش شیمیایی مابین ذرات سیلیس اشباع شیشه و قلیاییهای مخلوط بتن است که به واکنش سیلیسی – قلیایی(Alkali Silica Reaction ASR) معروف است. این واکنش می تواند برای پایداریبتن بسیار خطرناک باشد. به همین منظور باید پیشگیری مناسبی در جهت کمتر کردن اثراین واکنش انجام شود. پیشگیری مناسب می تواند با استفاده از یک ماده پوزولانی مناسبمانند :خاکستر هوایی ،سرباره کوره آهن گدازی و یا میکرو سیلیس (Silica Fume SF) با نسبت مناسب در مخلوط بتن انجام گیرد. حساسیت شیشه به مواد قلیایی این حدس را بوجود می آورد که شیشه درشت و فیبر شیشه می تواند اثر واکنش ASR را کم و یا محو کند. اگرچه این تصور نیز وجود دارد که پودر شیشه می تواند خواص پوزولانی (مانند مواد ذکر شده در بالا) از خود نشان دهد و از اثرات و انجام واکنش ASR توسط دانه های شیشه جلوگیری کند. ریندل نتایج کارهای انجام شده توسط افراد و ارگانهای مختلف را بیان کرد.
برای مثال او به نقل از شرکت Boral می گوید که: پودر شیشه آهکی سیلیکاتی رد شده از الک 100# در جهت کاهش ASR است. همچنین مرکز زمین پاک واشنگتن بیان می کند که دانه های ریز (پودر) می توانند بتن را بوسیله آزمایش ASR تضعیف کنند. همچنین کارهای انجام شده توسط آقای Samtur بر روی این موضوع بیان می کند که پودر شیشه رد شده از الک 200# می تواند مانند یک ماده پوزولانی و در جهت کاهش اثر واکنش سنگدانه ها (ASR) عمل کند. همچنین آقای Pattengil نیز به همین نتایج دست یافت. اخیرا مرکز تحقیقات انرژی ایالت نیویورک حمایتهای مالی تحقیق بر روی کاربرد شیشه بازیافتی برای بلوکهای بنایی بتنی را انجام داده و نشان داده که شیشه ضایعاتی می تواند هم به جای سنگدانه و هم به عنوان ماده افزودنی (با ایجاد شرایط مشخص) در بتن استفاده شود. آقای Bazant بیان می کند که ذرات شیشه خدودباعث انبساط زیادی می شوند. اگرچه ذرات کوچکتر از mm 0.25 در آزمایشگاه باعث هیچ گونه انبساطی در بتن نگردیدند. آقایان Baxterو Meyer فهمیدند که ذرات شیشه حدود mm 1.2 باعث بیشترین انبساط ملات در بین دانه های با اندازه mm 4.75 تا mm 0.15 می شوند. آنها فهمیدند که بیشترین انبساط وقتی حاصل می شود که 100% ذرات شیشه بصورت سنگدانه باشند و اگر شیشه های سبز بیش از 1% اکسید کرم داشته باشند اثر مثبتی بر واکنش ASR دارند. mm1.5
آقایان Carpeneter و Cramer گزارش می دهند که پودر شیشه بر کم کردن اثر واکنش ASR در آزمایش تسریع شده ملات مانند اثر خاکستر بادی و میکروسیلیس و سرباره موثر است. این نشان می دهد که پودر شیشه می تواند انبساط ناشی از ASR را در سنگدانه های حساس و شیشه های دانه ای متوقف کند. از مطالب بالا نتیجه گیری می شود که شیشه می تواند به سه صورت در بتن استفاده شود: درشت دانه ریز دانه پودر شیشه درشت دانه و ریز دانه می توانند باعث واکنش ASR در بتن شوند. اما پودر شیشه می تواند اثر ASR آنها را کاهش دهد. در بعد تجاری بسیار به صرفه است که پودر شیشه به جای سیمان مصرف شود تا اینکه شیشه بهعنوان سنگدانه در بتن مصرف شود. پودر پودر شیشه یک ماده با ارزش است که از شیشههایی که برای بازیافت مناسب نیستند به دست می آید. در قسمتهای بعدی اطلاعاتی در مورد استفاده از شیشه در بتن در سه خالت ذکر شده ارائه می گردد. کارهای آزمایشگاهی سه مورد از کاربردهای شیشه در بتن در برنامه تحقیق ARRB مشخص شده است. اینها شامل : شیشه های درشت دانه شیشه های ریزدانه و پودر شیشه است. حدود ذرات برای هر شاخه در زیر ذکر شده است. شیشه درشت دانه mm 12-4.75 CGA شیشه ریز دانه mm4.7-0.15 FGA پودرشیشه کوچکتر از mm0.01 GLP ترکیب شیمیایی تولیدات یک تیپ شیشه مشابه هستند. همچنین در جدول زیر ترکیب شیمیایی شیشه ها با رنگهای مختلف ارائه شده است.
شیشه های درشت دانه و ریز دانه جهت جایگزینی حدود اندازه های مشابه سنگدانه های طبیعی به کار می روند. پودر شیشه به عنوان یک ماده پوزولانی مورد مطالعه قرار می گیرد(مانند کاربرد خاکستر هوایی و میکروسیلیس). مقایسه ای بین مواد مخلوط در شیشه شکسته و پودر شیشه و میکروسیلیس در جدول زیر نشان داده شده است. مواد طبیعی استفاده شده در این کار شامل ماسه طبیعی بتن ویکتوریا و سنگ شکسته طبیعی بازالتی بود. یکسری سنگدانه فعال خاکستری از NSW برای تشخیص اثر پودر شیشه بر توقف انبساط AAR (Alkali Aggregate Reaction) مصرف شد. 3- سنگدانه های درشت و ریز شیشه در بتن تاثیر خصوصیات فیزیکیسنگدانه های شیشه ای مانند اندازه آنها در مخلوط بتن مشخص است.
شیشه بنابر طبیعت اشباع از سیلیس و شکل بی ریخت ملکولی آن به حمله شیمیایی مخیط قلیایی که در بتن هیدراته شده ایجاد می شود حساس است. این حمله شیمیایی می تواند تولید تغییر شکلهای وسیعی بر ژل AAR بتن داشته باشد که توسعه پیدا می کند و اگر پیشگیریهای مناسب در فرمولاسیون طرح اختلاط لحاظ نشود باعث ترک خوردن زودرس بتن می شود. طبیعت واکنش شیشه در کاربرد آن در بتن بسیار اهمیت دارد. برای مثال بعضی از سنگدانه های طبیعی می توانند وقتی که به مقدار کمی در بتن استفاده می شوند باعث انبساط بیش از اندازه بتن شوند و بعضی دیگر به صورت 100% در بتن استفاده می شوند. واکنش سنگدانه ها بوسیله آزمایش تسریع شده استوانه ملات (AMBT) مشخص می شود (ASTM C1260). نتایج آزمایش AMBT نشان می دهد که مخلوط با شیشه بیشتر در ملات انبساط بیشتری نیز داشته است. شکل 2 این اثر را نشان می دهد. شرط برای این آزمایش این است که انبساط کمتر از 0.1% در عمر 21 روزه نشان دهنده سنگدانه غیر فعال و بیش از 0.1% در عمر 10 روزه نشان دهنده سنگدانه فعال است. انبساط کمتر از 0.1% در 10 روز ولی بیش از 0.1% در 21 روز نشان دهنده سنگدانه با واکنش آهسته است. بر اساس این شرط شکل 2 نشان می دهد که استفاده از بیش از 30% شیشه در بتن ممکن نیست اثرات زیانباری داشته باشد. (مخصوصا اگر قلیاییهای بتن کمتر از kg3 Na2O در یک متر مکعب باشد). بتنهای با قلیایی بیشترممکن است انبساطهای بیشتری را بوجود بیاورند. این موضوع در شکل 3 برای چهار اندازهاز ذرات شامل پودر (کمتر از mm0.01) ماسه خیلی ریز (mm0.3-0.5) و دو قسمت سنگدانهبزرگتر نشان داده شده است. نتیجه نشان داده شده در شکل 3 نشان می دهد که اندازه هایشیشه زیر mm0.3 اختمال کمی برای انبساط خطرناک دارند ولی اندازه های بزرگتر ازممکن است باعث انبساطهای قابل ملاخظه ای شوند. بنابراین اندازه انبساط وابسته به میزان شیشه موجود، اندازه ذرات و میزان قلیاییهای مخلوط است.این نتایج نشان می دهد که شیشه می تواند ژلAAR تولید کند و اگر اندازه ذرات به اندازه کافی کوچک شود می تواند به عنوان یک ماده پوزولانی عمل کند. mm0.6
مشخص شده است که فعالیت سنگدانه ها و انبساط حاصله می تواند با بکار بردن میزان مناسب از مواد با خاصیت سیمانی شدن مانند میکرو سیلیس و خاکستر هوایی کنترل شود. همچنین پودر شیشه ریز می تواند بصورت مشابه عمل کند. با توجه به کاربرد سنگدانه های ریز و درشت که مورد بررسی قرار گرفتند مخلوطهای آزمایشی با توجه به میزان سنگدانه های ریز و درشت مناسب در مخلوط بتن گسترش یافته اند. آزمایشات به سمت تولید بتن با حدود Mpa32 تحمل پیش رفتند. مخلوط محتوی Kg/m3255 سیمان و Kg/m3 85 خاکستر هوایی بود. میزان شن و ماسه به ترتیب Kg/m3 1080 و Kg/m3780 مناسب به نظر می رسید.
بعد از تعدادی سعی و خطا فرمولی رضایتبخش به سمت ویژگیهای مناسب بتن تازه جهت این مخلوط پیدا شد که به صورت زیر است: این موضوع از مقاومت بتنها آشکار است که این مخلوطها به راحتی به مقاومت Mpa32 رسیده و ختی از آن عبور می کنند( در حالی که از مقدار زیادی شیشه بازیافتی استفاده شده است). برای مصارف غیر سازه ای که مقاومت کمتری مورد نیاز است از همین مخلوط بدون کاهش دهنده (روان کننده) آب می توان استفاده کرد. دو مخلوط بتن با 50% شیشه درشت دانه و با یا بدون 50% شیشه ریز دانه در جدول 4 تشریح شده است. با توجه به وجود 25% خاکستر هوایی در مخلوط ،بتن از واکنش ASR نیز محفوظ است. جمع شدگی ناشی از خشک شدن این مخلوطها خوب و زیر مرز 0.075% که توسط استاندارد استرالیا معین شده ، بود. شکل 4 منحنی جمع شدگی خشک شدن متوسط را برای نمونه های با میزان شیشه متفاوت نشان می دهد. با توجه به مطالب بالا به این نتیجه می رسیم که مقدرا حتی بیش از 50% از هر کدام از درشت دانه یا ریز دانه می توانند در مخلوط بتن سازه ای یا غیرر سازه ای مصرف شوند. اگرچه دیگر پارامترهای مهندسی این مخلوطها نیاز به تحقیق و بررسی بیشتری دارند. 4- اثرات پودر شیشه بر مقاومت ملات تقسیم اندازه ذرات پودر شیشه (GLP) بصورت زیر است: اندازه ذرات کوچکتر از 5 میکرون 5-10 میکرون 10-15 میکرون بزرگتر از 15 میکرون درصد 39 49 4.4 7.6 سطح مخصوص پودر شیشه m2/Kg 800بود که تقریبا دو برابر بیشتر سیمانهای موجود است. اثرات جایگزینی پودر شیشه با سیمین یا ماسه بر مقاومت مکعبهای ملات ( نسبت سنگدانه به سیمان 2.25 و نسبت آب به سیمان 0.47) در شکلهای 5 و 6 نشان داده شده است. در مورد جایگزینی سیمان ممکن است کاهش مقاومت 28 روزه پیش بیاید که یک اثر کوتاه مدت است و خواص پوزولانی را آشکار می کند. همچنین خاکستر هوایی نیز وقتی که با میزان مشابه سیمان جایگزین می شود اثری مشابه تولید می کند. مقاومتهای طولانی تر با میکرو سیلیس مورد مطالعه قرار گرفتند. این سری از نمونه ها تشکیل شده بود از : نمونه کنترلی که ریزدانه فعال خاکستری داشت ، نمونه با 10% میکروسیلیس ، با 20% پودر شیشه ، با 30% پودر شیشه که با سیمان مساوی جایگزین شده بودندو در یک نمونه نیز 30% پودر شیشه جایگزین سنگدانه ها شده بود. شکل 7 مقاومت این نمونه ها را در عمر 270 روزه نشان می دهد. سه نتیجه نشان می دهد که جایگزینی 10% بخار سیلیس مقاومت بیشتری از جایگزینی GLP دارد. ولی همچنین نشان می دهد نمونه ملاتی که حاوی GLP باشد برای مدت طولانی تری رشد مقاومت خواهد داشت (به خاطر واکنش پوزولانی). باید توجه شود که وقتی 30% ماسه با پودر شیشه جایگزین می شود مقاومت 90 روزه برابر مقاومت مخلوط حاوی میکروسیلیس است. برای بررسی اثر مثبت جایگزینی پودر شیشه به جای سنگدانه ها دو آزمایش اضافی بر روی مکعبهای ملات انجام شد (270 روز عمل آوری شده).
در یک سری از نمونه ها 20% از سیمان با پودر شیشه جایگزین شد و در سری بعدی به علاوه 20% سیمان 10% از سنگدانه ها نیز جایگزین شدند. شکل 8 نشان می دهد که این جایگزینی به صرفه است (احتمالا به خاطر بهبود دانه بندی و واکنش پوزولانی). همچنین باید توجه شود که مقاومت مخلوط با 20% شیشه به جای سیمان و 10% به جای سنگدانه ها به مقاومت مخلوط محتوی میکرو سیلیس رسیده و از آن تجاوز می کند. ظاهرا اثرات سود آور مقایسه شده میکرو سیلیس بر مقاومت نسبت به پودر شیشه بصورتی زیاد در این آزمایش افزایش یافته اند. زیرا مخلوط با میکروسیلیس حاوی 90% سیمان است ولی مخلوطهای با پودر شیشه حاوی 80 و 70% سیمان هستند. برای مقایسه مبتنی بر میزان سیمان مساوی ، آزمایش مقاومت ملات بر روی دو سری از نمونه ها که حاوی شیشه دانه بندی شده به جای ریزدانه (80% شیشه و 20% ماسه طبیعی) که 30% از سیمان نیز با مواد دیگر جایگزین شده بود انجام شد. در یک نمونه 30% از سیمان با پودر شیشه جایگزین شد و در دیگری با مخلوطی از 10% میکروسیلیس و 20% سنگ بازالتی غیر پوزولانی نرم و ساییده شده. در این روش میزان سیمان هردو نمونه مساوی است. شکل 9 نشان می دهد که نتایج مقاومت برای هر دونمونه تقریبا یکسان است. باید به این نکته توجه شود که مقاومتهای نشان داده شده در شکلهای 7 و 9 به علت تفاوت کلی در سنگدانه های ملات اساسا قابل مقایسه نیستند. 5- اثر پودر شیشه بر انبساط ملات همانطور که در شکلهای 2 و 3 نشان داده شده دانه های در حد ماسه شیشه می توانند باعث واکنش قلیایی سنگدانه ها بصورت خطرناکی باشند ( مخصوصا در میزان بالای شیشه در آزمایش تسریع شده ملات). بنابر این 6 سری نمونه های ملات محتوی 80% دانه های شیشه فعال ساخته شد. نمونه کنترلی که حاوی سنگدانه و سیمان معمولی بود، و در 5 نمونه دیگر سیمان با 5% و 10% میکروسیلیس و 10 و20 و 30% پودر شیشه جایگزین شده بودند.
شکلهای 10 و 11 نشان می دهند که این ترکیبات (هردو حالت GLPو میکروسیلیس) در کاهش انبساط واکنش AAR موثر هستند به شرط اینکه به اندازه مناسب مصرف شوند (10%میکروسیلیس و <20%GLP). این نتایج نشان می دهد که نقش 20 و 30% GLP در توقف واکنش AAR بیشتر از 10% میکروسیلیس است. با وجود مقدار زیاد کربنات سدیم در شیشه (حدود13%) این نکته مهم است که خود دانه های پودر شیشه باعث انبساط طولانی مدت ملات نشوند و یا باعث تحریک سنگدانه های فعال مخلوط نباشند. آزمایش طولانی مدت استوانه ملات در 38 درجه سانتیگراد و 100% اشباع با سنگدانه های فعال و غیر فعال و با میزان جایگزینی مساوی سیمان (مانند آنچه در بالا گفته شد) انجام شد. انبساط کمتر از 0.1% در یک سال نشان دهنده ترکیب بی ضرر است. شکل 12 نشان می دهد که وقتی سنگدانه ها غیر فعالند خود GLP باعث انبساط مخلوط نمی شود. اما شکل 13 نشان می دهد که وقتی سنگدانه ها فعال هستند وجود 30%GLP باعث تحریک واکنش سنگدانه های خیلی حساس هم نمی شود. همچنین وقتی که سیمان جایگزین نشود و 30% GLP به جای سنگدانه استفاده شود باعث انبساط خطرناک استوانه ملات نمی شود. اطلاعات نشان می دهد که GLP می تواند بدون ترس از اثرات زیانبار آن استفاده شود. 6 -پودر شیشه در بتن اثر پودر سیسه بر انبساط بتن مشخص شد.
یکسری سنگدانه خیلی فعال در منشور بتن (بر اساس ASTM C1293) استفاده شد.انبساط خطرناک در این آزمایش 0.03% تا 0.04% در یک سال است. شکل 14 نشان می دهد که 40% GLP که پتانسیل رها سازی قلیایی بیشتری از 30%GLP دارد می تواند تا 80% از انبساط ناشی از سنگدانه های فعال جلوگیری کند. برای سنگدانه های کمتر فعال نیز انبساط متوقف می شود. این امر نشان دهنده اثر مثبت GLP در بهبود دوام بتن است. وقتی که نسبتهای متفاوتی از GLP با سنگدانه های غیر فعال در بتن با قلیایی بالاتر (Na2O/m3 5.8) استفاده می شوند خود شیشه نیز باعث انبساط خطرناکی در مخلوط نمی شود. نتیجه آخر اینکه GLP اثر زیان آوری بر مخلوط بتن ندارد. 1-6- اثر پودر شیشه بر خزش و مقاومت بتن به تعداد نمونه های شکل 15 ولی با قلیایی کمتر برای تعیین خزش خشک شدن بتن با مقادیر مختلف GLP و میکروسیلیس استفاده شد. اطلاعات طولانی مدت نشان داده شده در شکل 16 نشان می دهد که خزش خشک شدگی مخلوطهای متفاوت زیاد نیست و به راختی استانداردهای AS3600 را برآورده می کند.(کمتر از 0.075% در 56 روز) مقاومت نمونه های ساخته شده در شکل 17 نمایش داده شده است.
به نظر می رسد که اگرچه مخلوطهای محتوی GLP مقاومت اولیه کمتری دارند (با توجه به سیمان کمتر) ولی به رشد مقاومت خود در محیط نمناک ادامه می دهند و به مقاومت نمونه کنترلی نزدیک می شوند. همچنین وقتی که GLP با ماسه جایگزین می شود مقاومت بصورت چشمگیری از نمونه کنترلی بیشتر است. رشد ممتد مقاومت به وضوح اثر مثبت واکنش پوزولانیرا در بتن نشان می دهد. 7-بافت میکروسکوپی ملات محتوی پودر شیشه نمونه های ملات محتوی GLP که 270 روز در محیط نمناک بودند بوسیله میکروسکوپ الکترونی اسکن شدند. این نمونه های ملات نشان دهنده خصوصیات بتنهای با عمر مشابه نیز بودند. شکل 18 نشان دهنده بافت میکروسکوپی متراکم در ملات با 30% GLP است و اثر واکنش پوزولانی شیشه را در بتن نشان می دهد. در هر دو مورد شکست سطح نمونه ملات حاکی از بافت میکروسکوپی متراکم بود. 8- نتیجه اطلاعات موجود در این مقاله نشان می دهد که پتانسیل زیادی در بازیافت شیشه و مصرف آن در حالتهای پودر ،ریزدانه و درشت دانه وجود دارد. این نتیجه نهایی می تواند حاصلشود که می توان با جایگزینی شیشه با مواد گرانقیمت تری مانند میکروسیلیس یا خاکسترهوایی و یا حتی سیمان در هزینه ها صرفه جویی کرد. GLP
مصرف پودر شیشه در بتن می تواند از انبساط ASR در حضور سنگدانه های فعال جلوگیری کند. همچنین بهبود مقاومت پودر شیشه در ملات و بتن چشمگیر است. آزمایشات بافت میکروسکوپی نشان دهنده این است که پودر شیشه می تواند یک مخلوط متراکم تر تولید کند و خصوصیات دوام بتن را بهبود ببخشد. این نتیجه که 30% پودر شیشه می تواند به جای سیمان یا سنگدانه در بتن (بدون نگرانی از اثرات زیانبار طولانی مدت) جایگزین شود حاصل شد. بیشتر از 50% از هر دو (پودر شیشه یا سنگدانه شیشه ای) می تواند در بتن با رده مقاومت Mpa 32 باعث بهبود قابل قبول مقاومت بتن شود.

