
برچسبها: فضاهاي تحت تاثير شعله و حرارت در كوره هاي ذوب شيشه
قبل از سال ۱۹۱۰ برای جلوگیری از صدماتی که میتوانست در یک تصادف به وقوع بپیوندد در هیچ خودرویی شیشه جلو به کار نمیرفت. بین سالهای ۱۹۱۰ و ۱۹۴۰ فقط از شیشههای چند لایه در جلوی خودرو استفاده میشد که در تصادف، این شیشهها به جلوی خودرو میافتاد…
در پایان سال ۱۹۴۰ اولین شیشه جلو از جنس شیشه فشرده تولید شد. در یک تصادف این شیشهها به هزاران تکه خرد میشد. به همین دلیل امروزه این نوع شیشه فقط در پنجرههای کناری خودرو مورد استفاده قرار میگیرد. سرانجام شیشههای جلوی ورقهورقه که از لایههای یک در میان از شیشه و پلیکربنات ساخته شده بود تولید شد. این شیشهها ایمن بودند و در ساخت آنها از دو صفحه شیشهای با یک لایه میانی از جنس پلیبوتیرال وینیل که در مقابل پارگی مقاوم و در عین حال انعطافپذیر است استفاده شده است. در یک تصادف، لایه میانی، تکههای شیشه را در جای خودش نگه میدارد و سبب میشود شیشه جلو ثابت بماند و در نتیجه دید راننده حفظ شود. از آنجایی که این شیشه خیلی سختتر است بستن کمربندهای ایمنی لازم و ضروری است.
![]() قبل از ژانویه ۱۹۸۳، استفاده از شیشههای جلوی ورقه ورقه
قبل از ژانویه ۱۹۸۳، استفاده از شیشههای جلوی ورقه ورقه
به دلیل ایمنی، اجباری شد. بنابراین باید استانداردهایی در شیشهها رعایت و مورد تایید قرار می گرفتند. در حال حاضر برای بررسی میزان دید باقیمانده بعد از شکستن شیشه جلو، مقاومت در برابر برخورد سر راننده و سرنشینان خودرو، مقاومت در برابر تغییرات محیط شامل درجه حرارت، رطوبت و همچنین مواد شیمیایی و پاککننده، بازدهی نوری، میزان عبور نور و تغییر شکل یا انعکاس اشیاء هنگامی که از پشت شیشه جلو دیده میشوند، آزمایشهای استانداردی روی شیشههای جلو انجام میشود. توجه داشته باشید که اگر شیشه جلو در وضعیت نامناسبی قرار داشته باشد باعث مردود شدن خودروی شما در معاینه فنی خودرو خواهد شد.
چهار نوع از شکستگیهای متداول شیشه خودرو شامل شکستگی ستارهای، موجی، نیمموجی و موجی و ستارهای است. توصیه میشود که اگر شکستگیها در محدوده دید راننده باشد، قطری بیش از ۱۵ میلیمتر داشته باشد، یا اگر بیش از ۲ شکستگی وجود داشته باشد، شیشه جلوی خودرویتان را تعویض کنید. این کار باید توسط افراد ماهر انجام شود.
بازسازی شیشه جلو در واقع یک صرفهجویی برای شما و شرکت بیمهکننده شماست چرا که هزینه بازسازی کمتر از هزینه تعویض شیشه جلو است.
روش بازسازی ساده، سریع و موثر است. در این روش با استفاده از یک ابزار مخصوص یک رزین شیمیایی به داخل شکستگی تزریق میشود. سپس این رزین با استفاده از یک لامپ ماورای بنفش سفت شده و در نهایت منطقه شکستگی با استفاده از یک چسب مخصوص پرداخت میشود.
بعد از عمل بازسازی، چیزی که باقی میماند اثری کاملا آشکار از شکستگی است. بعد از یک بار بازسازی، شیشه جلو ولی مانند یک شیشه نو استحکام دارد. این عملیات یک ساعت طول میکشد.

![]() آنچه باید درباره شیشه خودرو بدانید
آنچه باید درباره شیشه خودرو بدانید
گفتگو با مهندس غلامرضا حبیبی، رئیس مهندسی ساخت شرکت سایپا دیزل
آیا میدانید یک درصد قیمت خودرو، قیمت شیشههای آن است؟ شیشه در صنعت خودروسازی از اهمیت ویژهای برخوردار است. درواقع صنعت شیشه به دلیل ظرافت و حساسیت آن یکی از صنایع خاص کشور است؛ چرا که ذات این صنعت اهمیت کیفیت و ایمنی را در بر می گیرد. برای آشنایی با انواع شیشه خودرو و تفاوت آنها با هم گفتگویی داشتهایم با مهندس غلامرضا حبیبی، رئیس مهندسی ساخت شرکت سایپا دیزل.
![]() آقای مهندس! تکنولوژی شیشه جلویی خودرو چه تفاوتهایی با شیشههای کنار و عقبی دارد؟
آقای مهندس! تکنولوژی شیشه جلویی خودرو چه تفاوتهایی با شیشههای کنار و عقبی دارد؟
شیشه جلوی خودروهای امروزی از نوع شیشههای لامینیت است. در این شیشهها یک فیلم پلاستیکی به نام P.V.B وجود دارد که به وسیله دو لایه شیشه در طرفین احاطه شده است اما شیشههای جانبی و عقب که معمولا با نام (Toughened) شناخته میشوند، پس از شکلدهی و برشکاریهای لازم تا دمای ۷۰۰ – ۶۰۰ درجه سانتیگراد گرم و سپس به سرعت سرد میشوند. این عمل موجب استحکام سطحی شیشه میشود.
![]() این شیشهها از نظر ایمنی چه تفاوتهایی با هم دارند؟
این شیشهها از نظر ایمنی چه تفاوتهایی با هم دارند؟
در شیشههای جلو لایه P.V.B هنگام وارد شدن یک نیروی خارجی، خرده شیشهها را در جای خود نگه میدارد و از پراکنده شدن آنها و ایجاد جراحت برای سرنشینان خودرو یا پرتاب شدن سرنشینان به خارج جلوگیری میکند. از خواص دیگر آن میتوان به کاهش انتقال صدا با فرکانس بالا، جلوگیری از ورود اشعه فرابنفش تا ۹۵ درصد و قابلیت ترمیم هنگام ترکخوردگی، اشاره کرد. شیشههای جانبی و عقب نیز با توجه به استحکام ایجاد شده در آنها، هنگام شکستن به ذرات کوچک و بدون لبههای تیز و برنده تبدیل میشوند که
به سرنشینان آسیب نمیزند. لازم به توضیح است در شیشههای عقبی نیز گاهی از لایه P.V.B برای افزایش ایمنی استفاده میشود.
![]() خط های مشکی ای که روی شیشههای عقب دیده میشوند چیستند و به چه منظور تعبیه شدهاند؟
خط های مشکی ای که روی شیشههای عقب دیده میشوند چیستند و به چه منظور تعبیه شدهاند؟
خط های شیشه های عقب، نقش گرمکن دارند و از یخزدگی شیشه جلوگیری میکنند. همچنین موجب از بین بردن آب و تمیزشوندگی بهتر و رفع شبنم و گردوغبار میشوند.
![]() قسمت بالایی بعضی از شیشهها رنگی شدهاند. این رنگ به چه منظور در شیشه بهکار رفته است؟ آیا برای چشم رانندهها آسیبزا نیست؟ آیا مشکلی در دید شب راننده ایجاد نمیکند؟
قسمت بالایی بعضی از شیشهها رنگی شدهاند. این رنگ به چه منظور در شیشه بهکار رفته است؟ آیا برای چشم رانندهها آسیبزا نیست؟ آیا مشکلی در دید شب راننده ایجاد نمیکند؟
برای جلوگیری از تابش نور خورشید به صورت و چشمهای راننده و پیشگیری از تابش نورهای خیرهکننده، قسمت بالایی P.V.B شیشههای جلوی خودرو را رنگی میکنند. این کار نه تنها باعث آسیبرساندن به چشمهای راننده نمیشود بلکه به پیشگیری از آسیب کمک میکند. رنگ کردن قسمت بالایی شیشه جلو به هیچوجه مشکلی در دید راننده هنگام رانندگی در شب ایجاد نمیکند.
![]() آیا از شیشههای رفلکس هم در خودرو استفاده میشود؟ مزیتشان چیست؟
آیا از شیشههای رفلکس هم در خودرو استفاده میشود؟ مزیتشان چیست؟
شیشههای رفلکس برای تمام اتومبیلها اعم از سواری عادی، رالی و تشریفات سیاسی قابل استفاده است. از مزایای آن افزایش جلوه و زیبایی خودرو، جلوگیری از ورود نورهای خیرهکننده خورشید در روز و نور خودروهای مقابل در شب است. این شیشهها در موارد خاص از دیده شدن داخل خودرو به دلایل امنیتی جلوگیری میکنند.
![]() گاهی برخی از رانندگان جوان اقدام به دودی کردن شیشههای خودرو میکنند. آیا این کار از نظر مهندسی خللی در شیشه ایجاد نمیکند؟ از نظر ایمنی این کار را تایید میکنید؟
گاهی برخی از رانندگان جوان اقدام به دودی کردن شیشههای خودرو میکنند. آیا این کار از نظر مهندسی خللی در شیشه ایجاد نمیکند؟ از نظر ایمنی این کار را تایید میکنید؟
اگر دودی کردن شیشه با پوششهای مدرن صورت گیرد، بلامانع است. معمولا در پوششهای مدرن به علت بهکارگیری گونههای جاذب اشعه فرابنفش در ساختار شیشهها، از ورود این اشعه مضر که به دلیل داشتن فرکانس بالا دارای انرژی زیادی است، جلوگیری میشود و قطعات داخلی خودرو از رنگپریدگی و ترکخوردگی مصون میمانند. اما از نظر ایمنی به دلیل کاهش دید راننده نسبت به طرفین و همچنین کاهش قدرت تصمیمگیری در موارد خاص انجام این کار مورد تایید نیست و توصیه نمیشود.
![]() هنگام تعویض و خرید شیشههای خودرو به چه نکاتی باید توجه کرد؟
هنگام تعویض و خرید شیشههای خودرو به چه نکاتی باید توجه کرد؟
هنگام خرید شیشه، ضمن در نظر گرفتن شکل و ابعاد هندسی باید ضریب ایمنی و سلامت شیشه (توجه به نشان استاندارد) را رعایت و دقت کرد شیشه دارای دانههای مزاحم دید (حباب)، برآمدگی و خطوط روی سطوح داخلی و خارجی نباشد.
ادامه مطلب

شیشه و بلور تخیّل را به بازی واداشته گویی ضمیر انسان را از جنس خود می سازد تا نور اشراق را عبور داده و تبلور الهات گوناگون را در طیفی رنگین به عرصۀ ظهور بکشاند.
ایرانیان 3000 سال است که با شیشه آشنایی داشته، آن را با دم و دستهای خود می سازند و در جای جای زندگیشان بکار می گیرند و بخشی از آداب و رسوم، باورها و فرهنگشان با آن عجین می باشد.
شیشه دو گونه ساخته می شد: یکی از گداز درّ کوهی (کریستال سنگ) و قلیا، دیگر از گداز ریگ صربیّه (سیلیس) و قلیا.
درّ کوهی یا کریستال سنگ همان کوارتز سفید است که معادن آن در ایران نیز می باشد و شاخه های آن در معدن مانند گیاه رشد می کند و به سرعت می گسترد. چنانکه بیرونی در صیدنه آورده است : در قریۀ قهروت کاشان گیاهی است که بر زمین می گسترد و سپس متحجّر و شفّاف و مانند آبگینه سفید می شود، امّا شکل آن مانند گیاهان است.
مصریان باستان حدود 3600 سال پیش این نوع شیشه را به دست می آوردند. آنان در این صنعت پیشرفتهای زیادی کرده و شیشه گران بی نظیری بودند. امّا شیشۀ آنان نور را از خود عبور می داد و بدلیل وجود ناخالصیها رنگی بود.
مهد شیشۀ شفّاف بین النّهرین است. در روزگاران باستان بین النّهرین در توسعۀ لعاب سفالسازی سرآمد دیگر کشورها بوده است. با در نظر گرفتن این که ترکیبات لعاب و شیشه یکی است عجیب نیست که صنعت شیشه سازی در بابل، سومر و آشور پیشرفت کرده است. باستانشناسان ثابت کرده اند که شیشۀ واقعی که از سیلیس بدست می آید در هزارۀ سوّم پیش از مسیح در سومر وجود داشته و پس از هزار سال به مصر وارد شده است. وجود لوحه هایی دربارۀ صنعت شیشه سازی از سال 625 پیش از میلاد دلیل محکمی بر وجود و غنای این صنعت در همسایگی ایران می باشد.
بلینوس فینیقیان را مخترع آبگینه دانسته است. کهنترین شیشۀ شفّافی که تاکنون به دست آمده ظرفی است زرد رنگ که صورت شیر و نام و القاب پادشاه آشور «سرحون» عمیقاً بر آن حفر شده است. این ظرف متعلّق به 719 ق. م. و اکنون در موزۀ انگلستان محفوظ است. برخی بر آن شده اند که آبگینه را عبریان قدیم به کار می برده اند. به دلیل این که در سفر ایّوب از تورات (ترجمۀ عربی) سخن دربارۀ حکمت چنین آمده: « لا یعادلها الذّهب و لا الزّجاج» (سفر ایّوب 17،28). امّا این استدلال خالی از اشکال نیست، زیرا نخستین کسی که تورات را از عبری به عربی بکار برده یعنی «کشیش ایرونیموس» لفظ زجاج را به کار برده و معلوم نیست که مترجم مزبور لفظ زجاج را بجای چه کلمه ای گذارده و کلمۀ اصلی به چه معنی بوده. شاید کلمۀ اصلی تنها بر یک گوهر درخشان دلالت داشته نه خصوص آبگینه. مؤیّد این سخن آنست که دیگر مترجمان تورات به جای زجاج الماس، سنگ یمنی یا بلور و مانند آن به کار برده اند.
قدیمی ترین شواهد شیشه در ایران: بیرونی در الجماهر آورده است پارسیان آغاز ساختن شیشه را در ایّّام فریدون می دانند.
قدیمی ترین شیشه در ایران متعلّق به هزارۀ دوم پیش از میلاد است. نمونه هایی از هزارۀ دوم تا مقارن میلاد مسیح شامل عطردانها، النگوها، تندیسها و کاسه ها و تنگهای متعدّد بدست آمده است.
ظرف شیشه ای به رنگ زرد صدفی با زینتی شبیه به خطوط شکستۀ موج دار (مکشوف در یکی از گورستانهای لرستان)، یک گردنبند شیشه ای متعلّق به 2250 سال پیش از میلاد که دارای دانه های آبی رنگ است (متعلّق به ناحیۀ شمال غربی ایران)، قطعات شیشه ای مایل به سبزی که درکاوشهای باستانشناسی در لرستان، شوش و حسنلو بدست آمده است و همچنین دیگر قطعه ها که نمونه های اندکی از آنها در موزۀ آبگینه و سفالینۀ ایران هم موجود است، نشانگر قدمت این صنعت اصیل و این هنر ارزنده در ایران است.
از تمدّن مارلیک مهره های شیشه ای که عمر آنها به 3400 سال پیش میرسد پیدا شده است. همچنین ظروف شیشه ای مایل به شیری در کاوشهای لرستان بدست آمده است.
از خوزستان یعنی ناحیۀ ایلام مدارکی از شیشه سازی در دست است که نشان می دهد این صنعت در سدۀ سیزدهم پیش از مسیح در آنجا وجود داشته است. گریشمن بطریهای زیادی را از حفّاری معبد چغازنبیل بدست آورده است و همچنین تعداد زیادی لوله های شیشه ای که قطر خارجی آنها 25/1 سانتیمتر و قطر داخلی آنها 6/0 سانتیمتر و درازی آنها 75 سانتیمتر بوده مکشوف شده. این شیشه ها از حلقه های شیشه ای مات و سفید ساخته شده و به نظر می رسد که در شبکه های پنجره از آنها استفاده می شده است.
شیشه در زمان هخامنشیان: اززمان هخامنشیان شواهد کمی دالّ بر استفادۀ کلّی از شیشه در دست است. در میان گنجینه های تخت جمشید فقط چند ظرف شیشه ای هست که با شیوۀ دمش در قالب تهیّه و بعضی از آنها دارای آرایه های شفّافی است که با چرخ رنگ شده است. امّا یکی از سفرای بارگاه هخامنشی می نویسد که ایرانیان شراب را در پیاله های شیشه ای می نوشیده اند. کاوشهای باستانشناسی مارلیک حسنلو (شوش) رواج شیشه گری در عهد هخامنشی را به اثبات می رساند. البتّه آثار شیشه ای کهن نشان می دهد که تا سدۀ دوم پیش از میلاد از شیشه بیشتر بحالت توده ای استفاده می کردند نه بعنوان ظرف. در آن دوره مهره های شیشه ای ایران در سراسر جهان قدیم معروف بوده که ظاهراً به رنگ سیاه و سفید بوده است.
شیشه در زمان پارتها و ساسانیان: با کشف اشیاء شیشه ای زمان پارتها و ساسانیان می توان گفت صنعت شیشه سازی در ایران رواج کامل داشته و از دو روش ساخت «دمیدن در قالب» و «دمیدن آزاد» استفاده می شده است. ظرفهای معمولی با دمیدن درست می شده و روشن و بی نقش و نگار بوده است. شیشه های با ارزشتر را نخست دمیده و به شکل قالب ساده در آورده سپس با نیهای بلند و راست قالب می گرفته اند و اغلب در حالی که شیشۀ مذاب و نرم روی نی بود، شیشه ساز آن را به سرعت چرخانده و بدین ترتیب خطوط مارپیچ روی آن درست می کرد. هنرمندان ساسانی در تراش دادن شیشه مهارت مخصوصی داشته اند. شیشۀ ساسانی در چین ارج بسیار داشته و به ویژه شیشۀ لاجوردی را گرانبها می شمردند. جامهای پایه دار با نقش حلقه های برجسته از دورۀ اشکانیان و ساسانیان بجای مانده است. به نظر می رسد که شیشه سازان مانند دیگر پیشه وران سبک شیشه سازی خود را تا دورۀ اولیۀ اسلام حفظ کردند.
شیشه در صدر اسلام: با ظهور اسلام اکثر شیشه و بلور سازان ایرانی به دمشق و حلب کوچ کردند. هر چند که از شیشه گری دورۀ اسلامی آگاهی چندانی در دست نیست، ولی شواهد و نیز نمونه هایی که از نقاط مختلف مانند شوش، ری، ساوه و نیشابور به دست آمده نشان می دهد در دورۀ مذکور ظروف گوناگون شیشه ای مانند بطری، قوری، عطردان، گلدان و فنجان ساخته می شده است. این ظروف تحت تأثیر طرحهای قبل از اسلام می باشد. تزئینات در اوایل دورۀ اسلامی به شیوۀ آشوری و عبارت از تزئین اشیاء با نخ ، حلقه و گلوله های شیشه ای رنگارنگ است. رفته رفته علاوه بر تغییر کلّی فرم شیشه ، نقّاشی و خطّاطی بر روی شیشه با رنگهای کوره ای و لعاب رنگی متداول شد. و نوعی شیشه که اصطلاحاً مینائی نامیده می شود به منصۀ ظهور رسید.
شیشه در زمان سلجوقیان: قرنهای پنجم تا هفتم قمری را بایستی اوج صنعت شیشه گری در ایران بحساب آورد. زیرا در دوران مذکور صنعتگران به شیشه های جدیدی روی آوردند و استفاده از قالبهای گوناگون با نقوش برجسته و فرو رفته را رواج داده حکّ و تراش روی شیشه را نیز به خدمت گرفتند. در همین دوران است که نقّاشیهای گوناگون از قبیل گلهای تزئینی، شکل جانوران و استفاده از اشعار و آیات قرآن با رنگهای متنوّع به عنوان عامل مکمّل وارد شیشه گری دستی ایران می شود.
در دورۀ سلجوقی و تا زمان هجوم مغول افزارها و ظروف بسیار زیبای شیشه ای از کوره های شیشه گری گرگان و شهرهای مختلف ایران بیرون می آمد که به نازکی کاغذ و گاه مینایی و گاه کنده کاری و تراش شده است. فراورده های شیشه ای دوران سلجوقی بیشتر شامل ظروف کوچک و بزرگ، عطردانهای بسیار ظریف، جامها و گلدانهایی با فرمها و اندازه های متنوّع و اشیاء تزئینی کوچک به شکل حیوانات و ... است.
شیشه در دورۀ مغول: پس از استیلای مغول ، پیشه و صنعت شیشه در ایران رو به افول گذاشت و در عوض سفالگری و کاشیکاری رونق یافت.
شیشه در دورۀ تیموری: در دورۀ تیمور رواج شیشه گری قابل توجّه است. شیشه گرانی از مصر و سوریه به ایران آمدند و مشابه شیشه های ایرانی به مصر و سوریه رفت. در این دوره دو شهر سمرقند و شیراز از مراکز عمدۀ شیشه سازی در ایران بودند. از این زمان تا دوران شاه عبّاس این هنر روی به انحطاط نهاد.
شیشه در عصر صفوی: بین سالهای 1664 و 1681 میلادی که شاردن به ایران مسافرت کرده ، چندان تحت تأثیر مهارت شیشه سازان و استادان ایرانی قرار نگرفته است. وی پس از تعریف و تحسین از سایر هنرها و پیشه ها در مورد شیشه چنین می نویسد: «شیشه صنعتی است که ایرانیان از آن اطّلاعی ندارند. در سراسر ایران کارگاههای شیشه سازی هست ولی بیشتر شیشه ها پر از لکّه و رنگشان خاکستری است. شیشه سازی شیراز از همه زیباتر است و شیشه سازی اصفهان از همه بدتر، زیرا خورده شیشه ها را دوباره آب می کنند، در صورتیکه شیشه گر شیرازی شیشۀ نو می سازد.»
البتّه با روی کار آمدن سلسلۀ صفوی توجّه خاصّی به این رشته شد و کارگاههای شیشه گری متعدّدی در اصفهان و شیراز ساخته شده و هنرمندان تحت تعلیم تعدادی از بلورسازان ونیزی قرار گرفتند. شاه عبّاس بزرگ کوشش کرد که صنعت شیشه سازی را به وسیلۀ هنرمندان ونیزی بار دیگر احیاء کند، ولی شیشه گران در سده های بعد فقط شیشۀ معمولی مورد نیاز خود را تهیّه می کردند. نمونه های متعدّدی از ظروف شیشه ای دورۀ صفوی که در اصفهان، شیراز، گرگان و جاهای دیگر ساخته شده است در موزه ها و دیگر مراکز هنری در ایران و سایر ممالک جهان موجود است.
در زمان شاه عبّاس با ساختن چراغهای مساجد و بطریها این هنر دوباره زنده شد. شاه عبّاس شیشه گران ونیزی را برای احیاءاین صنعت به ایران آورد. در نتیجه شیشه گری در دورۀ صفوی رونق دوباره یافت و کارگاه های مختلف شیشه سازی در شهرهای مختلف ایران از جمله اصفهان، شیراز و کاشان دایر شد. در این کارگاه ها گاه شیشه را با دمیدن به درون قالب می ساختند و گاه شیشه را می تراشیدند تا به شکل جواهر درآید و یا نقوشی روی آن می کندند، و گاهی نیز شیشه را با نقوش درخشان مینائی و طلایی می کردند. در این دوره کارگاه های شیشه سازی در شهرهای مختلف ایران از جمله اصفهان، شیراز و کاشان دایر شد.
شیشه در سلسله های پس از صفوی: در فاصلۀ بین سلطنت سلسلۀ صفویه و قاجاریه هنر و صنعت شیشه گری در ایران از لحاظ سیر تکاملی پیشرفتی نداشته است و تا اواخر سلسلۀ قاجاریه و بعد از آن به تدریج ضعیفتر شده است. با ورود شیشه به قیمت ارزانتر و مرغوبتر به بازار ایران، کم کم این صنعت رو به انحطاط نهاد.
شیشه در زمان حاضر: در حال حاضر مهمترین مرکز ساخت شیشۀ دست ساز تهران است و حدود 35 کارگاه تنها برای تولید شیشۀ دست ساز و حدود 30 کارگاه شیشۀ قالبی ساز و دست ساز و در مجموع حدود 65 کارگاه شیشه گری در شهر تهران به کار تولید انواع و اقسام محصولات شیشه ای می پردازند.
پیشینۀ شیشه در ادبیات منظوم: از دورۀ سلجوقی که صنعت شیشه گری مورد توجه قرار گرفت شاعران نیز واژه های مربوط به این صنعت را بکار گرفتند و بدین وسیله معانی نغزی را تراشیدند. پیش از آن با این که این صنعت شناخته شده بود امّا چندان ملکۀ ذهن شاعران نبود ، چنانکه در دیوان رودکی پدر شعر فارسی هیچیک از اصطلاحات مربوط به شیشه گری به چشم نمی خورد و فردوسی نیز تنها دریک بیت از خود واژۀ شیشه استفاده کرده است:
چنین تا سپیده ز یاقوت زرد بزد شیشه بر شیشۀ لاژورد
شعرای عهد سلجوقی از قبیل خیّام، ناصر خسرو، حسن غزنوی، سنایی غزنوی، نظامی گنجوی، قطران تبریزی، سوزنی سمرقندی و انوری ابیوردی این واژه ها را با تخیّل شاعرانه آمیخته و در حوزۀ شعر وارد کرده اند و متداولترین استفاده از این واژه ها و بویژه توجّه به کارگاه شیشه گری را در شعر مولوی می بینیم.
در قرن هشتم که تیمور قدرت گرفت مراکز شیشه گری پررونقی در شیراز و سمرقند احداث شد. برای همین انعکاس خوش شیشه و مترادفاتش در شعر حافظ نیز نظرگیر است.
واژه ها و اصطلاحات مربوط به شیشه گری در اشعار حافظ:
خود واژۀ شیشه در 6 بیت از اشعار حافظ بکار رفته است. دراین بیت به هر دو مفهوم جام شراب و قارورۀ بیمار آمده است:
آنکه مدام شیشه ام از پی عیش داده است شیشه ام از چه می برد پیش طبیب این زمان
حکیم سنایی قرابه را که نوعی ظرف شیشه ای است در بیتی تسخر زننده در این معنی بکار برده است:
تیز سیصد قرابه در ریشش با چنین عشق و با چنین پیمان
لطافت بیت حافظ بیشتر به این خاطر است که شیشه را مانند خود یار همدم احوال خوشی و ناخوشی می داند. هم آلت حبیب است و هم ابزار طبیب.
در این بیت اصطلاح شیشه بازی بکار رفته است:
شیشه بازی سرشکم نگری از چپ و راست گر بر این منظر بینش نفسی بنشینی
منظور از شیشه بازی در این بیت فنّی است از رقّاصی که رقّاصان شیشۀ پر از آب و گلاب بر سر گذارند و رقص بنیاد کنند و با وصف حرکات رقص شیشه از سر نمی افتد و اگر بیجا شود به حرکات اصول بر گردن و بازو بگیرند و نگاه دارند.
مولوی اصطلاح قرابه باز را در مورد کسی که این فن را می داند در دو بیت بکار برده است:
قرّابه باز دانا هشدار آبگینه تا در میان نیفتد سودای کبر و کینه
عشق قرابه باز و من در کف او چو شیشه ای شیشه شکست زیر پا، پای کسی خلید؟ نی
حافظ یار را به تماشای شیشه بازی استادانۀ خود در نگهداری قطرات اشکش با کمک گونه ها دعوت می نماید.
البتّه شیشه بازی به معنی قسمی سینمای قدیمی نیز هست که بازی نور بوده و اصل سینمای امروزین است و نیز در اصطلاح به معنی حقّه بازی است. چنان که در این سه بیت نظامی:
فغان زین چرخ کز نیرنگسازی گهی شیشه کند گه شیشه بازی
بر آن شیشه دلان از ترکتازی فلک را پیشه گشته شیشه بازی
برون آمد ز پرده سحرسازی شش اندازی بجای شیشه بازی
در این ابیات شیشه در معنی ظرف شیشه ای مخصوص می و گلاب بکار رفته است:
بفشان عرق ز چهره و اطراف باغ را چون شیشه های دیدۀ ما پر گلاب کن
با شاهد شوخ سنگ و با بربط و نی کنجی و فراغتی و یک شیشۀ می
مفروش به باغ ارم و نخوت شدّاد یک شیشه می و شوخ لبی و لب کشتی
که ای صوفی شراب آنگه شود صاف که در شیشه برآرد اربعینی
آبگینه در لغت به معنی شیشه و در اصطلاح آئینه است. یا کوچ شیشه سازان ایرانی به دمشق و حلب که متعاقب ظهور اسلام صورت گرفت، آبگینۀ شامی معروف شد. در این بیت حافظ ترکیب آبگینۀ شامی را می بینیم:
بیا به شام غریبان و آب دیدۀ من بین به سان بادۀ صافی در آبگینۀ شامی
دهخدا آورده است: آبگینۀ حلبی ظاهراً آینۀ فلزی بوده است که در حلب می ساخته اند. چنانکه امروز هم حلبی به معنی فلز تنک و برّاقی است که از آن سماور و جز آن سازند. آنندراج معانی دیگری نیز برای آبگینۀ شامی آورده است: آبگینۀ مخروط، بلور تراشیده.
در بیت حافظ چون بایستی بادۀ صافی در آبگینۀ شامی دیده شود معانی اخیر با آن جور بوده و ظاهراً منظور ظرفی از جنس آبگینه است که مانند سرشک مخروطی و صیقلی است.
سوزنی سمرقندی نیز ترکیب آبگینۀ شامی را به معنی نوعی شیشه بکار برده است:
هیبت و سهم تو بشکند دل اعدات چونان کز آهن آبگینۀ شامی
زجاج واژه ایست که اعراب برای شیشه بکار می برند و خود معرّب لغت سریانی زغزوغتا باشد. به هندی آن را کاج، به رومی بالت یا به گفتۀ بیرونی به رومی ایوی لوسیس و در تداول عامّۀ مصر آن را قزاز گویند.
لفظ زجاج هم از زمان سلجوقی وارد شعر شده و شاعرانی چون انوری ابیوردی، اوحدی مراغه ای، سلمان ساوجی، سنایی غزنوی، سیف فرغانی و مولوی از قرن پنجم تا هفتم که اوج صنعت شیشه گری بوده آن را بکار برده اند. مثال از انوری ابیوردی:
لطف تو از قهر تو پیدا چو آب اندر زجاج عفو تو در خشم تو پنهان چو مغز اندر عظام
حافظ در سه بیت و در هر سه با ظرافت و استادی بسیار لفظ زجاج را بکار برده است. در دو بیت زجاج را در مقابل سنگ گذاشته است. در این بیت دل خود را به زجاج ودل معشوق را به سنگ تشبیه کرده:
چرا همی شکنی جان من ز سنگدلی دل ضعیف که باشد به نازکی چو زجاج
در این بیت توبه را به سنگ تشبیه کرده و عجب دانسته که جام زجاجی آنرا می شکند:
اساس توبه که در محکمی چو سنگ نمود ببین که جام زجاجی چه طرفه اش بشکست
و در این بیت به زجاجیۀ چشم تلمیح دارد:
جمال دختر رز نور چشم ماست مگر که در نقاب زجاجی و پردۀ عنبی است
مینا نیز آبگینه و شیشه و بویژه آبگینۀ الوان است که در مرصّع کاریها بکار برند. شیشه ریزۀ الوان شبیه به یاقوت و زمرّد و دیگر جواهر که در تابدانهای حمّام و غیره تعبیه کنند و آن را گلجام خوانند بخصوص مینای سبز چون شبیه به جواهر است قرب بیشتری دارد. نوع دیگر مینا لعابی است از جنس شیشه و چینی کبود رنگ که بر فلز و جز آن مالیده بر آن نقش و نگار کنند و آن را میناکاری گویند. مادۀ اوّلیّه و اصلی مینا معمولاً سیلیس است که با کربنات دوپتاسیم مخلوط می شودکه برای زودتر ذوب شدن یک مادۀ کمک ذوب ببه آن اضافه می کنند که این مادۀ کمک ذوب معمولاً بورق (تنکار) است. معمولاً برای رنگ آبی اکسید کبالت و برای رنگ سبز اکسید قلع و برای رنگهای دیگر موادّرنگین دیگر(از قبیل سرنج و مردار سنگ) می افزایند. پس از ظهور اسلام نقّاشی و خطّاطی بر روی شیشه با رنگهای کوره ای و لعاب رنگی متداول شد و نوعی شیشه که اصطلاحاً مینائی نامیده می شود به منصۀ ظهور رسید.
مینا در این معنی قبل از دورۀ سلجوقی وارد شعر فارسی شده و توسّط شاعرانی چون فرّخی سیستانی بکار رفته و در این رباعی منسوب به ابو سعید ابوالخیر نیز آمده است:
زان پیش که طاق چرخ اعلا زده اند وین بارگه سپهر مینا زده اند
ما در عدم آباد ازل خوش خفته بی ما رقم عشق تو بر ما زده اند
مینا در 6 بیت از اشعار حافظ بکار رفته است. در 4 بیت کنایه از آسمان:
پیش از این کین سقف سبز و طاق مینا برکشند منظر چشم مرا ابروی جانان طاق بود
جرعۀ جام برین تخت روان افشانم غلغل چنگ درین گنبد مینا فکنم
گفتم این جام جهانبین به تو کی داد حکیم گفت آن روز که این گنبد مینا می کرد
همیشه باد جهانش به کام وز سر صدق کمر به بندگیش بسته چرخ مینائی
در یک بیت از جام مینائی می یاد کرده است:
جام مینائی می سدّ ره تنگدلیست منه از دست که سیل غمت از جا ببرد
و در بیت دیگر به هر دو مصداق بکار برده است:
زین دایرۀ مینا خونین جگرم می ده تا حلّ کنم این مشکل در ساغر مینائی
صراحی: دهخدا آن را چنین معرّفی می کند: قسمی از ظروف شیشه یا بلور باشد با شکمی نه بزرگ و نه کوچک و گلوگاهی تنگ و دراز که در آن شراب یا مسکری دیگر کنند و در مجلس آرند و از آن در پیاله و جام و قدح ریزند. ابن درید گوید این لغت عربی نیست و به عربی آن را صراحیــة گویند. آنندراج گوید منسوب به سراه است که به هندی شراب را گویند. حافظ در 15 بیت لغت صراحی را بکار برده است. در سه بیت صدایی که هنگام ریختن شراب از گلوگاه صراحی برمی خیزد را به خنده، گریه و نعره تشبیه کرده است:
آن دم که به یک خنده دهم جان چو صراحی مستان تو خواهم که گزارند نمازم
در این بیت شراب به جان صراحی تشبیه شده که از حلقوم او خارج می شود.
بدانسان سوخت چون شمعم که بر من صراحی گریه و بربط فغان کرد
یارب چه غمزه کرد صراحی که خون خم با نعره های قلقلش اندر گلو ببست
قابل توجّه است که دراغلب نسخه های معتبر دیوان حافظ از قبیل غنی- قزوینی ، خرّمشاهی، جلالی نائینی و نورانی وصال، همایونفرّخ، خوانساری قلقل ناشی از ریختن شراب با «ق» کتابت شده است و غلغل چنگ و جرس با «غ». در برخی نسخ دیگر همه گونه غلغل با «غ». دهخدا چنین آورده است ذیل قلقل: آواز ریختن شراب از شیشۀ صراحی، ذیل غلغل: شوریدن بلبلان و مرغان را گویند در حالت مستی. نام آواز بلبلان چون بسیار باشند. آواز مرغان بسیار/ حکایت صوت جوشیدن آب و شراب و جز آن. آواز جوشیدن دیگ. صوت غلیان. آواز آب چون به کوزه درون شود، بانگ کوزه در آب. صوت آب در کوزه و صراحی و جز آن. بقبقة. بانگ شراب چون از غنینه فرو کنند. بانگ قلیان/ صدا و آواز بسیار از یکجا که معلوم نشود چه می گویند (برهان قاطع). شور و غوغا. فریاد و هیاهوی بسیار. با لفظ زدن و افکندن و انداختن و افتادن استعمال می شود(آنندراج). داد و فریاد. همهمه و غوغا. خلالوش. خراروش. از آواز کوزه گاه پر شدن گرفته اند (فرهنگ اسدی). آواز. آواز سخت. آواز سپاه بسیار یا جماعت بسیار و دو مثال از حافظ آورده است:
کاروان رفت و تو در خواب و بیابان در پیش وه که بس بی خبر از غلغل چندین جرسی
مانعش غلغل چنگ است و شکر خواب صبوح ور نه گر بشنود آه سحرم باز آید
در سه بیت شراب به خون صراحی تشبیه شده:
در آستین مرقّع پیاله پنهان کن که همچو چشم صراحی زمانه خونریز است
بیا وز غبن این سالوسیان بین صراحی خون دل و بربط خروشان
در این خونفشان عرصۀ رستخیز تو خون صراحیّ و ساغر بریز
در سه بیت صراحی و کتاب را با هم خواسته:
در این زمانه رفیقی که خالی از خلل است صراحی می ناب و سفینۀ غزل است
جز صراحی و کتابم نبود یار و ندیم تا حریفان دغا را به جهان کم بینم
خاطر به دست تفرقه دادن نه زیرکیست مجموعه ای بخواه و صراحی بیار هم
و در یک بیت زرق خود را از حمل کردن صراحی مانند دفتر برملا می سازد:
صراحی می کشم پنهان و مردم دفتر انگارند عجب گر آتش این زرق در دفتر نمی گیرد
در 4 بیت به صراحی و معشوق با هم اشاره می کند:
زلف آشفته و خوی کرده و خندان لب و مست پیرهن چاک و غزلخوان و صراحی در دست
صراحی ای و حریفی گرت به چنگ افتد به عقل نوش که ایّام فتنه انگیزاست
زیادتی مطلب کار بر خود آسان کن صراحی می لعل و بتی چو ماهت بس
یکی چو باده پرستان صراحی اندر دست یکی چو ساقی مستان به کف گرفته ایاغ
و در یک بیت حضور صراحی و جام را مانند نماز واجب دانسته است:
وقت عزیز رفت بیا تا قضا کنیم عمری که بی حضور صراحی و جام رفت
امّا قرابه که چند بیت شاهد حامل این واژه از سنایی و مولوی نیز قبلاً آورده ایم به نقل از ناظم الاطبّا آوند شیشۀ بزرگی که در آن شراب و جز آن ریزند.به بیان دیگر قرابه قسمی شیشۀ شکم فراخ بزرگتر از برنی باشد.
حافظ در سه بیت سه ترکیب از قرابه را بکار برده است. در این بیت قرابه کش به معنی ساقی:
در عهد پادشاه خطابخش جرم پوش حافظ قرابه کش شد و مفتی پیاله نوش
در این بیت قرابه پرهیز به معنی پرهیزنده از می:
صوفی پیاله پیما، حافظ قرابه پرهیز ای کوته آستینان تا کی درازدستی
صوفیان دلقهایی با آستین کوتاه می پوشیده اند، چون پارچه گران بوده است و البتّه برای تظاهر به فقر این جامه را اختیار می کردند.
در این بیت قرابه پرداز به معنی آنکس که جام می پیماید بکار رفته است:
چون غنچۀ گل قرابه پرداز شود نرگس به هوای می قدح ساز شود
علاوه بر اینها حافظ از دو اصطلاح خاصّ برای ظرفهای شراب استفاده می کند که پیش از وی در شعر سابقه ای نداشته و پس از او شاعران سبک هندی آنها را بکار می گیرند:
یکی کشتی باده که به معنی پیالۀ شرابخوری است که به صورت کشتی باشد (آنندراج). کشکول درویشان و قلندران که اغلب با خود دارند و شراب و جز آن بدان نوشند. حافظ در سه بیت به این ظرف اشاره کرده است:
بیا و کشتی ما در شط شراب انداز خروش و ولوله در جان شیخ و شاب انداز
مرا به کشتی باده درافکن ای ساقی که گفته اند نکوئی کن و در آب انداز
کشتی باده بیاور که مرا بی رخ دوست گشت هر گوشۀ چشم از غم دل دریایی
بط شراب: کنایه از صراحی شراب باشد که بصورت مرغابی ساخته باشند (برهان). یک نوع ظرف شراب که پهن است(شعوری ج 1). حافظ می گوید:
صفیر مرغ برآمد بط شراب کجاست؟ فغان فتاد به بلبل نقاب گل که کشید؟
درغایت مقال امید می رود که ازتذکّرعنایتی که حافظ به همۀ مسائل از جمله صنعت شیشه سازی داشته و پرواز خیال وی از پیش پا افتاده ترین مبانی تا عالیترین معانی برای خواننده حظّی فراهم نموده باشیم.