Very little information exists in published literature on defect chemistry and frequency as a function of furnace age and AZS reuse, so researchers at Vesuvius Monofrax, Inc. attempted to correlate glass defect chemistry with AZS refractories of varying ages. They analyzed post-campaign AZS refractory blocks from three types of glass melting furnaces: a soda-lime container furnace, a soda-lime tubing furnace and a lead silicate TV funnel furnace. The results of this study are providing a better understanding of the link between AZS refractory corrosion and glass defects.

Soda-Lime Container Furnace, 10-Year Campaign
Figure 1 shows an AZS superstructure (left and inset) and a glass contact refractory block (right) taken from a soda-lime container furnace following a 10-year campaign. While the glass contact block reveals rounded edges from corrosion and a shiny surface due to glass adhering to the refractory, the superstructure refractory appears to be dry on the surface, has relatively sharp edges and shows a whitish crust on the entire exposed hot face. The glass contact block appears to have come from below the metal line.The holes in the blocks are from drilling core samples for characterization. Polished sections for microscopy were prepared from the core samples. The chemistry and microstructure were analyzed as a function of depth using SEM/EDS techniques. In addition, physical properties such as the bulk density and the apparent porosity were also measured as a function of depth.

The chart on the upper portion of Figure 2 shows the matrix phase chemistry as a function of depth for both the glass contact and superstructure AZS refractory samples. Both samples exhibit similar changes in chemistry-i.e., an increase in the concentration of the alkali/alkaline earth species, an increase in the alumina concentration and a decrease in the concentration of silica. However, the superstructure refractory sample shows a greater depth of chemical change than the glass contact sample. An example of this is the depth of the nephelitic zone, mentioned above, which was found to be greater in the superstructure sample than in the glass contact sample.
The results shown in Figure 2 suggest that the glass contact refractory corrosion lessens with time, while the superstructure corrosion continues over the life of the furnace campaign.

Soda-Lime Tubing Furnace, Five-Year Campaign
Figure 3 shows a photo of an AZS glass-contact sidewall block obtained from a soda-lime glass tubing furnace following a five-year campaign. The inset photo shows a viscous knot glass defect also obtained from this tubing furnace. In addition to analyzing the chemical, physical and microstructural changes in the refractory block, researchers also analyzed the glass defect to determine if its source was the glass-contact AZS refractory.
The chart in the upper portion shows the chemical analysis of the matrix phase (glassy in the as-is AZS refractory) as a function of depth in the AZS block. The chemistry of this tubing glass is similar to that of the soda-lime container glass described previously, and the chemistry profile of the AZS block was found to be similar to that seen in the container glass tank. The alkali/alkaline earth and alumina contents increased, while the silica content decreased in the matrix toward the glass/refractory interface. This resulted in the formation of a nephelitic matrix phase.

Figure 5 compares the depth of corrosion in the glass contact AZS blocks taken from the container and tubing furnaces. Though the corrosion depth is greater in the container furnace, this could be due to the differences in the campaign durations (10 years for the container vs. 5 years for the tubing), location in the furnace and temperature.