دکتر الهه معروضیMD
-گردوغبارهايي كه پنوموكونيوزهاي خوش خيم ايجاد مي كنند مثل:اكسيد آهن،تركيبات باريم،زيركونيوم،دي اكسيد تيتانيوم،و...(معمولاميزان سيليس آنهاكمتراز1%است)
2- گردوعبارهايي كه پنوموكونيوزهاي بد خيم ايجاد مي كنندمثل:
آزبست،كوارتز،سيليس،بريليوم،گردوغبارذغال،گرافيت،آلومينيوم
تالك و...
3- گردوغبارهاي بي اثرمثل:گچ و...(طبقه بندي خاصي ندارند- PNOC(Particulates not otherwise classified) اين نوع فاقد آزبست بوده وكمتراز1%سيليس دارند
4- گردوغبارهاي رشته اي مثل:پنبه،آزبست-نسبت طول به قطر آنها
1/3است
سيليس يا دي اكسيد سيليسيوم
انواع سيليس از نظروضعيت تشكيل
1-آزاد- Sio2مانند:كوارتز،گرافيت،سنگ چخماق،اوپال،خاك دياتومه(سيليس شيشه)
2-تركيبي(سيليكات) مانند:آزبست،تالك،كائولن،ميكا،انواع سيليكاتها
انواع سيليس از نظرساختمان مولكولي
1- متبلوريا بلوري ياغيرآمورف ــ تركيب اصلي شن وماسه
مانند : كوارتز(شن وماسه،صخره ها) كريستوباليت وتريديميت
(گدازه ها )
2- غير بلوري ياآمورف ــــ عامل ايجاد سيليكوزيس نمي باشد كه مي تواند تحت شرايط خاصي باتوجه به وجوددما،ذوب وسپس منجمد شده وبه نوع بلوري تبديل شود.مثل سيليس شيشه يا دياتوميت-
• سیلیس(آزاد و ترکیبی) خود به انواع رسوبی(آمورف یا بی شکل)و بلوری(کریستال یاغیرآمورف) تقسیم می شود که سیلیس بلوری(کریستال سیلیس) را می توان در کوارتز،کریستوبالیت و تریدیمیت یافت که کوارتز فراوانترین شکل آن بوده وشکل اصلی کریستال سیلیس است که معمولاً در شن و ماسه یافت می شود و کریستوبالیت و تریدیمیت در گدازه های زمین یافت میشوند.معمولاً در اثر حرارت800-1000درجه سانتیگراد تریدیمیت و در1000-1400درجه سانتیگرادکریستوبالیت تولید می شود. سیلیس رسوبی نیزدر موادی مثل اوپال یافت می شود .شکل معمول وتجاری سیلیس رسوبی یا آمورف به نام خاک دیاتومه ای نامیده می شود. البته در تحت شرایط خاص فشار و دما،سیلیس غیر بلوری می تواند به سیلیس بلوری تبدیل شود.
• از نظر اندازه،ذرات سیلیس پراکنده شده در هوا در اندازه های مختلف وجود دارد ولی اندازه ای که وارد ریه ها شده و می تواند در ایجاد بیماری نقش داشته باشد ذرات با قطر کمتر از 5 میکرون هستند البته ذرات کمتر از 5/0 میکرون توسط مکانیزم های تنفسی از قبیل عطسه و سرفه به خارج از ریه دفع می گردند اهمیت بررسی سیلیس به علت بیماریزایی آن برای ریه ها است که این بیماری به سیلکوزیس معروف است که در واقع علت عمده و اصلی ایجاد این بیماری سیلیس آزاد بلوری می باشد وبقیه انواع سیلیس نقش چندانی در ایجاد این بیماری ندارند و در واقع این نوع سیلیس به همین علت ،در دسته مواد سرطان زا قرار گرفته است.
كاربرد سيليس:
پك كننده ها،ساينده،پركننده دربتون،شيشه،پرداخت كاري،صيقل كاري،تغليظ كننده،كوزه گري،ذوب فلزات،سيمان و... ومعمولا دركارخانجات ومشاغلي مانند كاشي وسراميك ،چيني،ساختماني ،بتون،ريخته گري،معدن و... وجوددارد.
حدود مجاز سيليس
1-پودرسيليس(سيليكون)- mg/m³10درترانزيستورها،ديودها،نيمه هاديها،عامل كاهنده دما كاربرد دارد.
2-سيليس آمورف،خاك دياتومه قابل استنشاق mg/m³ 10،
قابل تنفس mg/m³ 3
3-سيليس رسوبي، mg/m³10
4- دمه سيليس، mg/m³2 پودرسفیدرنگ که درهنگام تولید عنصرسیلیسیم یاآلیاژهای آن تولیدمیشود
5- سيليس تركيبي (ذوب شدهfused-)، mg/m³1/.(ساخت لنزهاي دوربين وتقويت پلاستيكهاو...)
6- سيليس متبلور mg/m³5./.- کریستوبالیت mg/m³5./.-
كوارتز، mg/m³1/.تريديميت، mg/m³5./.
استانداردسازمانOSHAدرگردوغبارهای قابل تنفس
كوارتز mg/m³/(%Sio2+2)-10كه براي تريديميت وكريستو باليت 2/1 مقداربالا است.
بیماری سیلیکوزیس
• بیماری سیلیکوزیس به بیماری پارانشیم ریه حاصل از استنشاق ذرات فابل تنفس سیلیس متبلور گفته میشودکه غیر قابل برگشت و غیر قابل درمان بوده که در نهایت موجب ناتوانی فرد، اختلال در عملکرد ریه،کاهش ظرفیتهای ریوی،مستعد نمودن فرد به عفونت ریه،نارسائی بطن راست قلب ودر نهایت مرگ می شود.سیلیکوزیس،بطور کلی سه نوع تقسیم می شود:
• 1- سیلیکوزیس مزمن(کلاسیک) که در اثر مواجهه با گردغبار حاوی کمتر از 30% کوارتز ودر طی 20-45 سال ایجاد می شود
• 2- سیلیکوزیس تسریع شده (تحت حاد) که در اثر مواجهه با گردغبار حاوی 40-80% کوارتز در مدت 5-15 سال ایجاد می شود.
• 3- سیلیکوزیس حاد یا سیلیکوپروتئینوز که یکی از اشکال نادر سیلیکوز است که این بیماری در مدت 1-3 سال مواجهه شدید با گردغبارهای پر غلظت سیلیس (بیش از 80%) ایجاد می شود که این نوع سریعاً منجر به مرگ می شود.
بیماریزایی سیلیس
نقش اصلی بیماریزایی سیلیکوزراماکروفاژهابرعهده دارند.استنشاق ذرات سیلیس ونفوذ آنها به سطوح آلوئول ها سبب تجمع ماکروفاژها می شود.تخریب ماکروفاژها سبب رهاشدن سیلیس در سیتوپلاسم میشودآزادشدن آنزیمهای لیزوزومی باعث مرگ سلول میشود.ذرات سیلیس آزادشده بوسیله سایر ماکرو فاژهابلعیده شده وفرایندتخریب ماکروفاژها مجدداتکرار میشودوتکراراین فرایند درنهایت موجب آسیب بافت ریه میشود باتوجه به مطالب فوق هنوز مکانیزم دقیق فیبروزناشی از سیلیس دقیقا مشخص نشده است.
برچسبها: گردوغبارسيليس

به گزارش ايسنا، شناخت عوامل مرتبط با شغل از اين نظر اهميت دارد كه علاوه بر علاج فرد بيمار، باعث پيشگيري از بروز بيماري در ديگران نيز ميشود. به علت اختلافاتي كه در سوخت و ساز بدن و خصوصيات افراد مختلف وجود دارد، هر مادهاي ميتواند منجر به بروز بيماريهاي مختلفي شود. در عين حال هر بيماري ريوي، ممكن است با عوامل شغلي متعددي در ارتباط باشد.
شناخت عوامل در ارتباط با شغل به علت بروز پاسخهاي تاخيري كه پس از اتمام كار در منزل و يا سالها پس از مواجهه با عامل مربوطه، بروز ميكند، ممكن است مشكل باشد.
هر سال، مواد جديدي در محيطهاي كارعرضه ميشوند كه اين مواد ميتوانند انواع بيماريهاي تنفسي و در راس آنها آسم شغلي را ايجاد كنند. راههاي هوايي انسان (از سوراخهاي بيني تا كيسههاي هوايي) در مدت زمان 40 ساعت كار با 14000 ليتر هواي موجود در محيط كار تماس پيدا ميكنند و در صورتي كه فعاليت بدني نيز وجود داشته باشد، تهويه هوا و در نتيجه تماس با مواد مضر موجود در آن، بيشتر خواهد شد و اين مقدار به 12 برابر زمان استراحت نيز ميرسد.
هنگامي كه تهويه هوا سريعتر باشد، تنفس از راه بيني، به تنفسي مخلوط از راههاي بيني و دهان تبديل ميشود و باعث ميشود كه ميزان هواي بيشتري، نازوفارنكس را ميانبر بزند و بدينترتيب، نقش تصفيهكنندگي نازوفارنكس حذف شود. اين امر باعث ميشود كه مواجهه مجاري هوايي تحتاني با مواد استنشاقي افزايش يابد و منجر به صدمه بيشتري شود. در بين بيماريهاي ريوي وابسته به شغل، آسم شغلي شايعترين آنها محسوب ميشود كه ابعاد آن در قسمت اپيدميولوژي بيشتر مورد بحث قرار ميگيرد.
در مورد تاريخچه آسم شغلي بايد گفت اين بيماري از ديرباز شناخته شده است. در يك قطعه پاپيروس كه مربوط به حدود 400 سال پيش از ميلاد حضرت مسيح (ع) است، بروز نشانههاي تنفسي در كارگران نساجي توصيف شده است.
امروزه بيش از 300 تركيب موثر در ايجاد آسم شغلي، شناسايي شدهاند و با پيچيده شدن فناوري صنعتي و افزوده شدن تركيبات شيميايي جديد به محيط كار، اين فهرست در حال گسترش است.
اصول كلي درمان آسم شغلي
سنگ بناي درمان آسم شغلي، تشخيص سريع و به موقع و اجتناب از مواجهه كارگر با مواد محرك است. اين مسئله خصوصا در مورد آسمهاي شغلي ناشي از مواد حساسكننده، صادق است؛ چراكه مواجهه با مقدار كمي از مواد حساس كننده ميتواند باعث آسم مقاوم شود. كساني كه دچار آسم ناشي از مواد محرك يا آسم تشديد شده به وسيله كار هستند در صورت مهيا شدن شرايط مهندسي، ممكن است بتوانند به كار معمول خود ادامه دهند و بدين منظور بايد به آنها وسايل محافظت از سيستم تنفسي داده شود. كساني كه دچار آسم شغلي ميشوند بايد بر اساس پروتكلهاي منتشر شده تحت درمان طبي قرار گيرند. از آنجايي كه علت اصلي آسم، التهاب است، استروئيدها سنگ بناي درمان آنها هستند.
مطالعات دنيا نشان داده كه افراد داراي آسم به علت مواد حساس كننده و يا ناشي از مواد با وزن مولكولي كم يا زياد، در صورت عدم مواجهه و استفاده از استروئيد استنشاقي، بهبودي قابل توجهي پيدا ميكنند. علاوه بر آن افراد بايد از استعمال دخانيات اجتناب كنند. همچنين بايد در مورد آسمشان آموزش ديده، علائم هشداردهنده حمله آسم را بشناسند و نحوه استفاده از داروهايشان را بدانند.
مسائلي درباره محيط كار بيمار مبتلا به آسم
افرادي كه آسم شغلي وابسته به مواد حساسيتزاي تائيد شده دارند بايد از چنين محيطهايي دور شوند. افتراق بين آسم شغلي ناشي از مواد حساسيتزا با آسم شغلي ناشي از مواد محرك، به علت داشتن درمانهاي متفاوت، مهم است. افراد داراي آسم ناشي از مواد حساسيتزا حتي با مقادير كم اين مواد، دچار واكنش ميشوند و اصلا نبايد درآن محيط قرار بگيرند. اما افراد داراي آسم ناشي از مواد محرك، ميتوانند در همان ساختمان كار كنند تنها اين افراد بايد به جايي منتقل شوند كه با مقادير زياد اين مواد، مواجهه نداشته باشند و يا از وسايل محافظتي استفاده كنند. پيگيري بيماران نشان داده است كه اكثر بيماران آسم شغلي حتي اگر سالها پس از اجتناب از مواجهه، بررسي شوند، به طور كامل بهبود نيافتهاند و اين امر اهميت تشخيص به موقع و سريع را مشخص ميكند.
درصورتي كه بيمار با وجود درمان دارويي مناسب، هنوز هم دچار افزايش پاسخدهي راههاي هوايي باشد، ممكن است به محدود كردن مواجهات محيطي وي با عوامل آغازكننده غيراختصاصي آسم مانند هواي سرد، دود، گرد و غبار و همچنين محدود كردن فعاليت بيمار، نياز باشد.
همچنين اگر در محيط كاري، فردي مبتلا به آسم شغلي باشد، اين يك زنگ خطر است و بايد خطر بروز آسم شغلي را با استفاده از تغيير در روش كار و بهبود تهويه هوا، كاست.
برخي از خصوصيات مولكولي مواد، نشانگر مضر بودن آنها در سلامتي است و امكان دارد همين خصوصيات در رابطه با آسم شغلي نيز مطرح باشند. از طرف ديگر، شناخت مستقيم عوامل مرتبط با خطر رينيت و آسم ميسر نيست و به عنوان مثال وقتي ذرات آرد به راحتي در يك نانوايي پخش ميشوند و نانوا مبتلا به آسم شغلي ميشود، براي كارفرما درك و باور اين مطلب كه ماده بيخطر و معمولي مانند آرد ميتواند عامل آسم باشد، مشكل است. هنگامي كه مواجهه با عامل خاصي به عنوان عامل خطر آسم شغلي و رينيت تلقي شود، ارزيابي بايد طبق مراحل زير انجام شود:
- با پيگيري و نظارت، مشاغلي كه ميزان مواجهه زيادي دارند، شناسايي شوند. - ميزان مواجهه هر فرد مشخص شود و تخميني از ميانگين و محدوده ميزان مواجهه به دست آيد - از مكانهايي كه داراي ميزان مواجهه كمتر هستند نيز نمونههاي اضافي گرفته شود.
در مجموع هر چه ميزان بيشتري از مواد استنشاق شوند، ميزان بروز حساسيت، بيشتر ميشود و احتمال تجربه علايم رينيت و يا آسم نيز بيشتر ميشود. اما تعيين محدوده و حد ميزان مواجههاي كه بيخطر تلقي شود، مشكل است. حتي ممكن است پس از بروز حساسيت، ميزان مادهاي كه بتواند موجب بروز علايم شود از ميزان دفعه اول، كمتر باشد. موثرترين روش كنترل، اجتناب از مواجهه است كه يا بايد فرد را به شغل ديگري، مشغول كرد و يا در صورت امكان، مواد داراي ضرر كمتر را در اختيار آنها گذاشت. هرچند كه ممكن است اقدامات ديگري نيز مقدور باشد.
شواهد حاكي از آن است كه در مورد گروهي از مواد حساسكننده دستگاه تنفسي، عواملي مانند سيگار و سابقه آتوپي، احتمال بروز حساسيت را افزايش ميدهد. آتوپي، در افراد زيادي يافت ميشود و بر اساس شواهد تشخيصي، شايد به نسبت 1 به 3 در جمعيت وجود داشته باشد. افراد آتوپيك، نسبت به آلرژنهاي شايع مايت موجود در گرد و غبار منازل و گردههاي گياهان و علفزار حساس هستند.
تشخيص آسم شغلي در محيط كار، از اين نظر كه امكان دارد كارگران ديگر نيز در معرض خطر قرار داشته باشند و نيازمند تشخيص به موقع و سريع باشند، داراي اهميت است. بر اين اساس به روز رساني فهرست موادي كه در هر صنعت، مورد استفاده هستند بايد به صورت دورهاي انجام شود تا عوامل احتمالي مولد آسم، شناسايي شوند. به اين ترتيب كارگران، نيازمند بيماريابي دقيق و درمان هستند. بيماريابي، معمولا شامل پايش دو ساعته PEF در زمان كار و غير آن طي يك دوره سه هفتهاي است.
توصيهها و چك ليست ارزيابي محيط كار
- در مورد تمام افراد بالغي كه شروع بيماري آنها در محيط كار بوده است، به آسم شغلي مشكوك شويد. - به علت آنكه تشخيص، اغلب پيچيده است، ارجاع زودهنگام به پزشكان متخصص ريه در افراد مشكوك به آسم شغلي، لازم است و بهتر است ارجاع زماني انجام شود كه كارگر سركار است. - براي درمان بيمار بايد از آخرين پروتكلهاي درمان آسم استفاده كرد و آن را با معيارهاي كنترل محيط كار و آموزش بيمار، توام كرد. - بيماراني كه آسم شغلي آنها تائيد شده است نبايد با عامل مربوطه تماس تنفسي يا مواجهه داشته باشند و بهترين پيش آگاهي مربوط به افرادي است كه مواجهه آنها با عامل مربوطه، كاملا قطع شده و اين عمل، سريع و به موقع باشد







شکل دهی شیشه تخت مقدمه تکنولوژی تولید شیشه تخت دارای تاریخچه طولانی و پرفراز و نشیبی است. رومیان قدیم نخستین ۴٠ سانتیمتر مربع را در قرن اول تولید نمودند. روش تولید یک نوع x صفحات شیشه ای به ضخامت ٤٠ فرآیند شیشه ریختگی بود آه در آن مذاب شیشه در یک بستر ماسه ای ریخته و سپس نورد می گردید. در قرون وسطی شیشه ورق توسط فرآیند دمش با دهان به وسیله میله دم تولید می شد. در شروع قرن بیستم هر دو تکنولوژی به فرآیند پیوسته نورد و آشش به صورت اتوماتیک درآمد. شیشه تخت صقیل خورده با آیفیت اپتیکی (نوری) بالا با آار هزینه بر بر روی شیشه نوردر شده با فرآیندهای سایش و صقیل بدست می آمد. با فرآیند انقلابی فلوت آه در بین سالهای ١٩٥٠ و ١٩٦٠ توسط پیلکینتون توسعه یافت، توسعه و پیشرفت در زمینه شیشه تخت موقتا "خاتمه یافت. به صورت آلی شیشه تخت به صورت یک صنعت، امروزه بر طبق دو فرآیند شکلدهی تولید می گردد: فرایند فلوت آه محصولی صیقلی و شفاف تولید می آند و فرآیند نورد آه به شیشه ای نیمه شفاف می انجامد. هر دو نوع شیشه به گروه شیشه های سودا- لایم- سیلیسی تعلق دارند. آنها ترآیب نسبتا" مشابهی دارند و در تولید آنها مواد اولیه مشابهی به آار می رود. تولید شیشه نورد شده امروزه نام شیشه نورد شده توصیف آننده محصولات مختلفی از انواع شیشه تخت بیرنگ و رنگی است آه با اصطلاحات شیشه ایمنی سیم دار، شیشه طرح دار سیمی، شیشه آنتیک، شیشه و شیشه گلخانه ای دسته بندی و شناخته می شوند. این شیشه ها (Catheral glass) آلیسایی اآثرا" نیمه شفاف یا مات هستند و عمدتا" در مناطقی از ساختمان به آار می روند آه شفافیت، آامل زائد و غیر ضروری و یا حتی ناخوشایند است. در چنین مواردی عوامل سازه ای و تزئینی ایفای نقش می آنند. مثالهایی چون نورگیر های سقف، شیشه آارخانه، گلخانه ها، اتاقهای دفتر آار یا آریدورها از این دست است. بر طبق ضخامت و ساختار سطحی شیشه نورد شده، این محصول دارای نیمه شفافیتی از ٥٠ تا ٨٠ درصد است. تا پایان دهه شصت، شیشه تخت صیقلی از شیشه نورد شده با سایش و صیقل دهی سطوح آه پر هزینه بود تولید می شد. به (Cast glass) نام شیشه ریختگی در تاریخ این سمت به خوبی پایه گذاری شده است. این نام زمانی بر می گردد آه چنین محصولاتی در یک فرآیند ناپیوسته با شیشه مذاب روی قطعه ای آهنی و سپس نورد تخت آن ساخته شده است. امروزه نوار پیوسته ای از شیشه بین دو غلطک خنک شوند و با آب آه هر یک در خلاف جهت هم می گردند شکل می گیرند. غلطکها با شیشه داغ ویسکوز در دمای ١٢٠٠ درجه سانتیگراد از آوره ذوب به سمت غلطکها تغذیه می گردند. یک آجر مقدار شیشه تغذیه شده را آنترل می آند و باعث می گردد آه ضخامت مطلوب نوار شیشه Tweel ها از پیش تنظیم گردد. برای تولید شیشه طرح دار (منقوش) یا صاف، غلطکهای شکل دهنده به صورت عمودی روی یکدیگر آرایش یافته اند و یک فاصله قابل تنظیم بین آنها تشکیل می گردد آه ضخامت نوار شیشه را تعیین می آند. جهت تنظیم و ترتیب دادن محل قرارگیری غلطک ها، می توان دسته ای را در حوضچه مذاب پشت غلطک قبل از غلطک بالایی قرار داد. این دسته وارد آردن توری سیمی را آسان تر می نماید. توری سیمی می بایستی جهت تولید شیشه ایمنی سیمی (سیم دار) وارد مذاب شود. اگر تنها نوارهای باریکی نورد شود آه لبه های آن به وسیله غلطکهای اضافی قرار گرفته به صورت عمودی حدود ٩٠ درجه خم گردد، به اصطلاح شیشه ناودانی شکل حاصل می شود. پس از شکلدهی غلطکهای برنده آه اصطلاحا "سینی غلطکی را تشکیل می دهند، نوار شیشه ای را آه هنوز به صورت پلاستیک است به آانال تنش زدایی هدایت می آنند. در آانال تنش زدایی دمای شیشه تا ١٠٠ درجه سانتیگراد آاهش می یابد. نوار شیشه پس از آن با آانال تنش زدایی تا دمای اتاق سرد می شود به تجهیزات برش هدایت می گردد آه در آنجا جام به ابعاد دلخواه از پیوسته ای آه در حال آمدن است بریده می شود. شیشه فلوت از زمان معرفی شیشه فلوت در سال ١٩٥٩ توسط پلگینتون، فرآیند فلوت آرام آرام به نحو گسترده ای جایگزین دیگر فرآیندهای شیشه تخت گردیده است. امروزه حدود ١٨٠ طرح فلوت با ظرفیت تولیدی در حدود ٤٠ میلیون تن وجود دارد. این مقدار متناظر با حدود ٣٥ % آل تولید شیشه است. شیشه تخت حاصل از روش فلوت در مقایسه با فرآیندهای تولید قدیمی تر شیشه تخت، مزایایی دارد آه عبارتند از: ٢٥ میلی متر با عرض - ٠/ -فرایند فلوت قادر است شیشه تخت با آیفیت بالا در محدوده ضخامتی ٥ نواری پیش از ٣ متر تولید نماید. - فرایند تولید شیشه فلوت ظرفیت تولید بالایی را بر خلاف فرایندهای قبلی امکان پذیر می سازد . ٤٥٠ تن در روز متداول است. - ارقام ٧٥٠٠٠ متر مربع یا ٧٥٠ - فرایند پیوسته بوده و امکان اتوماسیون را تا میزان زیادی ممکن می سازد. - آیفیت نوری سطح شیشه فلوت با شیشه پلیت سایش خورده پولیش شده قابل مقایسه است. - با توجه به پیشرفت های مداوم و بهبودهای حاصله در ٣٥ سال اخیر فرایند فلوت بی دردسرتر و ایمن تر از دیگر فرایندهای تولید شیشه است. به دلیل داشتن آیفیت بسیار خوب، شیشه فلوت به صورت گسترده ای در زمینه اتومبیل و معماری به آار می رود. تنها در زمینه خودروهای موتوری تقاضای بالایی در خصوص آیفیت نوری وجود دارد آه امروزه تنها با شیشه فلوت برآورده می گردد. آیفیت عالی سطح امکان انجام فرآیندهای تکمیلی مختلفی روی شیشه فراهم می سازد آه در سالیان اخیر به محدوده وسیعی از محصولات انجامیده است. پوششهای محافظ در برابر خورشید و گرما آه به خصوص در شیشه های دوجداره یا شیشه های ایمنی طلقی به آار می روند، مثالهایی برای این بازار رو به رشد هستند. شیشه در یک آوره ذوب در دمای حدود ١٥٥٠ درجه سانتیگراد بدون داگ هاوس ذوب می گردد. از اینرو حرآت دورانی و گردابی نوارهای شیشه رخ نمیدهد و همین عامل اثر مطلوبی بر خواص نوری شیشه تخت می گذارد. ریزش مذاب شیشه به قسمت فلوت (شناور) از طریق آانالی رخ میدهد آه در آن مقدار آنترل می گردد. شیشه با دمایی برابر ١٠٥٠ درجه Tweel ( ریزش به وسیله یک بلوک (آجر عمودی سانتیگراد از روی یک سنگ لبه ریختگی بر روی حمام قلع مذاب می ریزد آه قلب طرح یعنی قسمت شناور است و به صورت فیلمی با ضخامت ثابت گسترده می شود فیلم مزبور در جهت طول به صورت نواری با عرض بیش از ٣ متر گسترده می شود و با آنترل از ١٠٥٠ درجه به ٦٠٠ درجه سانتیگراد سرد می گردد. در این دما نوار شیشه پیوستگی و سفتی لازم را دارد آه بتواند از حمام قلع بیرون آورده شده و به آانال تنش زدایی برسد. در ١٥٠ متر طول آوره تنش زدایی آه در آن سخت شدن شیشه رخ میدهد، نوار شیشه با آنترل سرد می گردد تا از تنش های باقیمانده جلوگیری شود. پس از آوره تنش زدایی نوار شیشه به صورت پیوسته از بازرسی ٣ بریده) و چیده می × اپتیکی گذر می آند تا معایب شیشه شناسایی گردد. نهایتا" نوار به ابعاد ٦ شود. قسمت حمام قلع (فلوت) از وانی (نسوز و گرافیت) برای نگهداری قلع مذاب و همچنین یک اتاق در حد امکان بدون نشت گاز تشکیل شده است آه برای نگهداری اتمسفر احیا آننده ( ١٠ % گاز هیدروژن و ٤٠ % گاز نیتروژن) به آار می رود تا از اآسیداسیون قلع جلوگیری شود. در فرایند فلوت از این واقعیت بهره برده می شود آه در خصوص دو مایع غیر قابل امتزاج مایع با دانستیه آمتر بر روی مایع سنگین تربه شکل یک فیلم پخش و گسترده می شود. یک زمینه محدود آاملا" صاف و مستول از مایع سبک تر تحت تاثیر وزن مخصوص و انرژی سطحی به وجود می آید. برای محقق بخشیدن به فرایند فلوت به دنبال مایعی بودند آه بتوان بر روی آن مذاب شیشه را ریخت به نحوی آه بتوان سطح آاملا" مستوی و یکنواختی به وجود آورد. این مایع باید بتواند شرایط ضروری ذیل را برآورده آند: باشد. (gr/cm35/ -دانسیته بایستی بیشتر از دانسیته شیشه ( 2 -نقطه ذوب بایستی آمتر از ٦٠٠ درجه سانتیگراد باشد. فشار بخار در دمای حدود ١٠٥٠ درجه سانتیگراد می بایستی حتی المقدور آم باشد. -مایع نبایستی با مذاب شیشه واآنش شیمیایی بدهد. اساسا" برای استفاده در حمام فلوت بر طبق خواص فیزیکیشان مناسب هستند. قلع Sn و In و Ga مایع بدان جهت انتخاب شد آه در میان فلزات فوق الذآر ارزانترین بود. این فلز همچنین آمترین واآنش با مذاب شیشه در ١٠٥٠ درجه سانتیگراد را داشته و آمترین فشار بخار را دارد. دماهای اشاره شده در فوق با توجه به ترآیب شیشه و وابستگی ویسکوزیته به دما تعیین می گردد. ٤ میلیمتر نتیجه - اگر شیشه جاری شده روی قلع مذاب از حمام آشیده شود، نواری به ضخامت ٥ می گردد آه آمی آمتر از ضخامت تعادلی تئوریکی است آه نوار تنها در اثر فرایند انتقال بر روی نامیده می -DS فرآیند (direct streteh) حمام قلع آشیده و گسترده شود. این فرآیند آنش مستقیم انجام " (TOP ROLLING) شود. تولید شیشه نازآتر یا ضخیم تر بر طبق اصل به اصطلاح " نورد از بالا می گیرد. تاپ رولرها چرخهای دندانه دندانه (با قطر حدود ١٥ سانتی متر) هستند آه بر روی لبه های نوار شیشه در قسمت جلویی حمام قلع قرار می گیرند. شیشه نازآتر یا ضخیم تر را می توان با تنظیم زوایای این چرخها ایجاد نمود، بسته به اینکه تاپ رولرها دارای مولفه نیرویی در نوار شیشه عمود بر جهت آنش به سمت بیرون یا داخل باشند. بدین خاطر آه تاپ رولرها بتوانند بر روی نوار شیشه تاثیر بگذارند دما بایستی تا حدود ٧٠٠ درجه برای آشش بعدی دما دوباره تا ٨٥٠ درجه ( h=10 ^ 8 dpa.s ) . سانتیگراد آاهش داده شود سانتیگراد افزایش می یابد و سپس به صورت پیوسته تا ٦٠٠ درجه سانتیگراد آاهش می یابد. اگر آشش مستقیم آمک شده) داشته باشیم، ضخامت های آم ADS ما تنظیم زاویه مثبت (فرآیند آشش مستقیم آمک RADS ) شیشه تا ٤ میلیمتر قابل تولید است، اگر ما تنظیمی زاویه منفی شده معکوس) ضخامتهای شیشه تا ١٢ میلیمتر قابل دستیابی است. تولید شیشه باز هم ضخیم تر خیلی پر هزینه است و از اینرو تنها گاها" صورت می پذیرد. آه نمی توانند مرطوب شوند روی حمام قلع (" fenders" ما شیشه های لبه (به اصطلاح فندرها نصب می گردند، گرافیت به عنوان مانع به آار می رود. توسط فرایند فندر ضخامت شیشه بین ١٢ تا ٢٠ میلیمتر قابل دستیابی است. بر طبق هر یک از فرایندهای شکلدهی مختلف برخلاف فرایندهای شکلدهی قدیمی تر مانند فرآیند آشش یا نورد، شیشه فلوت خواص بهبود یافته ای را نشان میدهد. اما به خاطر این واقعیت آه در حمام قلع هر یک از سطوح شیشه می توانند با فازهای مختلف واآنش دهند- سطح زیرین با قلع و سطح بالایی با اتمسفر احیا آننده- هر دو سطح خواص نسبتا"متفاوتی دارند. به خصوص از جنبه خواص نوری. با ریزش مذاب بر روی حمام قلع همانگونه آه در بالا گفته شد، نواری با ضخامت تقریبا" ثابت تشکیل می شود. اختلاف های ضخامت به وسیله زاویه گوه مشخص می گردد آه عمدتا" مقادیر آمتر از ٢ دقیقه را دارد. علاوه بر این اعوجاج های سطح آه می تواند به انحرافات (اعوجاج ١٠ (میلی دیوپتر) می باشد و از اینرو نسبت به شیشه mdptr های) نموری منجر گردد، در رنج حاصله از فرآیندهای آشش بسیار آمتر است. رقمی آه هنوز هم برای چشم انسان قابل دید و ٦٠ (میلی دیوپتر) می باشد. mdptr مرئی است حدود سطح شیشه آنچنان صاف و هموار است آه شیارهای موجود روی سطح با توجه به عوامل محدود آننده جاروب آننده ها (اسکنرهای مکانیکی) قابل اندازه گیری نیست. بالا قابل تشخیص است. resolution یک ساختار سطحی تقریبی تنها با میکروسکوپهای اتمی با استحکام خمشی شیشه تخت با توجه به میکرو ترآهای موجود روی سطح تعیین می گردد. این میکرو ترآها از قبل در طی فرآیند شکلدهی به وجود آمده اند. زمانی آه شیشه با ابزارهای شکلدهی تماس پیدا می آند، شیشه فلوت استحکام بسیار خوبی را نشان میدهد و از اینرو حتی از شیشه پلیت پولیش خورده نیز برتر است. علت این است آه شیشه پلیت پولیش خورده برخلاف شیشه سیلندری، در فرآیند سایش با مواد ساینده برخورد می آند. در مقایسه با سمت اتمسفری، سمت قلع استحکام آمی پائین تری دارد؛ به علت آنکه در معرض غلطکهای انتقال قرار می گیرد. تفاوتهای دیگر بین طرف قلع و اتمسفر را می توان در ترآیب سطح جستجو نمود. سمت اتمسفر قلیایی بیشتر و گوگرد آمتری نسبت به سمت قلع دارد. طرف قلع مقدار قلع به نحو قابل توجه ٢٠ میکرون در سطح شیشه نفوذ می - بالاتری دارد. در تماس با حمام قلع، قلع تا عمقی برابر ٣٠ آند. این پدیده اندیس شکست بالاتر این سطح را توضیح می دهد. آزمایشات با محلولهای اسیدی و همچنین قلیایی نشان دادندآه رفتار خوردگی دو سطح در شروع خورندگی آمی متفاوت است. سطح سمت اتمسفر شستشو و جدایش بیشتری از یونهای قلیایی و رفتگی و زدایش شدیدتری نسبت به سمت قلع نشان می دهد. هر دو سطح سختی و مقاومت سایشی نسبتا" یکسانی دارند. Normal 0 false false false EN-US X-NONE AR-SA MicrosoftInternetExplorer4 /* /*]]>*/ /* Style Definitions */ table.MsoNormalTable {mso-style-name:"Table Normal"; mso-tstyle-rowband-size:0; mso-tstyle-colband-size:0; mso-style-noshow:yes; mso-style-priority:99; mso-style-qformat:yes; mso-style-parent:""; mso-padding-alt:0cm 5.4pt 0cm 5.4pt; mso-para-margin:0cm; mso-para-margin-bottom:.0001pt; mso-pagination:widow-orphan; font-size:11.0pt; font-family:"Calibri","sans-serif"; mso-ascii-font-family:Calibri; mso-ascii-theme-font:minor-latin; mso-fareast-font-family:"Times New Roman"; mso-fareast-theme-font:minor-fareast; mso-hansi-font-family:Calibri; mso-hansi-theme-font:minor-latin; mso-bidi-font-family:Arial; mso-bidi-theme-font:minor-bidi;}
سيلسکوزيس
آيا می دانيد هرساله ۳۰۰ نفر کارگر در جهان بر اثر بيماری سيليکوزيس جان خود را ازدست می دهند.
آيا می دانيد تعداد افرادی که در سال در خطر ابتلا به بيماری سيليکوزيسند به ۲.۰۰۰.۰۰۰ نفر می رسد.

با محاسبه ميزان آسيب رسانی اين بيماری در محيط کار و ارائه راهکارهای مناسب می توان از اين بيماری به طور ۱۰۰٪ جلوگيری کرد.
بدليل وفور سيليس در محيط اطراف ممکن است با سيليس در تماس باشيم ولی متوجه آن نباشيم.
برای پی بردن به وجود سيليس در محيط کار بايد چند مورد زير زا بررسی کنيم.
-
يافتن عواملی که احتمال وجود سيليس را قوت می بخشند.
-
دانستن نام مواد
-
بررسی برگه های ايمنی مواد(MSDS)
توجه
احتمال خطر تنها هنگامی وجود دارد که سيليس به صورت کريستالی وجود داشته باشد، چه بسا موادی که حاوی سيليسند ولی تا هنگامی که از گردوغبار از آنها متصاعد نشود خطرناک نباشند و چه بسا مواردی که ذرات سيليس در هوا پراکنده اند ولی به چشم ديده نمی شوند.
صنايعی که در آنها احتمال ابتلا به سيليکوزيس وجود دارد:
- صنايع سیلیس کوبی و کارخانجات شیشه
- صنايع سفالگری و سراميک سازی
- صنايع سيمان سازی
- کوزه گری
- ذوب آهن
- حفاری بتون
- مخلوط سازی بتون
- تخريب
- صنايع الکتريکی
- ريخته گری
- آسياب کردن
- شيک اوت قطعات ريخته گری شده و.....
نام مواد
محصولي كه داراي سيليس است بايد برچسبي داشته باشد كه آن را نشان دهد.
ماشين آلاتي كه برروي سيليس فعاليت انجام مي دهند بايد علامتهايي داشته باشند كه هشدار لازم را در خصوص تماس با سيليس بدهند.
مسئوليت كارخانه: بايد برروي تمامي موادي كه حاوي مقادير بيشتراز ۰.۱% سيليسند برچسب هشدار قراردهند.
مسئوليت كارفرمايان: بايد اطمينان حاصل كنند كه اين برچسب ها كنده نشده باشند.
برگه های ايمني مواد
برگه هايي حاوي اطلاعاتي در مورد تمام مواد يا موادي كه آسيب رسانند و در مقاديري بالاتر از حدمعمول در كارخانجات استفاده مي شوند.
در صورتي كه يك ماده حاوي مقادير بيش از ۰.۱% سيليس كريستالي باشند بايد برچسب ايمني مواد(MSDS) داشته باشند.
مسئوليت کارخانه: بايد برروی تمامی مواد خطرناک موجود در کارخانه MSDS وجودداشته باشد.
مسئوليت کارفرمايان: بايد اطمينان يابند که دسترسی به تمام MSDS های مواد خطرناک وجود داشته باشد.
صنعت شیشه سازی
صنایع تولید شیشه یکی
از پایه های اصلی اقتصاد آمریکا می باشد. این صنعت بیش از 150/000شغل
تخصصی ایجاد نموده است؛ که بیش از 21 میلیون تن محصولات مصرفی با ارزش
تخمینی 22 میلیارد دلار در سال تولید می کند.
تولید شیشه نیاز به
انرژی زیاد دارد که 12 درصد ازکل قیمت فروش را شامل می شود. از لحاظ تئوری
برای ذوب کردن یک تن شیشه 2/2 میلیون Btu (واحد بریتانیایی برای گرما)
انرژی لازم است؛ در حقیقت مقدار انرژی مورد نیاز به خاطر پایین بودن بازده
و اتلاف انرژی به میزان دو برابر افزایش می یابد. صنایع شیشه شامل 4 بخش
عمده می شود:
1) ظروف شیشه ای (container glass)
این گروه شامل بطری ها(Bottles) ، شیشه های دهنه گشاد(Jars) و... می شود.
2) شیشه های فلوت(flat glass)
این گروه شامل شیشه های پنجره، آینه ها و شیشه های اتومبیل و... می شود.
3) الیاف شیشه (fibre galss)
این گروه الیاف شیشه ای اند که به صورت عایق های ساختمانی و الیاف بافته شده تولید می شوند.
4) شیشه های ویژه (specialty glass)
این گروه شامل وسایل آشپزخانه
(cook ware)، تابلوهای نمایشگر سطح (displays flat panel)، حباب لامپ
ها(light bulbs)، الیاف نوری(fiber optics)، وسایل پزشکی(medical
equipment) و... می باشد.
شیشه های فلوت 17%تولید شیشه ی ایالات
متحده آمریکا از لحاظ وزن را شامل می شود. همچنین ظروف شیشه ای 60درصد،
الیاف شیشه و9 درصد و شیشه های ویژه 4 درصد از تولیدات شیشه ای ایالات
متحده را شامل می شوند.
درحالی که صنایع ظروف شیشه ای، الیاف و شیشه
های فلوت که سهم بسیار بالایی در فروش دارند بر پایه ی شیشه های
سودالایم(soda-lime glass) پایه گذاری شده اند؛ صنعت شیشه های ویژه بر روی
شیشه های مقاوم در دماهای بالاتر تمرکز دارد و بیش از 60/000نوع محصول
مختلف تولید می کند. مثالهایی از تولیدات شیشه ای که بوسیله ی صنعت شیشه
سازی تولید می شوند در شکل 1 دیده می شوند. حالت مطلوبی از صنعت شیشه
درطول 20 سال فرمول بندی شده است؛ که این با مشارکت DOE (دپارتمان انرژی
آمریکا) انجام شده است.
صنعت شیشه سازی
صنایع تولید شیشه
یکی از پایه های اصلی اقتصاد آمریکا می باشد. این صنعت بیش از 150/000شغل
تخصصی ایجاد نموده است؛ که بیش از 21 میلیون تن محصولات مصرفی با ارزش
تخمینی 22 میلیارد دلار در سال تولید می کند.
تولید شیشه نیاز به
انرژی زیاد دارد که 12 درصد ازکل قیمت فروش را شامل می شود. از لحاظ تئوری
برای ذوب کردن یک تن شیشه 2/2 میلیون Btu (واحد بریتانیایی برای گرما)
انرژی لازم است؛ در حقیقت مقدار انرژی مورد نیاز به خاطر پایین بودن بازده
و اتلاف انرژی به میزان دو برابر افزایش می یابد. صنایع شیشه شامل 4 بخش
عمده می شود:
1) ظروف شیشه ای (container glass)
این گروه شامل بطری ها(Bottles) ، شیشه های دهنه گشاد(Jars) و... می شود.