TV Funnel Furnace, Four-Year Campaign
The third post-campaign AZS refractory sample was obtained from a TV funnel furnace after approximately four years of service. A core sample, B1 as shown in Figure 6, was drilled from the center of the charge end superstructure wall. The extensive rundown seen on the wall is most likely due to the corrosion of the AZS blocks, which was accelerated by the inevitable presence of batch dust in the charge end area. A cross section of the core sample (top right photo) shows a tear running from the hot face into the block interior, and a change in the color of the refractory.


Summary of Results
Table 1 summarizes the depth of corrosion measured in all the AZS samples discussed in this article. While the numbers shown in the table are not meant to be used for calculating the rate of corrosion of glass contact and superstructure AZS refractories, the trend observed here supports the conclusion that superstructure AZS undergoes a greater degree of chemical change than the glass contact AZS below the metal line. All other variables being equal, this data therefore suggests that superstructure corrosion can continue as the furnace ages, while glass melt contact corrosion (below the metal line) can slow down with the age of the furnace.In addition to studying the corrosion behavior, researchers also measured changes in the physical properties of the post-campaign AZS samples. The level of apparent porosity was, in general, higher than that seen in the as-is AZS. This increase is most likely due to the formation of new crystalline phases (that can be higher in density and thus lower in volume) at the expense of the glassy phase, and also from liquid phase rundown from the refractory surface into the glass bath.