2) شیشه های فلوت(flat glass)
این گروه شامل شیشه های پنجره، آینه ها و شیشه های اتومبیل و... می شود.
3) الیاف شیشه (fibre galss)
این گروه الیاف شیشه ای اند که به صورت عایق های ساختمانی و الیاف بافته شده تولید می شوند.
4) شیشه های ویژه (specialty glass)
این گروه شامل وسایل آشپزخانه
(cook ware)، تابلوهای نمایشگر سطح (displays flat panel)، حباب لامپ
ها(light bulbs)، الیاف نوری(fiber optics)، وسایل پزشکی(medical
equipment) و... می باشد.
شیشه های فلوت 17%تولید شیشه ی ایالات
متحده آمریکا از لحاظ وزن را شامل می شود. همچنین ظروف شیشه ای 60درصد،
الیاف شیشه و9 درصد و شیشه های ویژه 4 درصد از تولیدات شیشه ای ایالات
متحده را شامل می شوند.
درحالی که صنایع ظروف شیشه ای، الیاف و شیشه
های فلوت که سهم بسیار بالایی در فروش دارند بر پایه ی شیشه های
سودالایم(soda-lime glass) پایه گذاری شده اند؛ صنعت شیشه های ویژه بر روی
شیشه های مقاوم در دماهای بالاتر تمرکز دارد و بیش از 60/000نوع محصول
مختلف تولید می کند. مثالهایی از تولیدات شیشه ای که بوسیله ی صنعت شیشه
سازی تولید می شوند در شکل 1 دیده می شوند. حالت مطلوبی از صنعت شیشه
درطول 20 سال فرمول بندی شده است؛ که این با مشارکت DOE (دپارتمان انرژی
آمریکا) انجام شده است.
و چالشهای تکنولوژی در آینده و فرصت های تحقیقاتی با مقایسه دید
آینده و حالت کنونی صنعت شیشه تعریف شده است. چالشهای تکنولوژی به طور
عمومی به چهار دسته تقسیم بندی می شوند:
1)پیشرفت ها در زمینه ی ذوب و پالایش و در زمینه ی ساخت (شکل دهی)
2)پیشرفت تکنولوژی، تکنیک های ساخت شیشه، کنترل پروژه ها (Processing controls) و شبیه سازی مدل برای پروسه های جدید با کامپیوتر
3)بهبود سیستم های کنترل خروج، روشهای بازیافت و مدیریت مواد جامد باطله و...
4)توسعه ی تولیدات ابداعی برای استفاده های جدید از شیشه
بخش های بالا پروسه های تولید شیشه های کنونی و چگونگی رسیدن به دید صنعتی در زمینه ی شیشه از مواد پایه سرامیکی را تعریف می کند.
موادی
که معمولاً در وسایل تهیه شده بوسیله ی شیشه استفاده می شود شامل: فیوزد
سیلیکا (fusedsilica)، گرانیت، فلزات گران بها، آلیاژهای آهنی سرد شده در
آب می باشند. مواد سرامیکی ابتدا به عنوان مواد نسوز(refractories) و
اکنون نیز به صورت هرچه بیشتر و در زمینه ی پوشش های مقاوم به سایش کاربرد
دارد. همچنین مواد سرامیکی پیشرفته به ندرت در این صنعت استفاده می شود که
علت آن قیمت بالای این مواد است. بعلاوه به خاطر نبود مواد مقاوم در محیط
های بادمای بالا جهت فرآیندهای شیشه سازی، فلاکس ها به مواد شیشه ای اضافه
می شوند تا بتوان با کاهش دمای فرآیند شیشه سازی، اجازه ی استفاده از مواد
مرسوم را داشته باشیم.
بحث ما بر طبق 4 عملیات عمده در تولید شیشه متمرکز شده است که به شرح زیر می باشند:
1)مرحله ی تهیه مخلوط(Batching)
2)مرحله ی ذوب (melting)
3)مرحله تصفیه و پالایش (refining)
4)مرحله شکل دهی (forming)
همچنین
در بخش های بعدی این مقاله در مورد 4 بخش از صنعت شیشه سازی صحبت کرده و
در بخش آخر این مقاله در مورد مشعل ها و وسایل تولید حرارت درکوره های
تولید مذاب شیشه صحبت می کنیم.
عملیات تهیه ی مخلوط، ذوب و پالایش در
همه ی روش های تولید شیشه با اندک تفاوت در نوع کوره یکسان است. پس به
بررسی جداگانه ی 4 مرحله ی شیشه سازی می پردازیم:
1) مرحله ی تهیه ی مخلوط (Batching)
انتخاب مواد خام با توجه به
ترکیب شیمیایی، یکنواختی و اندازه ی ذرات انجام می شود. مواد افزودنی آلی
و فلزی و سرامیکی از بین مراحل حمل ونقل، انبار کردن، مخلوط کردن و دانه
بندی عبور می کند. این مراحل شبیه مراحلی است که شیشه های بازیافتی عبور
می کنند. به علت اثرات مواد افزودنی و با توجه به کیفیت محصول تولید شده،
مقدار شیشه ی بازیافتی تغییر می کند.
صنعت تولید شیشه های فلوت 39درصد
از شیشه های شکسته ی خود را باز یافت می کند. مواد ناخالصی سرامیکی واکنش
کمی با مذاب شیشه دارند و ذوب نمی شوند بنابراین به صورت سنگ ریزه هایی در
محصول نهایی دیده می شوند. ناخالصی های فلزی و آلی باعث بوجود آمدن
ناپایداری در طی پروسه ی شیشه سازی می شوند(از طریق واکنش های اکسایش
-کاهش). که این مواد موجب کاهش کیفیت شیشه می شوند. مواد آلی موجود در بچ،
منبعی مناسب جهت افزایش گازهای خروجی هستند و موجب افزایش ارزش تمیزکنندگی
گازهای خروجی می شوند(این مواد موجب افزایش گازهای خروجی می گردد و خروج
گاز را از مذاب آسانتر می کنند)
پروسه های نقل و انتقال، مخلوط کردن و
دانه بندی موجب ساییده شدن وسایل وادوات مورد استفاده می شوند بنابراین
معمولاً ابزار آلات این بخش دارای سطوح پوشش داده شده با سرامیک هستند؛ و
یا خطوط انتقال بوسیله ی سرامیک هایی مانند آلومینا، سیلسیم کاربید و یا
تنگستن کاربید ساخته می شوند.
درحالی که به طورعمومی اثر قیمت و
عملکرد مناسب و کافی برای انتخاب مواد در این مکان ها بسیار مهم است ولی
به دلیل ریسک امکان آلودگی مذاب شیشه، استفاده از مواد ارزان قیمت تر ریسک
بزرگی به حساب می آید.
2) مرحله ذوب(melting):
تقریباً 600 کوره ی ذوب شیشه در آمریکای شمالی وجود دارد. توزیع نوع این کوره ها به شرح زیر است.
210کوره
در زمینه صنعت بطری های سازی، 110 کوره مربوط به الیاف شیشه، 45 کوره در
صنعت شیشه ی فلوت و 235کوره مربوط به شیشه های ویژه است. عمر یک کوره مذاب
شیشه با توجه به نحوه ی ساخت آن متفاوت است اما برای کوره های این صنعت
عمر 7 تا 8 سال غیر معمولی نیست. البته هزینه ی بازسازی یک کوره به آسانی
از یک میلیون دلار تجاوز می کند و همین امر نشاندهنده ی اهمیت نحوه ی
بازسازی کوره های شیشه سازی است. کوره ها را می توان به دو گروه، کوره های
گرم شونده با الکتریسته و کوره های گرم شونده با سوخت تقسیم کرد، که
معمولاً گرمایش الکتریکی مذاب با آتش حاصل از سوختن مواد نفتی توأم است.
این عمل موجب بهبود یکنواختی گرما دهی، مهیا نمودن افزایش متناوب در ظرفیت
ذوب با کم ترین هزینه، افزایش بازده مذاب، کاهش مصرف انرژی و دمای پایین
تر (در بالای نقطه ی ذوب) برای کاهش خروج انرژی می گردد.
3) مرحله پالایش(refining):
مرحله ی اصلاح شیشه در کوره ی مقدماتی
اتفاق می افتد و موجب یکسان شدن دمای مذاب می گردد. کوره ی مقدماتی
معمولاً با گاز طبیعی کار می کند. همچنین ازتقویت کننده های الکتریکی نیز
برای افزایش بازده و بهبود یکسانی دما، می توان بهره برد. مبدلهای گرمایی
سرد شده با آب (water-cooled metal heat exchangers) برای کمک به ایجاد
دمای یکنواخت مورد استفاده قرار می گیرند. همچنین ممکن است از سرامیک های
پیشرفته نیز استفاده شود. تغییرات دمایی در کوره ی مقدماتی بسیار حیاتی
است و موجب ایجاد مشکلاتی شبیه به آنهایی که در مرحله ی ذوب با آنها روبرو
بودیم، می شود.پیستون ها(plungers) و نازل های (nozzles) مورد استفاده
برای حرکت دادن و پخش کردن مذاب شیشه از سرامیک های نسوز و یا مولیبدن
ساخته شده اند. ولی این اجزا به علت رویا رویی و مواجهه با سایش بالا و
ایروژن (erosion )نوعی خوردگی است که به واسطه ی حرکت سیال بر روی یک سطح
اتفاق می افتد). برای شیشه های با دمای ذوب پایین تر Inconel600 استفاده
شده است که در این مورد نیز شبیه به مورد بالا خوردگی شدید گزارش شده است.
در دماهای بالاتر خنک سازی با آب نیز می تواند برای کاهش دمای اجزا مورد
استفاده قرار گیرد. تعداد زیادی از مواد مناسب (مواد سرامیکی پیشرفته)
مورد استفاده در مراحل پالایش و ذوب شیشه وجود دارد که بسیاری از این مواد
مناسب، برای ساخت کوره های سوخت -اکسیژن fired oxy-fuel استفاده می شوند.
سیکل های متناوب احتراق نیز بهبود یافته که گفته می شود مواد سرامیکی
پیشرفته توانایی مقاومت در برابر این سیکل های احتراقی را دارند.
4)شکل دهی(forming):
با توجه به اینکه محصول نهایی، چه نوع محصولی باشد نوع و نحوه ی فرم دهی نیز متفاوت است.
روش های شکل دهی انواع مختلف شیشه از جمله شیشه های فلوت، ظروف شیشه ای، الیاف شیشه و شیشه های ویژه معمولاً بسیار متفاوت اند. در قسمت های بعدی این مقاله در مورد هر یک از این زمینه های تولید شیشه صحبت کرده و درقسمت پایانی نیز در مورد مشعل ها و سیستم های گرمایشی مورد استفاده دراین صنعت صحبت می کنیم. دیدگاه این مقاله بیشتر بررسی موقعیت های کاربردی در زمینه ی مواد ساختاری مورد استفاده در صنعت تولید شیشه است.
شیشه های فلوت (flat)
صنایع شیشه ی فلوت ایالات متحده آمریکا شامل 6
تولید کننده ی عمده است؛ که با 28 کوره در 16 ایالت کار می کنند در این
کارخانه ها، که 12/000 نیروی کار ماهر را به کار گرفته اند سالانه 2/9
میلیون تن شیشه تولید می شود که این مقدار تولید، فروشی برابر 2/1 میلیارد
دلار را به خود اختصاص می دهد. کارخانه های تولیدی در این بخش عمدتاً در
کنار منابع ارزان قیمت انرژی قرار دارند. در سال 1991، این صنعت 55/2
تریلیون Btu انرژی مصرف کرده است که این مقدار انرژی در درجه اول از گاز
طبیعی و در درجه ی دوم از برق بدست آمده است. به دلیل فشارهای رقابتی
حاصله از کشورهای درحال توسعه، افزایش بازده تولید و راندمان انرژی به طور
مداوم و مصرانه مورد توجه قرار گرفته است.
در طی 25 سال گذشته راندمان
انرژی به بیش از 50% ارتقاء داده شده است؛ که این صرفه جویی در انرژی به
خاطراستفاده از مواد نسوز بهبود یافته میسر گشته است. یک کارخانه ی تولید
شیشه فلوت هزینه ای برابر 100میلیون دلار برای ساخت لازم دارد عمر مفیدی
برابر 12 سال دارد.
یک کارخانه ی تولید شیشه های فلوت نمونه وار شامل
یک سری عملیات های بالادستی (upstream operations) است که شامل عملیات
های، تهیه ی مواد اولیه (Batching)، پالایش(refining)، شکل دهی (forming)
و اینلینگ(annealing) است. همچنین یک سری عملیات پایین دستی شامل حرارت
دهی ثانویه(reheating)، شکل دهی ثانویه(reforming)، پوشش دهی
(coating)،تنپر کردن(tempering) و لایه نشانی.
عملیات های پایین دستی
را می توان در کارخانه ی مبدأ و یا در جاهای دیگر انجام داد. عملیات های
بالا دستی در همه ی کارخانه های تولیدی یکسان است. که علت آن این است که
همه ی آنها از پروسه ی مسطح سازی برای شکل دهی شیشه ی سیلیسی سودالایم به
صورت ورقه های نازک استفاده می کنند. برخلاف کوره های مورد استفاده در
ساخت انواع دیگر شیشه ها، کوره های مورد استفاده در صنعت شیشه های فلوت
عمدتاً بسیار بزرگ هستند. قسمت پالایش دهنده شیشه در کوره های تولید شیشه
ی فلوت نیز به تناسب بزرگ است؛ که علت آن احتیاج به زدودن عوامل مخرب ناشی
از جوشش گازها و دیگرعوامل ناخالصی است. این عوامل ناخالصی و یا گاز موجب
کاهش شفافیت نوری شیشه ی تولیدی می شوند.
دو نوع روش برای شکل دهی
شیشه ی فلوت استفاده می شود که یکی از آنها به وسیله ی برادران (PB)
pikington ودیگری بوسیله صنایع PPG ابداع شد.
تفاوت های عمده بین این دو روش نحوه خروج شیشه از کوره است. اجزای اصلی روش PPG در شکل 1 نشان داده شده است.
یک کوره ی نمونه وار فلوت – زون (furnace float Zone ) ، 49متر طول
و 9متر عرض دارد و می تواند909 تن شیشه را در خود جای دهد. در روش PPG،
شیشه ی پالایش یافته به طور پیوسته و به صورت یک نوار با پهنای ثابت از
روی یک حمام قلع مذاب عبور کرده و با عبور از یک بخش که شامل غلطک های
فولادی آسترشده با مواد نسوز است، در هواخنک می شود.
در روش PB، شیشه
ی مذاب وارد یک ناحیه بسیار باریک می شود و سپس به سمت یک حمام قلع مذاب
حرکت می کند و قبل از رسیدن به پهنای مناسب، یک مسیر پیچیده را طی می کند.
در هر دو روش، شیشه با دمای 1040درجه سانتی گراد وارد می شود و با دمای
600درجه سانتی گراد خارج می شود. حمام قلع در یک دمای معین (815درجه
سانتیگراد) نگه داشته می شود و این درحالی است که مسیر فولادی دمای شیشه
را به 100درجه سانتی گراد می رساند. یک محیط شامل گاز نیتروژن 5-8 درصد
گاز هیدروژن برای جلوگیری از اکسید شدن قلع استفاده می شود. مواد دیگری که
توانایی جایگزینی با فولاد آسترشده با مواد نسوز و حمام قلع مذاب (برای
مثال تنگستن و گرافیت) مورد بررسی قرار گرفته است؛ که البته این مواد گران
قیمت هستند و دارای مشکلاتی ناشی از سختی بسیار آنها (مثلاً در فرآیند شکل
دهی آنها) هستند. یکی دیگر از مشکلات و عیوب های این مواد مقاومت به
اکسیداسیون ضعیف آنهاست. برای انتخاب مواد برای وسایلی که با قلع ارتباط
دارند گزینه های بسیار کمی داریم که علت آن طبیعت بسیار خورنده ی قلع است.
جریان شیشه از کوره ی زون -فلوت و در بخش انتهایی پالایش دهنده بوسیله
ی یک خروجی که tweel نامیده می شود به طورمنظم خارج می شود. جنس tweel از
فیوزد سیلیکا (fused silica)است. tweel، شیشه ی مذاب خروجی از کوره ی ذوب
شیشه را شکل دهی می کند که بدین وسیله کمک به کنترل اندازه ی ضخامت نهایی
محصول تولیدی می شود. ضخامت پایانی شیشه ی تولیدی همچنین به عواملی
چون:ویسکوزیته ی شیشه، کشش سطحی و از همه مهمتر، نیروهای انقباضی وارده به
لبه های نوار شیشه ای (این نیروها بوسیله ی سیستم کشش وارد می شود) بستگی
دارد. شیشه های نازک تر را می توان با جریان دادن شیشه و ایجاد موانعی
گرافیتی تهیه کرد در حقیقت این موانع گرافیتی که به صورت خشک کار می کنند
به لبه های شیشه اعمال نیرو می کنند. به علت کوتاهی عمر tweel که تنها 2
ماه می باشد، مواد دیگری نیز که عمر مفید بیشتری دارند مورد توجه قرار
گرفته است. یک نکته ی مهم در مورد مواد استفاده شده در ساخت tweel این است
که جنس مواد مورد استفاده شده باید با جنس شیشه سازگار باشند همچنین باید
مقاومت به شک بالا و قابلیت تحمل نیرو در دمای ذوب شیشه را داشته باشند.
جایگزینی
مواد نیازمند به سیستم خنک سازی با مواد بدون نیاز به این سیستم، به خاطر
هزینه ی بالای نگهداری و خوردگی شدیدتر این قطعات مورد توجه و پژوهش قرار
گرفته است. از این رو استفاده از آلیاژهای فلزی (مثلاً فولادها) مورد توجه
قرار گرفته که به علت وجود نیکل در شیشه های بازیافتی و تبدیل شدن آن به
سولفید نیکل در هنگام قرار گرفتن در دمای بالا، این کار نیز مطلوب نمی
باشد.
معمولاً برای کاهش خوردگی در کارخانه های شیشه سازی، آب مورد
استفاده برای خنک سازی اجزا تصفیه شده و برخی از یون های مضر بوجود آمده
در آب دفع می شود.
دمای شیشه و قلع مذاب بوسیله ی هزاران بخش سیلسیم
کاربیدی تعبیر شده در طول کوره تنظیم می شود. و همین طور که شیشه به سمت
پایین حمام قلع حرکت می کند، سرد شده و ویسکوزیته اش افزایش می یابد،
بنابراین می توان بوسیله ی غلتک هایی شیشه ی سرد شده را از حمام حرکت داد.
غلتک های جابجا کننده ی شیشه در کره آنیلینگ، که در امتداد کوره ی ذوب
قرار گرفته، به گونه ای طراحی شده اند که موجب دفورمگی حاصل از وزن خود
شیشه در حال سرد شدن، نشوند. این غلتک ها تقریباً 30 سانتیمتر قطره و
4/3متر طول دارند که از فلزات سرد شده در آب یا پوشش های آزبستی (پنبه ی
نسوز) ساخته شده اند.
یکی دیگر از وسایل مورد استفاده در پروسه ی
شیشه سازی و بررسی آن، آذرسنج های نوری هستند این وسایل برای اندازه گیری
دمای سطح شیشه و حمام قلع مورد استفاده قرار می گیرند. همچنین ترموکویل
های غلاف دارمورداستفاده در اندازه گیری دمای زیر سطح حمام قلع نیز یکی
دیگر از این وسایل است.
وسایل سرد کننده تعبیه شده در سقف کوره ی
آینلینگ یکی از منابع عمده ی ایجاد کننده ی عیوب شیشه هستند. بخارات
سولفید بر روی این وسایل سرد کننده چگالش می یابد و موجب افتادن این
بخارات چگالش یافته بر سطح شیشه می شود.
البته از منابع دیگر ایجاد عیوب در شیشه سطح ناصاف غلتک های آسیب دیده نیز می تواند باشد. که این مشکل نیز قابل حل است.
ورقه
ی شیشه ای خارج شده از کوره زون -فلوت وارد کوره ی آنیلینگ می شود. این
کوره های آنیلینگ عموماً lehr نامیده می شوند. کوره ی lehrموجب از بین
رفتن تنش های ناشی از شیب گرمایی می شوند که این شیب گرمایی ناشی از
عملیاتی است که در پروسه ی شکل دهی اتفاق افتاده است.
کوره ی lehr در
دمای 200درجه سانتی گراد کار می کند. این کوره با احتراق گاز و یا
الکتریسته گرم می شود. اتمسفر یک کوره ی lehrالکتریکی، هوا و اتمسفر یک
کوره ی lehr گازی، عموماً گازهای ناشی از پروسه ی احتراق است.
شیشه ی
تولیدی از میان کوره ی lehr و بر روی یک سری غلتک از جنس فولاد سرد شده با
آب، فیوزد سیلیکا و یا ماده ای با پوشش آزبست عبور می کند که این غلتک ها
5 سانتی متر قطر و 2/5متر طول دارند. (همان گونه که در شکل 2 نشان داده
شده است.)
مشکلاتی که در طی حرکت صفحه ی شیشه ای در کوره lehr اتفاق می افتد شامل:
1)آسیب رسیدن به سطح غلتک ها
2)ایجاد خط و علامات ناشی از غلتک ها برروی سطح شیشه
3)خم شدن شیشه در بین فاصله ی دو غلتک بر اثر نیروی وزن شیشه
4)موج دار شدن غلتک ها
5)تغییر فاز بر اثر گرما در غلتک ها
اندازه
و سرعت یکسان غلتک ها، عوامل مهمی در جهت جلوگیری از خط دار شدن سطح شیشه
است. مشعل های تشعشعی در بسیاری از کوره های lehr استفاده می شود و به
عنوان یک وسیله ی مناسب و حفاظتی در برابر خط های ناشی از عوامل مختلف
است. بمحض سرد شدن شیشه و رسیدن دمای شیشه به دمای محیط، شیشه بریده شده و
برای پروسه های پایین دستی بسته بندی می شوند.
عملیات های پایین دستی
می تواند از تعدادی مرحله شامل: حرارت دهی دوباره (reheating)، شکل دهی
دوباره(reforming)، تنپرکردن(tempering) و پوشش دهی تشکیل شده باشند.
مراحل حرارت دهی دوباره و تنپرینگ در کوره ای شبیه به کوره ی lehr اتفاق
می افتد و تنها، دمای کوره متفاوت است. حجم زیادی از هوای گرم شده در کوره
ی lehr و برای کاهش شیب گرمایی استفاده می شود. فن های مورداستفاده از
فولاد دما بالا ساخته شده اند که این فن ها همراه درایورهای سرد شده در آب
تشکیل شده اند. اعوجاج حاصل از دمای کاربرد بالا موجب کاهش طول عمر این
قطعات می شود.
پس ازاینکه شیشه دوباره گرم شود، قابلیت شکل دهی دوباره و خم کردن آن در قالب های فیوزد سیلیکایی وجود دارد.
به خاطر خواص ساختاری ضعیف و ظریف، قالب ها به آسانی آسیب می بینند. در حالی که قالب ها قابل تعمیرند ولی به خاطر صرفه جویی در وقت و هزینه این کار انجام نمی شود. پوشش های رهاسازی یا موانع سرامیکی یا ورقه های نازک فلزی برای جلوگیری از چسبیدن قالب به شیشه مورد استفاده قرار می گیرند. به دلیل اینکه شیشه ی قالب گیری شده باید یک دوره ی زمانی را بدون حرکت قرار گیرد و توان جداسازی سریع قالب از شیشه وجود ندارد، نیاز به قالب های زیادی در این پروسه است که بسیار پر هزینه می باشد.
شیشه ی مخصوص ظروف ( Container glass) :
صنعت شیشه ی مخصوص ظروف که
شامل 64 کارخانه در 25 ایالت آمریکاست ، با اشتغال 30000 کارگر ماهر ،
تولید کننده ی 1203 میلیون تن شیشه در سال است . این صنعت سالانه 5
میلیارد دلار فروش دارد .
کارخانه های مرتبط با این صنعت به طور عمده
در نزدیک مراکز فروش کالا قرار دارند . در سال 1992 ، این صنعت 119
تریلیون Btu انرژی مصرف کرده است که 79 درصد از این انرژی به وسیله ی گاز
طبیعی تامین شده است .
فشارهای رقابتی حاصله از سلیقه ی مشتری ها و
بازار به سمت استفاده از مواد سبک تر (مانند آلومینیوم و پلاستیک ) برای
ظروف است . همچنین عواملی مانند قیمت بالای توزیع و پخش محصولات شیشه ای
به خاطر وزن بالای شیشه ، ارزان بودن قیمت کارگر در کشورهای در حال توسعه
، بر روی این صنعت تاثیر می گذارد . قیمت توزیع و پخش ظروف شیشه ای با
توسعه ی شیشه های با استقامت کششی بالاتر و بهبود روش های تولید ، کاهش می
یابد . این بهبود روش های تولید و افزایش مقاومت کششی شیشه موجب تولید
شیشه های با جداره ی نازک تر می شود . افزایش تولید و بهره وری بیشتر از
انرژی باعث ایجاد توان رقابتی بالا در برابر کشورهای در حال توسعه است .
برای
ساخت یک کارخانه ی تولید شیشه های مخصوص ظروف هزینه ای برابر 70 میلیون
دلار نیاز است . که آخرین کارخانه ی تولید این محصولات در سال 1981 ساخته
شد . به دلیل به کمال رسیدن روش های تولید ، روشهای تولید در همه ی
کارخانه ها یکسان است .
یک کارخانه ی تولید شیشه های مخصوص ظروف نمونه وار شامل عملیات های بالا دستی :
تهیه
ی بچ اولیه ، ذوب کردن شیشه ، اصلاح و پالایش شیشه ( conditioning ) و شکل
دهی است . همچنین عملیات های پایین دستی شامل : پوشش دهی و آنیلینگ می شود
. که البته عملیات های پایین دستی را می توان در داخل کارخانه و یا بیرون
از آن انجام داد . عملیات های مربوط به تهیه بچ اولیه ، ذوب ، اصلاح و
آنیلینگ شیشه های تولیدی شبیه به آنهایی است که در قسمت قبل گفته شد . در
اینجا در مورد شکل دهی شیشه های ظروف صحبت می کنیم .
شکل دهی شیشه های مخصوص ظروف :
پس از اصلاح دما و یکنواختی : شیشه مذاب به عملیات شکل دهی منتقل می شود .
gob
feeder یک قسمت کوچک از کوره ی مقدماتی است که شامل یک میکسر ، پیستون ،
خروجی و جرثقیل است که در شکل (1) نشان داده شده است . gob feeder وزن ،
دما و شکل تکه های شیشه را کنترل می کند . که همه ی این فاکتورها بر روی
کیفیت ظروف تولیدی موثر است .سرعت شکل دهی تکه های شیشه را می توان تا 300
تکه بر دقیقه افزایش داد . مواد ساختاری مورد استفاده برای gob feeder
شامل : فلزات سرد شده در آب (پره های برش دهنده ) ، فلزات گران بها ( هم
وزن ) ، مواد نسوز ( پیستون ) می شود که در طی پروسه دمای تکه های شیشه به
1100 درجه سانتیگراد می رسد . تکه های شیشه سپس وارد عملیات شکل دهی می
شوند . در طی پروسه ی شکل دهی گرما از شیشه گرفته شده که این از دست دادن
حرارت بر اساس روش کنترل شده ای انجام می شود . چندین روش برای شکل دهی
تکه های شیشه وجود دارد ؛ که انتخاب نوع روش به عواملی چون ترکیب ، شکل
ظرف ، اندازه و سرعت تولید بستگی دارد . روش پرس ـ دمش معمولاً برای تهیه
ی ظروف دهان گشاد استفاده می شود . شکل (2)
در عملیات شکل دهی به روش پرس ـ دمش ، تکه های شیشه وارد قالب شده
و ابتدا پرس می شوند . درطی عملیات پرس کردن ، دمای پیستون به 550 درجه
سانتیگراد می رسد . به دلیل اینکه مواد مورد استفاده در ساخت پیستون ،
سختی مناسبی در این دما ندارند معمولاً سطح پیستون به واسطه ی شیشه ی سرد
شده خراشیده می شوند .
قطعه ی شیشه ی پرس شده که Blank نام دارد از
قالب خارج شده و دوباره گرم می شود و در قالب ثانویه که قالب دمش نام دارد
، قرار می گیرد و با دمش به شکل ظرف مورد نظر در می آید . هنگامی که شیشه
ی فرم داده شده از قالب دمش خارج می شود ، دمای آن به 78 درجه سانتیگراد
کاهش می یابد .
سرعت تولید به سرعت خروج حرارت وابسته است که می توان
سرعت تولید را به 100 ظرف در دقیقه رساند (این سرعت تولید هنگامی اتفاق می
افتد که از قالب های چند برابر برای یک سیستم تغذیه ی تکه های شیشه بهره
برده شود )عملیات شکل دهی سهم زیادی در هزینه و کیفیت ظروف شیشه ای پایانی
دارد که مقدار زیادی از این سهم مربوط به قالب های شکل دهی می شود.
مواد
مورد نیاز برای تولید قالب های مناسب باید خصوصیاتی از جمله : ارزان بودن
، توانایی تولید شکل های پیچیده ، پیچش کم در هنگام استفاده ، توانایی
ایجاد سطح پایانی مطلوب برای شیشه ، انبساط گرمایی پایین ، خواص ساختاری
پایدار در دمای بالا ، ضریب انتقال گرمایی بالا و مقاومت بالا در برابر
سیکل های گرمایی را داشته باشند . مواد قالب های اولیه از چدن است .سرمایش
به وسیله ی فشار کم هوا برای تسریع در عملیات انتقال گرما و بهبود کنترل
گرمایی انجام می شود . به هر حال به دلیل اینکه سیستم خنک سازی با هوا
ایجاد سر و صدا می کند ، سیستم سرد کردن با آب ، به عنوان یک راهکار ممکن
است انتخاب شود . البته یکی از نقایص سیستم های خنک سازی با آب ، ایجاد
نشست آب و خوردگی است .
برای کاهش زمان قالب گیری در هر سیکل ، می
توان دمای قالب را به وسیله ی هوا یا آب کاهش داد . مواد مورد استفاده
برای قالب ها که انتقال حرارت بهتری دارند نیز می تواند به عنوان یک
راهکار باشد . (مثلاً آلیاژهای پایه مس ).
برای جلوگیری از چسبیدن
قالب به شیشه ، ایجاد خطوط نامطلوب بر روی شیشه و یا اکسیداسیون فلز قالب
، قالب در هر سیکل به مواد روانساز آغشته می شود . به خاطر اینکه دمای
قالب به 500 درجه سانتیگراد می رسد؛ مواد روانساز مورد استفاده در قالب ،
ایجاد بخار یا دود می کنند و در برخی موارد به طور خود به خود آتش می
گیرند . روش های دیگر جهت رفع این مشکل وجود دارد که شامل استفاده از
روانسازهای جامد غیر فلزی فیلم مانند و یا وارد کردن گاز استیلن به داخل
قالب گرم در هر دوره ، می شود.(وارد کردن گاز استیلن موجب شکسته شدن گاز
استیلن و ایجاد یک لایه ی کربنی در بخش داخلی قالب می گردد ).
مواد
دیگری که اخیراً جهت ساخت قالب ها مورد استفاده قرار می گیرند شامل سوپر
آلیاژهای پایه نیکل ، گرافیت و پوشش های سرامیکی می شوند . موادی که شامل
آزبست (پنبه ی نسوز ) بودند نیزبرای مدتی استفاده می شد ولی به خاطر سرطان
زایی و مسائلی با گرافیت جایگزین شد . سوپر آلیاژهای پایه نیکل در جاهایی
مورد استفاده قرار می گیرد که نیاز به سختی و مقاومت کششی بالاتر باشد (
مثلاً در پیستون ها ، وسایل تنظیم جریان ( baffles ) ، قیف ها ، سری های
دمش ، صفحات زیری و قطعات مسدود کننده ( plugs ) .
مانند شیشه ی فلوت
، آلودگی ناشی از نیکل می تواند در پروسه ی شکل دهی ایجاد مشکل کند .
گرافیت ماده ی ترجیح داده شده برای استفاده است زیرا این ماده خیس نمی شود
و موجب ایجاد خط یا چسبندگی نیز نمی شود . همچنین خود گرافیت خاصیت
روانسازی دارد . این ماده در دمای بالا مقاومت کششی خود را از دست نداده و
ابعاد آن نیز ثابت می ماند گرافیت ماده ای ارزان ، با قابلیت ماشین کاری
آسان و از لحاظ محیط زیست نیز ماده ای خنثی است . کاربرد گرافیت شامل لایی
های سری دمش ( blow-head inserts ) ، لایی های دهانه ی خروجی ( take - out
- tongue ) ، میلرهای باربر کوره ی (lehr-loading bars)lehr ، دفلکتورهای
تکه های شیشه ( gob deflectors ) ، جهت دهنده های بالابر ( conveyor
guides ) ، می شود . نمره و گرید گرافیت مورد استفاده بر اساس کاربردش
تعیین می شود .
مثلاً گرافیت متخلخل برای کوره ی lehr مطلوب است زیرا
این نوع گرافیت از واکنشهای گرمایی که موجب انتقال سریع گرما در انتقال
ظروف جلوگیری می کند . گرافیت های با دانسیته ی بالاتر برای قالب ها ، که
نیازمند استحکام و سختی بیشتری هستند ، مورد استفاده قرار می گیرد . در
حالی که گرافیت به خاطر بسیاری از ویژگی هایش ترجیح داده می شود ، اشکال
کلیدی آن عمر کوتاه آن به خاطر مقاومت در برابر اکسیداسیون و خواص کششی
نامناسب آن است . همچنین استفاده از سرامیک نیزموجب افزایش عیوب شیشه می
شود . همین طور که ظروف نازک تر می شوند ، مواد با سختی بالاتر نیزبرای
سطح قالب مطلوب تر می شوند . که علت آن این است که مواد سخت تر در سطح
قالب ها به خاطر کاهش دادن میزان آلودگی و ایجاد سطح پایانی تمیزتر و کاهش
اندازه ی بحرانی ، بیشتر مورد توجه اند .
مواد با سختی بالاتر موجب
کاهش میزان سایش قالب نیز می شوند . یکی از راه کارهای مورد استفاده برای
سخت کاری سطح قالب ، استفاده از پوشش های سخت (مانند : کاربید تنگستن و
کاربید تیتانیم ) است . این مواد در سطوحی که با دمای بالا سر و کار دارند
(مخصوصاً در پیستون ها ) ، مورد استفاده قرار می گیرند . در حالی که قطعات
پوشش داده شده گران ترند و ماشین کاری آنها سخت تر است؛ مقاومت به سایش و
اکسیداسیون ، و حفظ ابعاد اولیه در دمای بالا ، هنگامی که این پوشش ها بر
روی چدن و یا گرافیت ایجاد شود ، بسیار خوب است .
پس از انجام عملیات
قالب گیری ، ظروف تولیدی به داخل کوره ی lehr (برای از بین بردن تنش های
داخلی ) برده می شوند . ساختار کوره ی lehr مانند همان حالتی است که در
مورد شیشه های فلوت گفته شد ؛ تنها تفاوت اولیه ی آنها در این است که در
تولید شیشه های ظروف از نوار نقاله برای حرکت دادن مواد اولیه از میان
نقطه ی گرم به وسیله ی یک روش کنترل شده که نوار نقاله کاملاً در داخل
کوره قرار دارد .که این کار موجب کاهش پرت حرارتی و افزایش بازده می شود .
به جز پوشش های مورد استفاده در برخی از قالب ها ، هیچ گواهی از استفاده ی
مواد پیشرفته ی سرامیکی در فرآیند شکل دهی شیشه های مخصوص ظروف نیست .
فرصت
های خاص برای استفاده از مواد جایگزین با گرافیت در مکان های بسیار گرم
وجود دارد که این مواد جایگزین باید خواصی از جمله تا فنس بهتر ، سختی
بالاتر ، پایداری در برابر اکسیداسیون بهتر داشته باشند .
همچنین مواد ارزان تر جهت جایگزینی با فلزات گران بهای مورد استفاده در gob feeder و کوره ی مقدماتی مورد تحقیق قرار گرفته است .
مواد
با انتقال حرارت بیشتر و سختی بالاتر در دمای بالا برای ساخت قالب ها مورد
استفاده قرار گرفته که موجب افزایش طول عمر قالب ، کاهش زمان انجام یک
قالب گیری (بدون نیاز به سرمایش داخلی ) شده است . مواد با مقاومت گرمایی
بالاتر را همچنین می توان در ساخت قطعات دیگر ماشین قالب گیری استفاده کرد
. که این امر موجب کاهش هزینه های نگهداری و بهبود کیفیت می شود .
سنسورها
جدید و غلاف سنسورهایی برای اندازه گیری دمای تکه های شیشه مورد استفاده
قرار می گیرند . این سنسورها همچنین یکنواختی دما ، خروج حرارت در طی فورم
دهی را اندازه گیری می کنند که در همه ی موارد ، سرامیک های پیشرفته در
مرکز حل مشکلات قرار دارند . به دلیل اینکه سازگاری سرامیک های پیشرفته با
مواد مذاب شیشه ای زیاد است ؛ این مواد که عمدتاً برپایه ی اکسیدها هستند
، انتخاب خوبی هم به صورت خالص و هم به صورت کامپوزیت با مواد دیگر هستند
که در دماهای بالا فازهای پایدار نیزدارند .برای مثال مواد ممتاز در این
زمینه شامل : آلومینا ، مولایت ، کامپوزیت های سیلسیم کاربید با آلومینا
هستند . کامپوزیت های پایه مولیبدن سیلیسید نیز از جمله مواد مناسب برای
بسیاری از این کاربردهاست .
سرامیک های پایه سیلسیم یک انتخاب خوب برای کاربردهای با دمای بالاست که در این کاربردها بهینه سازی خواص ساختاری مدنظر است و تماسی میان شیشه مذاب و نسوز وجود ندارد .
الیاف شیشه و شیشه های ویژه
الیاف شیشه ( fiber glass) :
صنعت الیاف شیشه از دو بخش فروش عمده تشکیل شده است ؛ یکی مواد عایق با الیاف کوتاه ( wool insulation) و دیگری الیاف نساجی .
مواد
عایق ، الیافی با اندازه ی کوتاه هستند که در صنعت ساختمان مورد استفاده
قرار می گیرند و الیاف نساجی یک سری الیاف مداوم هستند که به طور کلی به
عنوان یک تقویت کننده در کامپوزیت های زمینه پلیمری مورد استفاده قرار می
گیرند . به علاوه چهار تولید کننده ی عمده ی الیاف کوتاه و 6 تولید کننده
ی عمده ی الیاف نساجی ، 16000 کارگر ماهر را به کار گرفته اند ؛ که بر فرض
مثال یک تولید کننده می تواند 27 کوره ی ذوب شیشه را به کار بگیرد . در
سال 1991 الیاف شیشه 9% کل تولید شیشه را تشکیل می دادند . و این مقدار 21
درصد از کل فروش را تشکیل می داد . در سال 1981 ، 71 درصد وزنی از الیاف
شیشه ای فروخته شده به صورت الیاف کوتاه مخصوص مواد عایق بود .
مصرف
انرژی در صنعت الیاف شیشه در سال 1991 ، 59/9 تریلیون Btu بوده ، که تنها
مصرف انرژی در بخش ظروف شیشه ای از این مقدار مصرف بالاتر بوده است . بر
خلاف صنایع شیشه فلوت و ظروف شیشه ای ، مقدار زیادی انرژی مصرف شده در
صنعت الیاف شیشه صرف تولید الیاف از شیشه ی مذاب می شود . در حالی که هر
دو بخش در زمینه ی صنعت الیاف شیشه سرمایه بر هستند ، صنعت الیام مداوم
نساجی سرمایه برتر است زیرا این صنعت محتاج فلزات گران بهاست . کیفیت شیشه
ی مورد استفاده نیز متفاوت است ، اما محصولات الیاف نساجی نیازمند مواد
اولیه ی با کیفیت بیشتری اند . همچنین این صنعت نیازمند استفاده از کنترل
فرآیند بهتری هستند . کلیدهای محرک برای استفاده از تکنولوژی های جدید در
صنعت الیاف شیشه شامل کاهش قیمت ، افزایش توان عملیاتی و موقعیت های
رقابتی می شود . فشارهای رقابتی عمدتاً از سوی محصولات با پایه ی آلی است.