AZS Corrosion and Glass Defect Formation
Figure 9 explores a correlation between the AZS refractory corrosion and knot/cord-type glass defects. To create this chart, researchers plotted the chemistry of all knot and cord defects analyzed at the Monofrax Technical Center within the last five years. The chart compares the ZrO22O3/ZrO2 molar ratio of the defects. When assigning the most likely origin of the defect-i.e., superstructure or melt contact AZS corrosion-the researchers used the chemistry of the AZS refractory samples discussed in this article, as well as many other samples available in their database. concentration with the AlThe defect represented by a triangle symbol in Area 1 is believed to have definitely originated from the melt contact corrosion of AZS refractories. The defects represented by square symbols in Area 3 are believed to have definitely originated from the superstructure corrosion of AZS refractories. Defects noted in Areas 2 and 4 represent some uncertainty about the source; however, the defects in Area 2 are most likely from an AZS melt contact source, and the defects in Area 4 are most likely from an AZS superstructure source.
Since the defects shown in this chart came from furnaces melting many types of glass chemistries, and the majority of the defects appear to have originated from superstructure AZS corrosion, it seems logical to conclude that glass defect formation continues as a given glass melting furnace ages.
Minimizing Defects
Based on the studies described in this article, it is evident that both short- and long-term corrosion mechanisms are similar. Glass melt contact refractory corrosion can lessen with time due to boundary layer formation and the effect of external cooling at the metal line. Superstructure refractory corrosion, however, can continue through the entire campaign duration, as evidenced by the soda-lime container tank study, where the corrosion depth was ~50 mm glass contact and ~150 mm superstructure.Post-campaign refractory evaluation has also shown an increase in apparent porosity, which may be due to the formation of new phases and/or a matrix (liquid) phase rundown. The chemistry of both knots and cords appears similar to the AZS hot face chemistry following corrosion. Though both glass contact and superstructure corrosion products can lead to knot/cord defects, superstructure corrosion is a more potent and long-term source of defects. Additionally, used AZS can contain new crystalline phases such as nepheline, kalsilite, leucite, beta-alumina and zircon. And a mismatch in the coefficient of thermal expansion (CTE) with unaltered AZS may lead to spalling, which can also cause defects.
As mentioned earlier, the glassy matrix phase in AZS (which is effectively 1/3 of the total volume) provides large pathways for the corrosive alkaline and alkaline earth species to diffuse into the body of the refractory. This in-diffusion promotes the dissolution of crystalline alumina, resulting in an expansion of the glassy phase volume. The data from post-campaign AZS superstructure blocks show significant chemical alteration of the glassy phase in up to several inches of the block thickness.
Given that the majority of the knot and cord defects analyzed at
Monofrax are similar in chemistry to that of the AZS glassy phase
following superstructure corrosion, and that AZS superstructure
corrosion can progress over the life of the furnace campaign, it is
reasonable to conclude that superstructure AZS corrosion is an ongoing
source of glass defects. However, the rate of defect generation is a
more complex issue and depends on many other factors besides refractory
degradation. These factors include furnace temperature profile,
throughput and furnace exhaust control, which were not analyzed in this
study.
Obtaining
a correlation between glass defect frequency and furnace variables
would require meticulous recordkeeping of the furnace process
conditions and defect levels throughout the furnace campaign. Glass
manufacturers can either engage in this type of long-term study, or
find alternatives to reduce defects based on the current understanding
of refractory degradation.
There is no doubt that all AZS refractories experience an expansion of the glassy phase volume due to superstructure corrosion and can therefore serve as a source of liquid phase rundown, promoting glass defects. Therefore, the best solution would be to avoid using AZS refractories in the superstructure lining of airfuel furnaces altogether.
One suitable alternative is a fusion-cast alpha-beta alumina refractory, which contains a very small amount of crystalline boundary phase (~2% by volume) bearing nepheline-type chemistry. Comparative studies of AZS and alpha-beta alumina refractories superstructure corrosion in airfuel and oxyfuel furnaces have shown significantly lower chemical alteration of the alpha-beta alumina than that seen in AZS. Furthermore, over the last 10 years, alpha-beta alumina refractories have been successfully used in the crown and superstructure of oxyfuel-fired glass melting furnaces, showing excellent physical and chemical stability over multiple campaigns.
By understanding how glass defects occur, manufacturers can take the
appropriate steps to minimize these defects and improve glass quality.
For
more information about glass furnace refractories, contact Vesuvius
Monofrax, Inc., 1870 New York Ave., Falconer, NY 14733-1797; (716)
483-7200; fax (716) 661-9296; e-mail amul_gupta@us.vesuvius.com; or visit http://www.monofrax.com.
Reference
1. Proceedings of the 62nd Conference on Glass Problems, October 2001, pp. 59-82.برچسبها: تحقیق بر روی خوردگی اجر های فیوزکستAZSدر سه کوره ش
ادامه مطلب
در اين مقاله پژوهشي، مروري بر دستورالعمل هاي محوري
توليدكنندگان موفق و پيشرو شيشه تخت و ساختماني در اروپا خواهيم داشت و
ضمن آشنايي با انواع كوتينگ هاي صنعتي- تجاري اعمال شده بر شيشه تخت، ويژ
گي هاي فني وكمي وكيفي آنها مقايسه ميشود. اهميت بازدهي و عملكرد هر نوع
پوشش بر شيشه در شرايط جوي، آب و هوايي و ساير پارامترها در ميزان صرفه
جويي در انرژي با نمونه هاي ساختمان هاي مدرن شناخته شده، صرفه جويي بحث
ميگردد.
واژگان كليدي:
پوشش نوري،پوشش ضد بازتاب، پوشش آب گريز و آب دوست، صرفهجويي در انرژي ساختمان، شيشه ساختماني
مقدمه:
امروزه
شيشه از جمله اجزاء سازنده ساختمان محسوب مي شود كه علاوه بر زيبايي
عملكرد صحيح آن در برابر تغييرات جوي، رطوبتي، دمايي و شوك هاي مكانيكي و
حرارتي نيز از پارامترهاي قابل توجه مي باشد، به طوري كه در مورد هر يك از
اين فاكتورها به عنوان قابليت، استانداردهاي ويژه اي بر حسب شرايط اقليمي،
نوع ساختمان، ارتفاع يافته اند و حتي شرايط نصب و نوع چهار چوب نيز بر
عملكرد آن مؤثر است. شيشه، شكل ساختمان هاي مدرن وامروزي را زيباتر نموده
است. علاوه بر آن نور شبانهروزي را در برخي موارد تأمين مي كند و در
برابر تغييرات ساليانه آب و هوا مقاوم است. براي مثال، شيشه هاي مناطق
بياباني گرما را به كندي عبور ميدهند وگرماي خورشيد را به سرعت گذر مي
دهند.
بنابر آخرين آمار بيش از 40 درصد انرژي توليد شده در
ساختمانها به مصرف مي رسد. ساخت ساختمان ها و بناهاي جديد با لحاظ
صرفهجويي انرژي ضرورت اصلي مي باشد، موردي كه مقابل Global warmingو
وابستگي هاي انرژي قرار دارد.مطالعات مستقل بسياري نشان مي دهد كه حدود
102 تا 182 ميليون تن CO2 در سال ميتواند با استفاده صحيح ومطابق
استاندارد از شيشه در ساختمان ها ذخيره شود و اين تحليل حاكي از آن است كه
تقريباً به 25 % از كل ذخيره CO2 اروپا تا سال 2020 ميرسد. دو دستورالعمل
مهم كه توسط توليدكنندگان شيشه در اروپا لحاظ مي شود عبارتند از:
- توليد محصولات جديد با بازدهي بالا: ايجاد لايه اي سه تايي يا شيشه هاي كنترل كننده نور خورشيد براي صرفه جويي در انرژي.
-
ارتباط بهتر با مصرف كننده: براي اطمينان از اينكه اين محصولات بيشترين
مزيت را دارند، برچسب انرژي روي شيشه پنجره نصب مي شود كه مطابق شرايط آب
و هوايي تغيير مي كند.
شيشه هاي كم مصرف انرژي شامل لايه هايي هستند كه
به عنوان عايق دمايي عمل مي كنند كه حالت نامريي و شفاف دارند و با
ميكروسكوپ قابل تشخيص مي باشند. اين پوشش ها مانع ورود حرارت از محيط به
داخل ساختمان و يا بالعكس مي شوند، همچنين مانع از انتقال گرماي داخلي
ساختمان به خارج و يا سرماي داخل اتاق به محيط مي شوند؛ بنابراين هدررفت
حرارتي از طريق اين شيشه ها به حداقل مي رسد.
پيشرفت تكنولوژي هاي جديد
توليد ومواد اوليه، بهينه شده است. در گذشته كارايي شيشه هاي مختلف
ساختماني را در عمليات اوليه توليد كه شامل افزودن برخي واكنشگرها و
اكسيدهاي فلزي به بچ مواد اوليه يا در مناطقي ازكوره ذوب مي دانسته اند.
براي مثال درتوليد انواع شيشه رنگي يا فتوكروميك، از اكسيد فلزات واسطه در
حد افزودني كه در آن استفاده از شيشه رنگي علاوه بر جنبه تزئيناتي جذب
بازتابهاي مشخص نوري مدنظر بوده است يا در شيشه هاي فتوكروميك تغيير رنگ
در برابر شدت و نوع تابش نيز از جنبه هاي ديگر محافظت در برابر انرژي بوده
است.همچنين در فرآيندهاي فيزيكي در پس عمليات آنيلينگ وتمپرينگ كه مقاومت
شيشه را در برابر شوكهاي حرارتي تغيير مي دهند يا در پروسه نشكن سازي كه
در آن با اعمال روش هاي مكانيكي لايه هاي متعدد و لمينيت كاري انجام
ميشود كه مقاومت مكانيكي افزايش مي يابد يا روش هاي فيزيكوشيميايي مانند
اچ كردن وتراش كه شيشه هاي مشجر ومات توليد مي شود و به نحوي در پراكنش
بازتاب هاي نوري مؤثر است.همانطور كه گفته شد اصول اين فرآيندها از ابتدا
توليد شيشه ساختماني يكسان بوده و تا به امروز در مسير پيشرفت فناوري هاي
مختلف، به روز شده و ارتقاء يافته است.از جمله پارامترهاي محوري، موضوع
انرژي است. محافظت هاي نوري، تبادلات گرمايي و ساير منظورها به نوعي بحث
استفاده بهينه از انرژي را همراه داشته است. پوشش دهي يا كوتينگ فرآيند
فيزيكي- مكانيكياي مي باشد كه طي آن مواد شيميايي خاصي روي سطح به طور
يكنواخت پوشش مي دهند. لايه حاصل بدون هيچ واكنش شيميايي و صرفاً براساس
برهم كنش هاي فيزيكي، پيوندي را با سطح شيشه ايجاد مي كند كه طبق شرايط
تعريف شده پايدار است. ضخامت لايه، ميكروني بوده و سايز ذرات نيز از 50 تا
800 ميكرون متغير است.
بحث و فرآيند تجربي:
لايه نشاني به روش هاي
مختلفي انجام مي شود كه به ابعاد ونوع شيشه، نوع ماده كوتينگ وضخامت لايه
مورد نظر بستگي دارد. بسياري از پوششها نه تنها در بهبود انرژي شيشه
مناسب هستند بلكه عيوب ناشي از طراحي را پوشش مي دهند.براي مثال پوشش هاي
ضد بازتاب (آنتي رفلكس) در رسيدن به حداقل u-value مؤثر هستند. همچنين
پوشش هاي الكترورنگ (الكتروكروميك)نيز به طور تلفيقي با پوششهاي ضد
بازتاب در شرايط نوري فصول متفاوت ، عملكرد شيشهها را بهينه مي كنند يا
براي نمونه آنكه اثرات حاصل از تبريد (كندانس) رطوبت محيط بيروني با پوشش
هاي سطوح خارجي شيشه به حداقل مي رسديا قابل حذف است.شيشه هاي لمينت
همچنين در ساختمانهاي مدرن ، ايمني، مقاومت صوتي و زيبايي را به همراه
دارد؛ همچنين بحث ذخيره انرژي و نشر گازهاي گلخانه اي را به خوبي برآورده
مي كنند.
نتايج برخي آزمونها در مورد پوشش هاي بخش خارجي شيشه اين مورد
را اثبات كرده اند. نمونه اي از محاسبات موازنه انرژي براي شيشههاي
الكتروكروميك بهترين پتانسيل عبوردهي نور را براي شيشه هاي سهپوششه، پوشش
هاي ضد بازتاب نشان مي دهد. ايجاد لايه هاي الكتروكروميك تا حدبسياري از
مشكلات را جوابگو بوده است اما متأسفانه عبور نور را كاهش مي دهد و اين
مورد با كاهش دما، مشخص تر مي شود.
بازدهي انرژي اخيراً يكي از مهم
ترين مباحث اقتصادي - سياسي روز شده است. اتحاديه اروپا ، صدور و ارائه
راهكارهاي مستقيم مصرف انرژي را در ساختمان ها تا سال 2020 به 80درصد
مقدار كنوني و تا سال 2050 تا 50درصد پيش بيني مي كند. براي رسيدن به اين
هدف بهترين فن آوري در ساخت و سازها را بايد رعايت نمود. بازدهي انرژي در
ساختمان بيش تر در مورد شيشه مطرح است كه براي داشتن بهترين u-value ، به
حداقل مقدار W /m2k در شرايط آب و هوايي سرد نياز است.
محصولات شيشه
جام ، انواع مختلفي در بازار دارند اما اينكه چه نوعي ، در چه ساختماني و
چگونه به كار برود بحث راتخصصي مي كند. چنين ساختمان هايي در رديف
استانداردpassive house قرار مي گيرند وكشورهايي كه از سيستم نرخ گذاري و
رده بندي انرژي در ساختمان ها استفاده مي كنند، كارآيي شيشه ها را به خصوص
در پارامتر u-value و سولار مورد توجه قرار مي دهند.
چگونگي رسيدن به
مقادير كاهش يافته u-value در طراحي شيشه هاي سه لايه و يا دو پوششه با
مقدار پايين نشر (Low – emissivity) تعريف مي شود و گاهاً اثرات ناخواسته
اي مثل تبريد سطح خارجي شيشه ، كاهش دستيابي به انرژي گرمايي ناشي از
فرآيند سولار در زمستان و عبور نور قرمز را كاهش مي دهد.
در مورد پوشش
هاي Low – emissivity(نشركننده پايين) و سولار (خورشيدي ) مي توان گفت كه
از متداول ترين نوع پوشش شيشه در شرايط آب و هوايي سرد مي باشند . ارائه
اين كوتينگ به پيشرفت برجسته اي در تأييد انرژي در شيشه ها رسيد. شيشه هاي
داراي پوشش هايي از اين نوع را در دودسته سخت و نرم دسته بندي كرده اند ،
شيشه هاي كوتينگ سخت كه يا اكسيد قلع (SnO2) و شيشه هاي كوتينگ نرم كه
داراي نقره ميباشند. ويژگي كلي اين پوشش ها ، عبور بالاي نور مرئي و
افزايش انعكاس در محدوده ناحيه زير قرمز(IR) است.
شاخص تغييرات در
نمودار از عبور بالا با انعكاس بالا در محدوده باريكي از طول موج نور
تابيده شده به سطح شيشه ، ديده مي شود. بدين ترتيب اين كوتينگ تقريباً
تمامي تابش هاي خورشيدي را در مجاورت ناحيه نامرئي عبور داده و مانع از
گرمايش زياد شيشه ميشود.
براي محدوده تابش هاي حرارتي، نشر نوعي در
محدوده 51 /0>ε>20 /0 مي باشد كه با كوتينگ نازك نقره و دوپه يافته
با اكسيد قلع(II) به حداكثر مي رسد. نشر پايين از تابش گرمايي بين قاب و
چهارچوب پنجرهها ممانعت مي كند و در پنجره مقدار u-value پايين را نشان
مي دهد، به عبارتي اين حالت به هدايت گرمايي پايين و عايق گرمايي خوبي مي
رسد كه معادل هم هستند.عايق حرارتي اضافي را مي توان با پركردن فضاي شيشه
دوجداره با يك گاز سنگين ايجاد كرد. گازهاي معمول مورد استفاده ، آرگون،
كريپتون و زنون هستند . البته نام تجاري شيشه ها با عملكرد آن ها چندان
مطابقت ندارد و واژه شناسي آن ها كمي توجيه را مشكل مي كند.
واژه Low –
emissivity براي پوشش هايي است كه در شرايط آب و هوايي سرد قرار دارند در
حالي كه مقدار پايين u-value، لازمه ادغام با g-value يعني حد بالاي
گذردهي انرژي خورشيدي است.
واژه "كنترل خورشيدي " براي پنجره هايي به
كار مي رود كه عامل اصلي آن به شرايط آب و هوايي بستگي دارد.بسياري از
پوشش هاي كنترل خورشيدي با كوتينگ هاي Low – emissivity (عبور پايين همراه
ميباشند كه اين باعث پيچيدگي عملكرد و نام تجاري شيشه مي شود. معذالك
چنين پوشش هايي در شيشه هاي دو يا سه لايه اعمال شده و پارامترهاي زير را
دارند:
0/15 < g-value < 0/85
0/5 < u-value < 6/0
0/05 < light-trans < 0/90
البته
متغيرهاي فوق ، توأماً در هر ادغام پوششي ، حاصل نمي شوند. در طراحي هاي
تلفيقي نمي توان هم light-transمناسب و هم g-value خوب را انتظار داشت. در
محدوديت هاي فيزيكي ، گستره پايين تر u-value ضرورتاً به g-value پاييني
مي رسد و نور ميتواند عبور كند.
البته اين چندان مورد خوبي نبوده ،
ليكن مهم مي باشد. بايد در نظر داشت كه پوشش هايي با كم ترين مقدار عبور ،
داراي كوتينگهاي كنترل خورشيدي مي شوند كه اين لايه ها با u پايين اهميت
مي يابد. براي طراحان و معماران ، توجه به پارامترهاي مزبور ، كارايي
شيشههاي ساختماني را بهينه مي سازد.
در اين راستا براي هر نوع شيشه كدگذاريهايي انجام شده كه استانداردهايي نيز برآنها مترتب است.
براي مثال شيشه SS نام تجاري شيشه هايي است كه تابش خاصي از نور را عبور مي دهند يا منظور از WWR همان window wall ratio است.
در سال 2003،شهرداري دبي ، كدگذاري استاندارد انرژي را روي شيشه هاي ساختماني اجرايي كرده است.
براي
مثال براي دستيابي به درصدمناسب WWR به مقدار 40 درصد، ميتوان پوشش دو
لايه SS را با لايه عبور پايين ادغام كردكه پارامتر VLT براي آن 50 %
باشد.در عين حال مي توان به شفافيت مناسبي در طراحي نيز دست يافت.
برج
سلطنتي رياض داراي شيشه هايي با پوشش هاي چند لايه اي مي باشد كه داراي
VLT و W /m2k 21% و90 /1=u-value است ، همچنين برج بانك قطر داراي TLV=
47% و 30 /1 = u-value مي باشد.
عوامل مؤثر در مقدار بازدهي انرژي (EE)
و انرژي خورشيدي (SE)، شامل عبور نور ، بازتاب نور ،عامل خورشيدي ، ميزان
نشر و u-value ميباشند. منظور از عامل خورشيد(SF)، گرماي نور خورشيد مي