روش استفاده شده برای تولید الیاف شیشه را می توان به مراحل زیر تقسیم کرد
:
1 ـ تهیه ی مواد اولیه ( Bat ching )
2 ـ ذوب ( Melting )
3 ـ تولید الیاف ( Fiberzation )
در هر یک از این مراحل فرصت هایی برای استفاده از سرامیک های پیشرفته وجود دارد .
1 ـ تهیه ی مواد اولیه ( Batching ) :
مرحله تهیه ی مواد اولیه در
صنعت الیاف شیشه شبیه به همان هایی است که در تولید دیگر انواع شیشه مورد
استفاده قرار می گیرد ؛ با این تفاوت که ترکیب شیشه و اندازه ی ذرات مواد
اولیه متفاوت است . به دلیل اینکه اندازه ی ذرات مواد اولیه مورد نیاز
باید ریزتر باشد ، کنترل انتشارات ( emissions control ) و ناخالصی های
سرامیکی ، فلزی ، آلی و یا آلیاژی بیشتر است و یک مسئله ی مورد توجه است .
یک جزء کلیدی برای تولید الیاف شیشه عنصر بور است . این عنصر
ویسکوزیته ی مذاب را کاهش داده و دوام شیشه را بهبود می دهد ولی بور عنصری
فرار است و به خاطر همین در مکان های نامطلوب رسوب می کند . عنصر بور
درشیشه در یک رنج 5 ـ 10 درصد وزنی دارد که 50 ـ 75 درصد از قیمت کلی را
به خود اختصاص می دهد .
برای تولید الیاف کوتاه مخصوص عایق کاری از
درصد زیادی شیشه خورده ی بازیافتی که از شیشه های ظروف و شیشه های فلوت
تشکیل شده اند ، استفاده می شود (علت آن این است که برای الیاف کوتاه عایق
، مواد اولیه ی با کیفیت کمتر نیاز است ) الیاف شیشه ی بازیافتی هم اکنون
به علت وجود عنصر بور در آنها مورد استفاده قرار نمی گیرند .
2 ـ ذوب ( Melting ) :
عملیات ذوب کردن شیشه در صنعت الیاف شیشه
شبیه عملیات ذوب کردن شیشه در دیگر صنایع تولید شیشه است . (مانند تهیه ی
مواد اولیه ) . تفاوت های موجود بین ذوب کردن شیشه در صنعت الیاف شیشه با
دیگر صنایع محدود به چالش های عملیاتی نتیجه شده از ترکیب شیمیایی شیشه و
اندازه کوچکتر کوره ی ذوب ، می شود . به علت وجود درصد کمی مواد قلیایی در
الیاف نساجی ، نیاز به دمای بالاتر ذوب کردن و اندازه ی الیاف بزرگتر برای
رسیدن به حالت یکنواختی بدون نیاز به استفاده از افزودنی های ( فلاکس ها )
، است .
هر دو صنعت ( هم الیاف نساجی و هم الیاف کوتاه مخصوص عایق
بندی ) از بور استفاده می کنند که این بور استفاده شده می تواند فلز آلات
کوره را آلوده کند و موجب افزایش انتقالات گرمایی ذره به ذره شود .
ذوب کننده های شیشه شامل مولد ، جهت دهنده ی آتش و کوره ی بهبود دهنده می شوند .
در حقیقت کوره ی بهبود دهنده ی گازی به طور عمده منبع ذوب کننده ی شیشه است .
عمر
مفید یک کوره ی 7 تا 10 سال است و بازسازی آن هزینه بر و وقت گیر است .
تعدادی کوره ی مبدل الکتریکی و تقویت کننده های الکتریکی گاز ، برای کاهش
مصرف گاز ، افزایش بازده مذاب و کاهش انتشار گازهایی مانند NOx و SOx
ساخته شده است .
کوره های الکتریکی از الکترودهایی استفاده می کنند
که این الکترودها از کف یا بالا به مذاب وارد شده اند . البته نوع تعبیه
شده در بالا با سهولت بیشتری تعمیر و نگهداری می شوند . عمر مفید کوره های
الکتریکی 6 ماه است . و برای ساخت مجدد یک کوره ی الکتریکی نمونه دار دو
روز وقت لازم است . یک مثال از دیواره های فلزی سرد شده با آب و دستگاه
ذوب کننده ی از کف در شکل 1 نشان داده شده است .
مذاب از بین یک گلویی مانند شناور خارج می شود و به بخش داخلی
یکنواخت کننده وارد می شود این بخش یکنواخت کننده به وسیله ی یک اجاق
دنبال می شود که این کار برای توزیع شیشه به دستگاه های شکل دهی مختلف
انجام می شود . با تبدیل اجاق به شعله ای که از احتراق سوخت با اکسیژن
تغذیه می شود بازده مصرف انرژی و گازهای انتشار یافته بهبود می یابند .
تعدادی
از فرصت های استفاده از مواد سرامیکی پیشرفته در داخل ذوب کننده موجود است
. دمای بالاتر مذاب که به دلیل ترکیب شیمیایی شیشه ( وجود درصد کمتر از
عناصر قلیایی ) به وجود می آید باعث ایجاد اجبار در استفاده از نسوزهای
حاوی کروم می گردد . این نسوزها حاوی کروم موادی خطرناک برای محیط زیست
هستند . نسوزهای کروم دار همچنین از لحاظ الکتریکی رسانا هستند که این امر
موجب خروج جریانات گرمایی از داخل شیشه می گردد و باعث کاهش عمر نسوز می
شوند .
با تولید احتراق و دمای بالاتر به وسیله ی شعله ی سوخت با
اکسیژن ، عمر مفید این نسوزها نیز کاهش می یابد . نسوزهای ثابت کننده ی
شیشه نیز برای کاهش تعمیرات و نگهداری مورد توجه قرار گرفته اند .
فلزات
گران بها (پلاتین و رودیم ) در سر تا سر دستگاه ذوب کننده مورد استفاده
قرار می گیرد ؛ که بخش های دستگاه ذوب کننده شامل خروجی های گاز ( gas
bubblers ) ، پیستون ها ( plungers ) و غلاف های ترموکوپل می شود . مصرف
فلزات گران بها در هر کوره مبلغ تقریبی 10 میلیون را به خود اختصاص می دهد
. پلاتین و رودیم به خاطر سازگاری دمای بالایشان و پایداری در زمان برخورد
با مذاب با دمای بالاتر از 1371 درجه سانتیگراد ، استفاده می شوند .
اشکالات این مواد ( پلاتین و رودیم ) شامل قیمت بالا ، استحکام خزش پایین
و منابع تهیه ی نامطمئن ، می شود .
مواد جایگزین برای پلاتین و یا
رودیم نیزمورد پژوهش قرار گرفته و موادی پیش بینی شده که شامل مولیبدن
سیلیسید دوپ شده با ژرمانیم و Inconel بوده که استفاده از آنها موفقیت
آمیز نبوده است . انتخاب مواد پایه سرامیکی مثل ترکیب های دارای آلومینا
یا زیرکونیا با خلوص و دانسیته ی بالا ، انجام شده است . اکسیدهای با فاز
سه گانه نیز می توانند مورد استفاده قرار گیرند اما پایداری فازی آنها
هنوز مورد توجه است . انتخاب دیگر ترکیب های غیراکسیدانی دارای مقاومت به
خزش بالاست ( مانند سیلیسیم کاربید باپوشش پلاتین یا رودیم برای سازگاری
با مذاب شیشه ) مولیبدن نیز یک ماده ی عمده استفاده شده در ذوب کننده های
( melters ) الیاف شیشه است که کاربردهایش شامل الکترودها و وسایل کنترل
جریان شیشه می شود . برای کاربردهای با دمای پایین تر ( دمای کمتر از 1315
درجه سانتیگراد ) ، 1600 Incone استفاده می شود .
در هر دو مورد بالا
(مولیبدن ، Inconel600 ) شکستگی نا به هنگام به خاطر خوردگی و سایش مفرط ،
انجام می شود . مواد پیشرفته ی سرامیکی ساخته شده اند که می توانند بدون
سرد شدن و در زیر یا روی خط مذاب کار کنند (این مواد مقاومت به خزش بسیار
خوبی در دمای بالا دارند ).موقعیت ها و فرصت های استفاده از سرامیک های
پیشرفته در مشعل های سوخت اکسیژن و غلاف سنسورها وجود دارد . این سنسورها
برای تامین سایش در نسوزها استفاده شده است .
3 ـ تولید الیاف ( Fiberization ) :
شیشه ی مذاب پس از عبور از
کوره ، وارد پروسه ی تولید الیاف می شود که این کار یا به طور مستقیم یا
بعد از پروسه ی ماربلیزینگ میانی ( Intermediate Marblizing ) انجام می
شود .
ماربلیزینگ معمولاً در تولید الیاف نساجی و در هنگامی که پروسه
ی شکل دهی در کنار ذوب کننده قرار ندارد ، مورد استفاده قرار می گیرد .
تولید
لیف با نازک کردن باریکه ای از شیشه مذاب با هوا ، بخار و یا گازهای
احتراقی ( برای الیاف کوتاه عایق بندی ) یا به وسیله ی کشیدن شیشه ی مذاب
از میان بوشینک هایی با جنس فلزات گران بها ( Precious metal bushing )
انجام می شود . برای تولید الیاف کوتاه مثالی درشکل 2 می بینید . که در آن
یک تکه رشته از شیشه ی مذاب به داخل یک سیلندر چرخنده ی سریع ، می افتد (
سانتریفیوژ ) . این سیلندر از آلیاژهای پایه فلزی دما بالا ساخته شده اند
که دارای 12 ـ 32 سانتیمتر قطر هستند و شامل 10000 ـ 30000 کنترل کننده ی
لیزری می شود که قطر رشته ی شیشه را بین 0/1 تا 0/015 سانتیمتر کنترل می
کنند .
شرایط عملیاتی شامل شرایط پایداری ( Steady state ) و دمای 2000 درجه فارنهایت در حالی که در معرض هوا قرار دارد ،
می شود .
آلیاژهای
پایه فلزی استفاده شده عمدتاً به طور اختصاصی و برای کاهش هزینه ی سرمایه
گذاری بازیافت می شوند . همچنین مواد دیگری که مقاومت به خزش بهتر ،
مقاومت به خوردگی ( سولفید شدن ) و اکسیداسیون بهتری دارند ، نیز مورد
تحقیق قرار گرفته اند . همین طور که شیشه ی مذاب از میان سیلندر شکل دهی
به سمت پایین می آید ( از بالا به پایین ) جت های گازی با سرعت بالا باعث
نازک شدن جریان و افزایش طول الیاف می شوند . الیاف به وسیله ی بیندرهای (
binders ) آلی اسپری شده و به حالت یک کمربند متحرک جمع می شوند و در آنجا
به آون عمل آوری برده می شوند . درپروسه ی شکل دهی الیاف پیوسته که درشکل
3 نشان داده شده است .
شیشه ماربیل شده و از میان سوراخ هایی به داخل بوشینگ های از جنس
آلیاژ پلاتین تغذیه می شوند . یک بوشینگ نمونه وار دارای یک برش کناری با
ابعاد 25 ـ 50 سانتیمتر و 18 ـ 20 سانتیمتری است که عمقی برابر 5 سانتیمتر
دارد . تقریباً 100 دستگاه شکل دهی برای هر ذوب کننده مورد استفاده قرار
می گیرد و یک کارخانه ی تولیدی به صورت نمونه وار ، 4 ذوب کننده دارد . هر
واحد تولیدی می تواند 400 تا 3000 فیلامنت با قطر بین 3/5 الی 20 میکرون
تولید کند . عمر بوشینگ ها تقریباً 6 ماه است . بوشینگ های فرسوده به علت
گرانی مواد اولیه ی آن بازیافت می شود . عمر این قطعات با سایش سوراخ یا
کج شدن آنها کم می شود . شرایط عملیاتی شامل شرایط پایداری ( steady state
) (با دمای 1200 ) در هوا می باشد . سرد کردن به وسیله ی هوا با جریان
اجباری ، پیش از آهار زدن برای افزایش فرآوری مورد استفاده قرار می گیرد .
یک پیچه ی استوانه ای شکل ، فیلامنت ها را جمع آوری می کند و یک نیروی
کششی برای کشیدن الیاف اعمال می کند . در حین اعمال این نیروی کششی ،
الیاف از میان یک وسیله ی مکانیکی عبور کرده که با آهار زدن و ایجاد تاب
در چندین فیلامنت به هم نزدیک شده ، ایجاد یک تکه نخ می شود . با توجه به
نوع کاربرد ، پروسه های اضافی بر روی تک نخ های به وجود آمده اعمال می شود
. موادی که عمدتاً برای هدایت فیلامنت های گرم مورد استفاده قرار می گیرند
، موادی باپایه ی کربن هستند . هدایت کننده های سیلسیم نیتریدی و
آلومینایی برای کاربردهایی که نیاز به آهار زدن و تاب دادن دارند ، مورد
استفاده قرار می گیرند . ( در این مکان ها سایش بسیار زیاد است ) . یک
هدایت کننده ی الیاف در شکل 4 نشان داده شده است .
مواد دیگری نیز برای مکان هایی که الیاف حرکت می کنند (مکان هایی
که الیاف با آنها در تماس هستند )مورد جستجو قرار گرفته است که مواد
سرامیکی یکی از این مواد هستند ( به خاطر خواص یکپارچه ی مواد سرامیکی )
ولی باید این مواد را از لحاظ چقرمگی بهبود داد . راه حل های کم هزینه تر
نیز برای بوشینگ ها و غربال های مورد استفاده ، جستجو شده است . در این
میان اکسیدهای حاوی تقویت کننده های پراکنده شده از ایتریا ( yttria )
نیزمورد ارزیابی قرار گرفته ، که این ارزیابیها توان جایگزینی این مواد با
فلزات گران بها مورد ارزیابی قرار گرفته که نتایج آن امید بخش بوده است .
استفاده از پلاتین پوشش داده شده با مولیبدن نیز مطرح شده است ولی این ماده نیز درطی آزمایش شکسته شده است .
موقعیت
های موجود در مرحله ی تهیه ی مواد اولیه ( Batching ) شبیه آنهایی است که
در بحث ظروف شیشه ای و شیشه های فلوت مورد بررسی قرار گرفت .
شیشه های ویژه (Specialty glass ) :
قسمت های فروش و تنوع فروش این
نوع شیشه بسیار گسترده تز از شیشه های فلوت ، ظروف شیشه ای و الیاف شیشه
ای است . یک تفاوت عمده این است که تولید کنندگان این بخش بر خلاف تولید
کنندگان انواع دیگر شیشه که با شیشه های سود الایم کار می کنند ، با شیشه
های با دمای ذوب بالاتر ( آلومینو سیلیکاتی و بروسیلیکاتی ) کار می کنند .
در حالی که ترکیب شیشه های تولیدی در صنعت شیشه های ویژه با دیگر صنایع
تولیدی شیشه متفاوت است ، روشهای تولید شبیه به همان هایی است که قبلاً
مورد بحث قرار گرفت .
محصولات تولیدی در این بخش بسیار گسترده هستند
. که 60000 نوع مختلف از محصولات را شامل می شوند ولی حجم این محصولات کم
است . تعداد زیادی از تولید کنندگان شیشه های ویژه وجود دارند که بسیار
کوچکند . این کارخانه ها توسط مالک هایشان اداره می شوند و نیازمند نیروی
انسانی زیادی می باشند .
به دلیل طبیعت این حرفه ، تکنولوژی های مورد استفاده در آن مکرراً توسعه یافته و همچنین به صورت اختصاصی مانده است .
شیشه
های ویژه ترکیب های شیمیایی متنوع دارند و دارای خواص فیزیکی و شیمیایی
کاملاً واضح و تعریف شده ای هستند . کوره های مورد استفاده در این صنعت
معمولاً طراحی خاصی دارند و اساساً به وسیله ی احتراق سوخت ـ اکسیژن گرم
می شوند .
برای افزایش بازده انرژی ، پیش گرم کردن خرده شیشه ها (
مواد اولیه ) مورد ارزیابی قرار گرفته است . ظرفیت ذوب 45 تن در مورد این
صنعت یک رقم بزرگ در نظر گرفته می شود .
به دلیل دمای ذوب بالاتر ،
استفاده از نسوزها و غلاف های ترموکوپل معمولی یک مشکل تلقی می شود . از
این رو خیلی اوقات از دوربین های مادون قرمز به جای ترموکوپل های با عمر
کوتاه برای کنترل دما استفاده می شود . همچنین سیستم های با الیاف نوری
برای این موارد توسعه یافته است . به دلیل اندازه ی کوچک ، جریان های
همرفتی به جای استفاده از دمنده های گاز ، برای یکنواخت سازی شیشه مورد
استفاده قرار می گیرد .
رنج وسیعی از آلیاژهای پایه فلزی و فلزات
گران بها در بخش ذوب و مرحله ی مشکل دهی استفاده می شود ( مانند پاروهای
پلاتینی مورد استفاده در ذوب کننده ها که وظیفه ی یکنواخت سازی را بر عهده
دارند ) پس از پروسه ی ذوب ، شیشه به چندین خروجی مختلف ( با توجه به
محصول نهایی ) تقسیم می شود ، قالب های مورد استفاده درطی فرایند شکل دهی
عمدتاً از سوپر آلیاژها ساخته شده اند . قالب های سرامیکی نیزمورد استفاده
قرار می گیرند ولی معلوم شده است که باعث افزایش سنگ ریزه های به وجود
آمده در محصول شیشه ای نهایی می شوند .
مشعل های تشعشعی فلزی با سوخت گاز طبیعی وجود دارند که از آنها در طی فرآیند شکل دهی و آنیلینگ استفاده می شود اما این مشعل ها نیاز به تعمیر و نگهداری زیادی دارند .
هدف:
هدف از تدوين اين آيين نامه پيشگيري از حوادث منجر به صدمات و خسارات جاني ومالي در فرآيند توليد شيشه و محصولات و حفاظت نيروي انساني شاغل در صنايع شيشه،شيشه گري و شيشه بري بوده و رعايت آن در كليه كارگاه هاي موضوع ماده 85 قانونكار الزامي است.
فصل اول- تعاريف:
صنايع شيش ه : شامل كليه فعاليت هايي است كه در زمينه توليد محصولات شيشه اي اعماز شيشه هاي جام، بسته بندي، مظروف و نظاير آن صورت مي گيرد.
شيشه گري : منظور از شيشه گري، فرآيند ذوب مواد اوليه ، فرم دهي مذاب ، تراش،ساب زني و صيقل شيشه و بل ور، طراحي و نقاشي بر روي محصولات شيشه اي به ويژهبلور وجام مي باشد.
شيشه بري : شامل كليه فعاليت هايي است كه در زمينه برش شيشه صورت مي پذيرد.
فصل دوم- مقررات عمومي:
الف - ساختمان كارگاه ها
ماده 1- كف كارگاه و ساير محل هاي انجام كاربايد همواره نظافت شده و عاري از خرده شيشه باشد.
ماده 2- ازريزش و جمع شدن روغن و مواد لغزنده در اطراف دستگاه ها بالاخص دستگاه فرمينگ و كف كارگاه جلوگيري گردد .
ماده 3- براي كارگراني كه در محل كار، با اسيد يا مواد شيميايي سرو كار دارند بايد دوش وچشم شوي اضطراري ، متناسب با تعداد كارگران و در مكان مناسب در نظر گرفته شود.
ماده 4- كوره هاي ذوب شيشه بايد مجهز به دودكش هاي موثر جهت خروج گازها وبخارات مضر به بيرون كارگاه باشند.
ماده 5- در كارگاههاي ذوب شيشه، تجهيزات خنك كننده و جابجا كننده هوا براي جلوگيري از افزايش بيش از حد دما در محيط كار ضروري است.
ماده 6- كارگاههاي توليد محصولا ت شيشه اي بايد مجهز به تهويه مناسب و موثر براي خروج دود، بخارات مضر و گرد و غبار باشد.
ماده 7- كليه دستگاه ها و محل انجام فرآيندهايي كه در حين كار ايجاد گرد و غبار، دود وبخارات مضر مي نمايند بايستي مجهز به تهويه موضعي مناسب و موثر باشند.
ماده 8- عمليات سند بلاست بايد در فضا هاي محصور و مجهز به تهويه موضعي و سيكلوني صورت پذيرد، تا امكان نفوذ گرد و غبار به محوطه كارگاه وجود نداشته باشد.
ماده 9- عمليات بسته بندي و وكيوم (پوشش) جعبه ها و پالت هاي محتوي بطري و بلور بااستفاده از شعله مستقيم مجاز نمي باشد..
ماده 10 - به منظور جلوگيري از انتشار و انتقال گرد وغبارمضر به ساير بخش ها لازم است انبارمواد اوليه، واحد اندازه گيري و آماده سازي مخلوط از ساير بخش هاي عملياتي كارگاه جداسازي شود.