باشد كه از شيشه گذر مي كند و مقدار آن از 9-1 درصد به رنگ يا پوشش اعمال
شده روي شيشه بستگي دارد.
اين پوشش ها ، با پوشش قلع ، نقره يا جيوه اندود روي شيشه هاي آيينهاي خيلي متفاوت است ولي در برخي عملكردها تفاوتي نميكنند.
در
شيشه ساختمان هاي اداري و تجاري، بيش ترين مسئله هدررفت انرژي گرمايي و
سرمايشي است، شيشه ها اغلب بزرگ هستند و باز نميشوند و سيستم هاي كاربري
مانند كامپيوترها، پرينترها ، لامپ هاي روشنايي و پروژكتورها و غيره،
گرمازادي را در محيط داخل ايجاد مي كنند. همچنين تردد افراد نيز گرماي
محيط را افزايش ميدهد.
اگر چه در بسياري از اماكن از كولرهاي تعديل
كننده هواي خنك و رطوبت استفاده مي شود ليكن وجود پوشش مناسب، اجتناب
ناپذير است. لذا طراحان برج ها و ساختمان هاي بلند، برنشر پايين و كاهش
انرژي خورشيد از طريق اين شيشه ها بيشتر متمركز شده اند. اين شيشه ها،
گرماي خورشيد را بدون كاهش گذر نور طبيعي، بازتاب داده ضمن آنكه، زيبايي
سطح را حفظ مي كنند. استفاده از شيشه هاي سولار در ساختمانهاي اداري و
تجاري اروپا حدود 15 تا 85 ميليون تن CO2 را كاهش ميدهد. همچنين براي
مغازه ها، فروشگاه ها و منازل، استفاده از شيشه هاي عايق با نشر پايين،
حدود 97 ميليون تن CO2 را تا سال 2020 كاهش ميدهد.اكثر ساختمان هاي
اروپايي از پنجره هاي نشر پايين با دو يا سه لايه استفاده مي كنند.
همان
طور كه گفته شد توجه به مقادير فاكتورهاي نشر پايين، u-value و عبور ور در
شيشه هاي چند لايه نقش مهمي در طراحي ساختمان دارد. ارائه و فروش بيش تر
آن ها بر اساس شاخص هاي سرمايشي و گرمايشي است. اغلب با تمام ملاحظاتي كه
براي شيشه u-value انجام مي شود، بار سطح خارجي پنجره ها، چندان جوابگو
نيست، گرماي از دست رفته از شيشهها براي موازنه تابش گرماي هدر رفته در
شب كافي است. اين موارد، دماي سطح شيشه را به دماي پايين تر از محيط و
نقطه شبنم مي رساند. لذا درخواست شيشه هايي با u-value پايين يا بسيار
كمتر مي شود و اين مورد به ويژه در شمال اروپا به چشم مي خورد.
معذالك
توسعه اخير در تكنولوژي اين پوشش ها، مشكل فوق را به وجود آورده كه خود به
خود راه حل آن ارائه مي شود. استفاده از پوشش آبدوست اثرات خارجي را تا
حدي كم مي كند زيرا ذرات كوچك روي سطح شيشه، ديد را از پشت شيشه دشوار مي
كند و مجموعه اين قطرات، پيوسته و تشكيل يك صفحه آب مي دهند كه عملاً،
رويت سوي ديگر پنجره امكان پذير نيست. كوتينگ هايي را كه مانع از جذب آب
شوند و اجازه ايجاد لايهاي يكسان از آب را ندهند خود تميز شونده گويند.
در آزموني در سوئد، دو شيشه سه لايه با تعدادي eulav-u w /m2k 56% در دو
ساختمان مجاور هم نصب شدند. يكي از آن ها با پوشش هيدروفيليك در لايه
خارجي و ديگري فاقد پوشش بود ،در فاصله زماني ماه هاي سپتامبر تا دسامبر
سطح خارجي اين دو پنجره در روز و شب، بررسي شد. در بسياري از تست ها پوشش
آب دوست تقريباً مشكلات ناشي از عدم وضوح و ديد را با تشكيل لايه اي
يكنواخت حذف مي كند.
پوشش هاي هيدروفيلي را مي توان همراه با آنتي
رفلكس به كار برد. در آزموني شيشه هاي u-value با مقدار پايين سه لايه اي
متراكم كه شامل لايه نشر پايين، ضدبازتاب و آبدوست مي باشند؛ مقدار گذردهي
نور با پوشش آبدوست به ترتيب 7 /0و66 /0 است. ميزان شفافيت دو شيشه مجاور
مورد آزمون وابسته به عوامل محيطي مانند گرما و سرما و شدت نور تغيير مي
كنند ، حتي نتايج تست اين دو پنجره در زمستان و تابستان متفاوت است. در
زمستان با وجود برف، نور سفيد داريم كه بازتاب هاي نور را شديدتر مي كند و
در تابستان علاوه بر نور سفيد وجود سايه و شاخه و برگ درختان مقدار نور را
جذب مي كند. تكنولوژي كوتينگ راه حلي ارائه داده است. كاهش عبور نور با
افزايش بازتاب در شش پوشش شيشه كه در پنجره هاي سه لايه اي (تريپل) ميسر
مي شود. در اين نمونه پوشش خارجي را هيدروفيل مي كنند و سه سطح باقي مانده
اگر پوشش ضد بازتاب داده شود عبور نور در قسمت مرئي حدود 10-5 درصد افزايش
خواهد يافت.
محصولات شيشه هاي پوشش يافته (نوري، حرارتي، آلودگي،
ضدبازتابي و آبدوستي)، كوتينگ هاي چند لايه اي را در بازار ايجاد كرده
اند. اين پوشش ها تواماً در بخش مرئي طيف، بازدهي خوبي دارند. اما در
نزديكي محدوده زير قرمز، بازتاب نور را افزايش مي دهند.
ايجاد پوشش در
دو سطح شيشه، ميزان گذردهي نور را10% افزايش ميدهد. با موازنه انرژي در
شيشه پنجره مي توان به شبيه سازي انرژي در شيشه رسيد. بديهي است كه اين
بيلان به خواص نوري و حرارتي پنجره بستگي دارد و به شدت تابع ساختمان،
شرايط آب و هوايي و جهت گيري ساختمان مي باشد. آژانس بين المللي انرژي در
برنامه سيستم سرمايش- گرمايش اين موارد را در نظر مي گيرد. شيشه ها،
بيشترين انرژي گرمايي خورشيد را به دست مي آورند و از طريق هدايت حرارتي
از دست مي دهند. محاسبات انجام شده به ازاي هر واحد (m2) سطح بيش تري را
نشان مي دهد كه كنترل گرمايش و سرمايش براي ساختمان، اختلاف دما را در يك
سطح نگه مي دارد. لذا در پوشش هاي الكتروكروميك با ذخيره سازي انرژي
پتانسيل، ميتوان اين كنترل را اعمال كرد. اهميت آن ها در فصل سرما،
بارزتر است. در فصول گرم ترجيحاً از شيشه هاي چندلايه اي با نشر پايين
استفاده مي كند.
خلاصه و نتيجه گيري:
در اين مبحث، دستورالعمل هاي
تجربي و عملياتي طراحان ساختماني اروپا در كشورهاي اروپايي و عربي عنوان
شد و عملكرد هر يك از انواع كوتينگ ها كه به روش صنعتي- تجاري روي شيشه
هاي تخت اعمال ميشود، بررسي شد اينكه هر پوششي به تنهايي و در حالت
تركيبي چه اثري در موازنه انرژي دارد و اين اثر در انواع شيشه تخت با چه
بازدهي به دست ميآيد ،ضمن آن كه تابع عوامل محيطي مانند جهت گيري ابعادي
ساختمان، آب و هوا، شدت نور و اختلاف دماي محيط و داخل و نوع چهار چوب و
قاب پنجره مي باشد.
مراجع:
1- AM Nilsson and A Roos , Evaluation
of optical and thermal properties of coatings for energy efficient
windows, Thin Solid Films, 517, 3173- 3177 (2009).
2- A Werner,
External Water condensation and angular solar absorptance- theoretical
analysis and practical experience of modern windows, PhD Thesis.
Faculty of Science and Technology 283, Acta Universitatis Uppsaliensis,
(2007).
3- S. Selkowitz and E. Lee, Field testing of dynamic façade
controls in highly glazed buildings for energy efficiency and comfort,
proceedings Glass Processing Days, Tampere, Finland, 577- 561 (2005)
http: / /www.gpd.fi
4- M.Kargarrazi, proceedings Glass Processing Days, Tampere, Finland, (2009) http: / /www.gpd.fi
برچسبها: تكنولوژي هاي نوين پوشش شيشه بهينه سازي انرژي در سا
اخيراً از ميان کاربردهاي گسترده نانولولههاي کربني، لايههاي رساناي شفافِ نانولولهاي، بيشترين نگاهها را به خود معطوف کردهاند. اين مواد در صفحات نمايش تخت، صفحات نمايش تماسي، نورافکني حالتجامد و پيلهاي خورشيدي کاربرد دارند. از سوي ديگر، نياز به ساخت ابزارهاي داراي مصرف انرژي کمتر و استفاده از انرژيهاي جايگزين، تقاضاي جهاني براي لايههاي رساناي شفاف را شدت بخشيده است.
هماکنون براي کاربردهاي رساناي شفاف غالباً از اکسيدِ ايندوم قلع استفاده ميشود، اما به دليل کميابي ايندويم، با افزايش تقاضا در ۵ سال اخير هزينههاي مربوط به اين کاربردها افزايش يافته است. از سوي ديگر، اينديوم براي کاربردهايي چون LEDها و ابزارهاي فتوولتاييک مناسب نيست.
گروه ذکر شده براي يافتن يک رساناي شفافِ جايگزين، گام مهمي برداشتهاند. آنها با به کارگيري يک روش جديد که سانتريفوژِ سريعِ شيبِ غلظت (density Gradient ultracentrifugat ion ناميده ميشود، نانولولههاي کربنياي با خصوصيات نوري و الکتريکي يکنواخت، توليد کردهاند. لايههاي نازکي که با استفاده از اين نانولولههاي بسيار خالص ساخته مي شوند، نسبت به مواد نانولوله کربني موجود، ۱۰ برابر رساناتر هستند.
علاوه بر اين، در روش جديد، نانولولههاي کربني بر اساس خصوصيات نوري خود مرتب ميشوند و اين مسئله، امکان ساخت لايههاي رساناي نيمهشفاف را در رنگهاي دلخواه، فراهم ميآورد. به همين دليل مواد مذکور شبيه شيشههاي رنگدار هستند. البته بر خلاف اين شيشهها، لايههاي نازک نانولولهاي بسيار رسانا بوده و به دليل انعطافپذيري بالا، بر خلاف اينديوم، براي کاربردهاي فتوولتاييک مناسب هستند.
مارک هرسام، سرپرست گروه مذکور که پروفسور علم و مهندسي مواد در دانشگاه نورسوسترن است، در اين باره ميگويد: «در دنياي مدرن، رساناهاي شفاف کاربردهاي بسيار زيادي دارند. لايههاي نازک نانولولهي کربني خالص، علاوه بر اينکه قابليت تسخير کاربردهاي فعلي را دارند، ميتوانند توسعه فناوريهاي جديد مانند LEDهاي آلي و ابزارهاي فتوولتاييک آلي را تسريع کنند».
نتايج اين بررسي در نشريه Nano Letters به چاپ رسيده است.
برچسبها: ساخت شيشه انعطافپذير و رساناي رنگي با استفاده از


زاک با برش متفاوت
NORMAL Casting: Cavity is located under the casting scar.
Oriented Casting: Cavity is located at the rear bottom side (soldier blocks application).End Casting: Location of the cavity is shifted to the bottom of the block and a major portion of the cavity is sawn off to have a reduced cavity in the bottom of the block.
Void Free: The zone where the cavity is located is sawed off.
ادامه مطلب
Industry Facts and Figures
Flat glass is the material that goes into a variety of end-products such as windows and façades for buildings, windscreens and windows for transports, solar panels, but also in much lower quantities in many other applications such as furniture, electronics, etc.
Flat glass is the second largest sector of the glass industry in the European Union after container glass (bottles, jars, etc.). Flat glass represents around 30% of the total glass production. The sectors covers the production of float glass and rolled glass. Nowadays in the European Union, 97% of the flat glass is produced by means of the float process.
Production capacity and demand
In 2008, the sector reached a production capacity of 12.7 million tonnes of float glass from the 58 float tanks operating in the European Union and employed approximately 17,000 people in the manufacture of flat glass. On average, flat glass output annual growth is in the order of 2-3%.
Float installations are located across 16 countries of the European Union but three quarters of the EU production originates from Germany, France, Italy, Belgium, the UK, Spain and Poland.

However, demand for flat glass is particularly sensitive to economic cycles because of its high dependency on the building and automotive industries. During period of economic growth and high demand for flat glass, the annual growth is around 3% whereas during economic downturns or recessions the flat glass sector is hardly hit, as it is the case at the moment.
The economics of the flat glass sector
A float plant is highly capital intensive, typically costing around €70 million to €200 million depening on size, location and product complexity. Once operational, a float glass furnace is designed to operate continuously, 365 days per year, throughout its life of between 15 and 18 years. Float lines are normally capable of several “lifetimesf” ollowing major (€30 million to €50 million) repair or upgrade programmes.
The economics of the continuous-flow float operation require a high capacity utilisation rate – typically above 70% – before a plant becomes profitable. Energy and raw material costs are significant. Glass is relatively heavy, making distribution costs significant; they typically represent around 10% to 15% of total costs.
In most cases, transport costs make it uneconomic for float glass to travel long distances by land. Typically, 200 km would be seen as the norm, and 600 km as the economic limit for most products, though this varies between markets. It is possible for float glass to be economically transported along longer distances by sea provided additional road transportation is not required at both ends. This tends to favour float lines with local port access unless a local market is available for the line’s output. This is the reason why the vast majority of glass produced at the EU borders such as in Algeria, Egypt, Ukraine, etc. can be easily transported and sold in the European Union.
Key figures:
| 2nd | largest sector of the glass industries |
| 12 million tonnes | The EU float glass capacity production |
| 58 | float lines in the EU |
| 15 to 18 years | lifetime of a float line with continuous production 24 hours a day, 365 days a year |
| 17,000 people | number of employees of the flat glass sector in the UE27 |
| 70% | Utilization rate at which a float plant becomes profitable |
| 10 to 15% | distribution and transport costs |
| € 70 to €200 million | cost of a float line |
| €30 to €50 million | cost of an upgrade of a float line |
| 600 km | travel limit for float glass |
ادامه مطلب
به گزارش خبرنگار ConsBank، در محصول جدید شرکت Pythagoras Solar تکنولوژی فتوولتاییک در صنعت ساخت شیشه های ساختمانی ادغام شده تا دیگر نیازی به استفاده از سایر انرژی های سوختی نباشد.
مزیت بزرگی که این شیشه نسبت به نمونه های یپیشین دارد این است که کاملا شفاف بوده و سلولهای برقساز سبب تیرگی و مات شدن آن نمی شود.
![]()
این شیشه شفاف علاوه بر عایق بودن در برابر گرما و سرما، توانایی تولید برق از نور خورشید و ذخیره آن در پیل های سوختی را نیز داراست. به علاوه این شیشه ها از ورود تشعشعات مضر خورشید به درون ساختمان جلوگیری می کند.
بزرگی انرژی تولید شده 13 وات بر فوت مربع (140 وات بر مترمربع) است و دارای U-value برابر با 3دهم درصد و ضریب جذب انرژی حرارتی خورشید (SHGC) برابر با 17صدم است. به علاوه این شیشه ها 75 درصد نور مرئی را از خود عبور می دهند که امکان استفاده از روشنایی روز برای روشن کردن ساختمان را فراهم می آورد. این شیشه ها به آسانی در بناهای ساخته شده نصب می شوند و هم به صورت عمودی و هم به عنوان شیشه های سقفی قابل استفاده هستند. این شرکت در آینده قصد دارد شیشه های رنگی سقفی نیز تولید کند.

U-value پایین: سبب کاهش تبادل حرارتی و کاهش هزینه های گرمایش و سرمایش می شود.
ضریب shading بهینه: سبب بهینه شدن بازده انرژی فصلی و روزانه می شود.
ماکزیمم دانسیته انرژی: باعث کاهش مصرف سوخت برای تولید انرژی و کاهش انتشار دی اکسید کربن می شود.
حداکثر شفافیت: به دلیل امکان استفاده از روشنایی طبیعی روز، سبب کاهش هزینه های مصرف برق می شود و محیط داخل را از نظر زیبایی شناسی ارتقا می دهد.

شیشه تولید شده توسط محققان براحتی شکل میگرد و قابلیت شکل گیری مجدد و تعمیر شدن را نیز داراست،این در حالی است که شیشه های معمولی سنگین و شکننده هستند و در طیف گسترده ای از کاربردهای عملی کارایی لازم را ندارند.همچنین لازم به ذکر است که رزین ماده ای سبک،انعطاف پذیر و قوی است و دارای کارایی بسیار خوبی میباشد.

ماده ایجاد شده در آزمایشگاه نتیجه بهترین کیفت و ویژگی ها از رزین است اما در صورت نیاز میتوان بدون وقفه و تضعیف ساختاری به ماده حرارت و گرما داد و دوباره از آن اشکال و حالت های جدید ساخت.

علاوه بر موارد فوق،این ماده جدید از موادی که امروزه به طور گسترده در صنعت استفاده میشود ساخته شده اند که با تغییرات کوچک در ساختار فرمولی آنها میتوان قابلیت های فوق العاده ای به آنها اضافه کرد.
منبع خارجی:gajitz
محققان
استرالیایی در حال ساخت شیشه ای جدید هستند که با برخورداری از ویژگی
سلولهای خورشیدی نه تنها تولید انرژی کرده بلکه می توان از آن به عنوان
نسل جدید پنجره خانه ها و ساختمانهای تجاری استفاده کرد .به گزارش
خبرگزاری Fax News پروفسور جان بل از انستیتو منابع پایدار استرالیا
معتقد است چنین شیشه ای ممکن است در آینده منجر به کاهش چشمگیر آلاینده
های کربنی شود . وی که با همکاری گروهی از محققان یک شرکت تکنولوژیکی در
استرالیا بر روی این پروژه فعالیت می کند گفت : سلولهای خورشیدی که از این
طریق ساخته می شوند تحول چشمگیری در کاهش هزینه های ساختمان سازی ایجاد می
کنند و در عین حال می توان به عنوان ذخیره کننده های انرژی از آن استفاده
نمود . این سلولهای خورشیدی شفاف ، رنگدانه های قرمز اشعه ایکس را داراست
اما با این حال کاملاً شفاف به نظر می رسد .
بر
اساس این گزارش این سلولها حاوی دی اکسید تیتانیم می باشند که با رنگی
ویژه پوشیده می شود و می تواند ضریب جذب نور را افزایش دهد به این صورت
انرژی جذب شده به وسیله شیشه ها قابل ذخیره می باشند که در انرژی گرمایشی
خانگی از آن استفاده می شود . به این صورت با جذب حرارتهای اضافی موجود در
فضا کمک شایانی به عدم اتلاف انرژی سرمایشی می نمود .
بر اساس این گزارش این سلولها حاوی دی اکسید تیتانیم می باشند که با رنگی ویژه پوشیده می شود و می تواند ضریب جذب نور را افزایش دهد به این صورت انرژی جذب شده به وسیله شیشه ها قابل ذخیره می باشند که در انرژی گرمایشی خانگی از آن استفاده می شود . به این صورت با جذب حرارتهای اضافی موجود در فضا کمک شایانی به عدم اتلاف انرژی سرمایشی می نمود .
.: Weblog Themes By Pichak :.


{kind=link}
{kind=link}