ماده 11 - مسير جابجايي شيشه بايد هموار و عاري از هرگونه مانع جهت حمل آسان و ايمن شيشه باشد.
ب - وسايل و تجهيزات
ماده 12 - صندلي و ميز كار مورد استفاده كارگران در كليه بخش ها از جمله واحدهاي تراش، نقاشي و طراحي بر روي شيشه بايستي مطابق با اصول ارگونومي باشد.
ماده 13 - كنترل كيفي محصولات شيشه اي توليدي پس از خروج از دستگاه هاي فرمينگ بايد با استفاده از تجهيزات مناسب و ايمن صورت پذيرد.
ماده 14 - استفاده از وس ايل حفاظت فردي متناسب بانوع كار و محيط كار براي كليه كارگران شاغل در كارگاههاي مرتبط با صنايع شيشه الزامي است.
ماده 15 - كارگران واحدهاي ذوب و قالب گيري و ساير كارگراني كه به نحوي با مواد مذاب سر وكار دارند بايد مجهز به عينك هايي با فيلترمحافظ چشم در برابر تابش اشعه مادون قرمز و همچنين لباس كار، كفش، پيش بند ودستكش نسوز باشند.
ماده 16 - كليه كارگراني كه در جابجايي، حمل و نقل ،كنترل كيفيت ، چيدمان شيشه و بسته بندي و انبار مشغول به كار هستند ، مي بايست به دستكش و ساعدبند حفاظتي مقاوم در برابر بريدگي و خطرات ناشي از برخورد لبه هاي تيز شيشه و همچنين كلاه وكفش ايمني مناسب تجهيز گردند.
ماده 17 - كارگران شاغل در واحدهاي تراش، ساب زني و صيقل شيشه بايد مجهز به چكمه،پيش بند بلند، دستكش و عينك مناسب گردند.
ماده 18 - در كارگاه هاي سنتي جهت برداشتن محصولات شيشه اي داغ بايد از وسايل مناسب استفاده گردد.
ماده 19 - انتقال مواد اوليه به داخل كوره بايد با روش هاي مكانيكي صورت پذيرد به نحويكه نيازي به حضور كارگر در محل خطر نباشد.
ماده 20 - شيلنگ هاي انتقال هواي فشرده بايداز كوتاهترين مسير ايمن كه در معرض صدمات فيزيكي و شيميايي نباشند عبور نمايد و به صورت دوره اي مورد بررسي قرارگيرد.
ماده 21 - قسمت جلوي قالب دستگاه هاي فرمينگ بايد جهت جلوگيري از پرتاب يا پاشش مذاب شيشه مجهز به حفاظ مناسب باشد.
ماده 22 - براي تميز نمودن دستگاه هاي پرس و فرمينگ شيشه بايد از جاروب هاي اتوماتيك استفاده شود.
ماده 23 - استفاده از دستگاهها و ابزارآلات متناسب با نوع كار و محيط كارگاه الزامي است.
ماده 24 - بازديد هاي دوره اي كارگاه ،دستگاهها و كليه ابزار و لو ازم موجود و در صورت نياز تعمير و رفع نقص آنها الزامي است.
ماده 25 - پاشش مايعات قابل اشتعال قبل از انجام عمليات پرس در درون قالب هاي داغ دستگاه هاي فرمينگ به صورت دستي به منظور ايجاد دوده در اطراف قالب به ويژه قالب هاي چند تكه اي ممنوع است.
ماده 26 - براي حمل و نقل جام ها و متعلقات شيشه بايد از دستگيره هاي مكنده استفاده نمود.
ماده 27 - قفسه ها، پالت ها، فريم ها و ساير وسايل مورد استفاده به منظورانبار كردن شيشه ها همواره بايد با ابعاد آنها متناسب بوده و تحمل وزن آنها را داشته باشد.
ماده 28 - براي جابجايي جعبه هاي بزرگ و سنگين شيشه بايد از وسايل مكانيكي مناسب استفاده شود.
ماده 29 - حمل و جابجايي جام هاي شيشه بر روي گاري و خرك بايد به نحوي صورتپذيرد كه احتمال شكستن و واژگوني آنها از بين برود.
ماده 30 - قيد هاي بلند كننده شيشه ها و ملحقات آن و همچنين تجهيزات جابجا كننده واجزاي نگهدارنده بايد با اندازه، وزن، نوع پرداخت سطح و ساير مشخصات خاص شيشه مطابقت داشته باشد.
ماده 31 - به منظور عمل برش شيشه مسطح ، بايد ميزي با ارتفاع و ابعاد م تناسب با شيشه در نظرگرفته شده و روي ميز با لايه مناسب نرم پوشانيده شود.
ماده 32 - در صورت عدم امكان توقف ماشين به لحاظ فني در هنگام روغن كاري، تعمير و نظافت قسمت هاي خطرناك لازم است از ابزار و روش هاي مناسب به گونه اي استفاده شود كه كارگر از منطقه خطر دور نگهداشته شود.
فصل سوم : ساير مقررات
ماده 33 - انداختن مذاب شيشه در داخل ظروف محتوي شيشه هاي سرد و خرد شده،ممنوع است.
ماده 34 - خرده شيشه ها بايد توسط ظروف فلزي مخصوص حمل و جابجا گردند.
ماده 35 - زمان مواجهه كارگران در مجاورت كوره هاي ذوب و ساير محيط هاي با دماي بالاتر از حد مجاز، با يد با جابجايي و كار چرخشي يا كم كرد ن ساعات شيفت كاري برابر با توصيه هاي حدود تماس شغلي كشور باشد.
ماده 36 - بازديدجام هاي شيشه قبل از جابجائي آنها به لحاظ عدم وجود ترك و نقص الزامي است.
ماده 37 - جابجائي ،انبار كردن و چيدمان محصولات شيشه بايد به گونه اي باشد كه احتمال ريزش آنها وجود نداشته باشد.
ماده 38 - در كارگاه هاي سنتي توليد بلور و ظروف شيشه اي كه به وسيله دميدن در مذاب اقدام به ايجاد فرم مي نمايند استفاده از" سرلوله دم" مشترك ممنوع است. و طريقه مناسب حمل و تخليه آنها بايد (MSDS) ماده 39 - برگه هاي شناسايي مواد شيميايي در محل نگهداري اين مواد نصب گردد.
ماده 40 - براي جلوگيري از لرزش و تكان هاي ناگهاني اتاق هاي كاميون هاي حمل شيشه هنگام بارگيري، سكوي بارگيري بايد به گونه اي باشد كه اختلاف سطحي بين كف اتاقك كاميون و سطح سكوي بارگيري وجود نداشته باشد و فاصله لازم بين كاميون و لبه سكو به حداقل برسد.
ماده 41 - كارفرما مكلف است براي كليه كارگران شاغل د ر صنعت شيشه، آموزش هاي ايمني متناسب با نوع كار آنان در بدو ورود و ضمن كار در مراجع ذيربط قانوني كه منجر به صدور گواهينامه مي شود، برگزار نمايد.
ماده 42 - با عنايت به ماده 88 قانون كار جمهوري اسلامي ايران ؛كليه وارد كنندگان ،توليدكنندگان،فروشندگان ، عرضه كنندگان و بهر ه برداري كنندگان از صنايع مرتبط با شيشه مكلف به رعايت استاندارد توليد و موارد حفاظتي و ايمني مي باشند.
ماده 43 - مسئوليت رعايت مقررات اين آئين نامه بر عهده كارفرماي كارگاه بوده و در صورت وقوع هرگونه حادثه به دليل عدم توجه كارفرما به الزامات قانوني، مكلف به جبران كليه خسارات وارده به زيان ديدگان مي باشد.
ادامه مطلب
تاریخچه شیشه
انسان حتی پیش از اینکه خود شیشه بسازد، شیشههای طبیعی نظیر فولگوریت و کوارتز را کشف نموده و از آنها در موارد گوناگون استفاده کرده است. کسی از نخستین شیشهگر چیزی نمیداند. تاریخ ساختن نخستین شیشه نیز معلوم نیست.
در تاریخ میخوانیم که به
احتمال ، دههزار سال پیش از میلاد
مسیح در کشور مصر یا سوریه ، یک نوع شیشه ابتدایی
ساخته شده است. ولی مدارکی دال بر صحت
این موضوع در دست نیست، ولی یقین داریم که در 300 سال پیش
از میلاد ، در مصر کارگاههای
کوچک شیشهگری وجود داشته است و شیشه را از ماسه
و سود میساختند. میتوان گفت در آن تاریخ ، وسایل شیشهای جزو اشیاء تجملی مورد
استفاده درباریان و توانگران قرار گرفته است.
اکنون در موزه بریتانیا ، قدیمیترین
ظرف شیشهای را میتوان دید که 70 سال پیش از میلاد در رم ساخته و پرداخته
شده است. بعدها در سدههای 11 و 12 میلادی ، مسلمانان در تکمیل هنر شیشهگری
کوشیدهاند.
در سده سیزدهم میلادی ، اروپائیان ، شیشه رنگی را ساختند
و از آن ، جهت تزئین کلیساها استفاده کردند. اما در آن زمان ، یک وسیله شیشهای
، حاصل مدتها تلاش و کوشش یک هنرمند بود و این کار دستی قیمت سرسامآوری داشت.
تنها از اوایل سده نوزدهم است که ماشین شیشهسازی به روش فشردن ماده مذاب آن اختراع
شد و وسایل گوناگون و ارزانقیمت شیشهای متداول گردید.
مواد اولیه شیشههای جام ساختمانی که عمدتاً از نوع سیلیسی، آهکی، سودایی هستند عبارتند از ماسه سیلیسی، مواد گدازآور آهکی و سودایی.
شیشهسازی شامل چهار مرحله عمده ذوب، شکل دادن، بازپخت یا تاباندن و پرداخت میباشد.
در مرحله ذوب مواد اولیه را به صورت گرد نرمی در میآورند و به اندازه معینی با یکدیگر میآمیزند و سپس در کوره شیشهسازی آنها را ذوب میکنند و معمولاً قدری خرده شیشه نیز در کوره میریزند. شیشههای جام ساختمانی را به صورت شیشه ورق، شیشه تخت و شیشه شناور تولید میکنند.
شیشه ورق به روش کشیدن تولید میشود، در این روش شیشه را به صورت نوار ممتد پیوستهای از کوره بیرون میکشند و به صورت شاغولی (در چاه) یا افقی (در کانال) از میان غلتکهایی عبور داده و آن را تدریجاً سرد میکنند. عمل بازپخت یا تاباندن در محفظهای به نام گرمخانه انجام میشود، پس از آن شیشه را به طولهای دلخواه میبرند و پس از بازرسی و پیرایش، به اندازه نهایی درآورده، بستهبندی کرده و به بازار مصرف میفرستند. شیشه تخت را به روش ریختن یا خروج از قالب شکل داده و پس از سرد کردن تدریجی و تاباندن، آن را میسایند و سطح آن را پرداخت میکنند.
تولید شیشه شناور در سالهای اخیر، ابداع شده و در حال گسترش است.
در این روش شیشه مذاب پس از خروج از کوره به صورت نوار افقی ممتدی بر روی قلع مذاب عبور داده شده، در همین حال ناهمواریهای سطح روی شیشه به کمک شعله مرتفع میشود. از آنجا که سطح قلع مذاب و سطح روی شیشه در اثر نیروی وزن همواره افقی هستند، در نتیجه دو سطح شیشه تولیدی به این روش کاملاً موازی و ضخامت شیشه در همه جای آن یکنواخت است. شیشه پس از شکل گرفتن و عبور از گرمخانه تابانده میشود و پس از برش، بازرسی، اندازه کردن و بستهبندی به بازار مصرف روانه میگردد.
شیشه را به صورت ساده و گلدار در رنگهای متنوع و به صورت منعکس کننده (نیم آئینه) تولید میکنند. برای ساختن شیشه گلدار از غلتکهای برجسته و نقشدار استفاده میکنند. رنگ شیشههای رنگی ممکن است در تمام ضخامت یا به صورت سطحی باشد یا به روش الکتروشیمیایی در عمق بسیار کمی از سطح شیشه به صورت لایه نازکی قرار گیرد. در شیشههای منعکس کننده، مواد فلزی براق به روش یاد شده در شیشه قرار میگیرند. برخی از رنگها گرماگیر هستند و در فصول گرم سبب کاهش ورود گرما از طریق شیشههای رنگی به داخل ساختمان و در نتیجه کاهش بار برودتی دستگاههای تهویه میشوند. علاوه بر شیشههای شفاف ساده، شیشههای کدر (یا تار)، شیری و مات نیز ساخته میشوند. برخی از شیشهها را با عملیات حرارتی یعنی گرم کردن تا حد سرخ شدن و سرد کردن ناگهانی یا با عملیات شیمیایی میتنند. شیشه تنیده از شیشه جام معمولی ساخته میشود، ولی در برابر فشار ضربه و شوک حرارتی، دارای استحکام بیشتری است و تا حدی نشکن است. در صورت شکستن، برخلاف شیشه معمولی که دارای لبههای تیز خنجری است، به شکل دانههای نخودی خرد میشود و از این رو آن را شیشه ایمنی مینامند. شیشه ایمنی را نمیتوان برید، سائید، تراشید و سوراخ کرد و قبل از تنیدن باید این قبیل عملیات روی آن انجام شود. گاهی اوقات برای استحکام بخشیدن به شیشه معمولی در برابر خمش و ضربه و جلوگیری از ریزش قطعات آن هنگام شکستن و آتشسوزی با قراردادن تور سیمی در میان شیشه، آن را مسلح میسازند. برخی از شیشهها در دو یا چند لایه ساخته شده و بین آنها را لایهای از مواد پلاستیکی شفاف قرار میدهند، این قبیل شیشهها به هنگام شکستن خرد شده، ولی قطعات آن نمیریزد.
بلوک شیشهای را یا از طریق دمشی همانند بطری سازی به شکل توخالی قالب میزنند و یا با جوش دادن لبه دو قطعه نیم بلوک توگود و پرس کردن آنها به یکدیگر میسازند. بلوکهای شیشهای در انواع ساده و تزئینی ساخته شده و برای گذراندن نور، از آنها بهرهگیری میشود. بلوکها در عین حال عایق حرارتی و صوتی نیز هستند، ابعاد بلوکهای شیشهای معمولاً 20×20 یا 30×30 سانتیمتر و ضخامت آنها 10 سانتیمتر است. شیشههای عایق حرارتی و صوتی از دو یا چند لایه ساخته میشوند و لبه آنها دور تا دور جوش داده میشود.
کاشی یا آجر شیشهای نوعی بلوک شیشهای توپر است که به روش پرس کردن خمیر شیشه در قالب به شکل ساده و گلدار به ابعاد 20×20 یا 12.5× 12.5 و ضخامت 7.5 سانتیمتر ساخته میشود.
آجر و بلوک شیشهای برای رساندن نور از بام به داخل ساختمانها و نورگیر زیرزمینها مصرف میشود.
شیشه را میتوان برید، تراشید، سوراخ کرد و با گرم کردن، خم کرد و جوش داد. بریدن، تراشیدن و سوراخ کردن شیشه با ابزار سخت (به اصطلاح نوک الماسه) انجام میشود.
شیشههای خمشو یا پلاستیکی از جنس شیشههای سیلیکاتی نیستند و در این بخش از آنها بحث نخواهد شد.
شیشههای مات رنگی از تنیدن شیشه جام و پختن یک لایه رنگ مات بر روی آن به رنگهای متنوع تولید میشوند و برای ساختن دیوارهای جدا کننده و در نماسازی ساختمان مورد استفاده قرار میگیرند.
2-10-2 انطباق با مشخصات و استانداردها
شیشههای مصرفی در هر پروژه باید از نظر ویژگیهای فیزیکی، شیمیایی و مکانیکی، اندازه، ضخامت، رنگ و سایر مشخصههای ظاهری منطبق با نقشههای اجرایی، مشخصات، دستور کارها و دیگر مدارک پیمان باشند.
نمونه شیشههای مصرفی در در و پنجره و نما و شیشههای ایمنی باید قبلاً به تصویب دستگاه نظارت برسد.
ویژگیهای شیشههای جام و ایمنی ساختمانی و روشهای آزمایش آنها باید مطابق استانداردهای ایرانی زیر باشد:
ـ استاندارد شماره 43 : ”شیشه“
ـ استاندارد شماره 228 : ”روشهای استاندارد برای تجزیه شیمیایی شیشه آهک ـ سودا“
ـ استاندارد شماره 229 : ”روش آزمون نقطه تافتگی و بیشترین نقطه فروکش شیشه“
ـ استاندارد شماره 897 : ”ویژگیها و روشهای آزمایش شیشه جام برای ساختمان“
ـ استاندارد شماره 2385 : ”شیشههای ایمنی ساختمان“
ـ هر استاندارد ایرانی دیگری که تا زمان انعقاد پیمان در باره شیشه ساختمانی تدوین یا تجدید نظر شود.
تا زمانی که استاندارد ایرانی در برخی موارد تدوین نشده باشد، در درجه اول استانداردهای ”سازمان بینالمللی استاندارد ISO “ معتبر خواهد بود و در صورت نبودن استاندارد بینالمللی به ترتیب استانداردهای آمریکایی ASTM ، بریتانیایی BS ، آلمانی DIN و ژاپنی JIS ملاک عمل قرار خواهد گرفت.
2-10-3 ویژگیها و حداقل حدود قابل قبول
2-10-3-1 شیشههای جام
شیشههای مصرفی باید نو، کاملاً صاف، شفاف، بیرنگ، عاری از موج و فاقد حبابهای هوا و یا هر نوع عیب دیگری نظیر لبپریدگی، لببرآمدگی، ناخنک، ترک، خراش، لکه، دودزدگی و خم باشد. ضخامت شیشه باید در تمام سطح یکنواخت بوده و صافی و یکنواختی ضخامت آن به قسمی باشد که اگر از زاویه 60 درجه از پشت شیشه به جسمی که در فاصله یک متری آن قرار دارد نگریسته شود، آن جسم کج و معوج به نظر نرسد. شیشه باید قابلیت رنگآمیزی داشته باشد، و خاصیت ارتجاعی و انعطافپذیری خود را حفظ کند. شیشه باید در برابر عوامل جوی و هوازدگی پایدار بوده و پس از گذشت مدتی کدر نشود.
ضخامت شیشه و رواداریهای آن در جدول 2-10-3-1 (الف) آمده است.
رواداری در میزان خم شیشه تا (0.1%) مجاز است. اندازه درازا و پهنای لبپریدگی، نباید بیش از ضخامت شیشه باشد.
شیشههای بریده باید کاملاً گونیا بوده و رواداری و فاصله آن تا اضلاع دو مستطیل محاطی و محیطی مطابق جدول 2-10-3-1 (ب) باشد.

2-10-3-2 شیشههای ایمنی
شیشههای ایمنی مصرفی باید از شیشههای جام که کیفیت آنها مطابق استاندارد شماره 897 ایران باشد، تهیه گردد. شیشههای ایمنی میتواند رنگی، بیرنگ، شفاف یا نیمهشفاف باشد. لبپریدگیهای کوچک تا 13 میلیمتری لبه شیشههای ایمنی که ممکن است بر اثر عملیات حرارتی یا سایر مراحل تولید ایجاد شده باشند، قابل اغماض است، ولی وجود هرگونه خراش و ترک در شیشه ایمنی ممنوع است.
ضخامت شیشههای ایمنی ساختمان و رواداری آن در جدول شماره 2-10-3-2 آمده است.
شیشههای ساختمان باید در آزمایش یکنواختی با استفاده از نور پلاریزه و در آزمایش خردشدگی، پاسخگوی نیازهای مندرج در استاندارد شماره 2385 ایران باشد.

2-10-4 مصالح نصب
بتانه (زاموسقه)، مواد پلاستیکی (ماستیکها و سیلنتها) و لاستیکی، نوار پلاستیکی و لاستیکی دور شیشه، پیچ، میخ و زوارهای مصرفی برای نصب شیشهها، باید از نوع مرغوب و مورد قبول دستگاه نظارت بوده و نمونههای آن قبلاً به تصویب برسد. مصالح نصب، باید از دوام کافی برخوردار بوده و در برابر عوامل جوی و به ویژه آفتاب پایدار باشند و ویژگیهای خود را تا مدت درازی حفظ کنند.
2-10-5 حمل و نقل و بارگیری
بارگیری، حمل و باراندازی انواع شیشه باید با دقت صورت گیرد. جامهای شیشه باید با پوشال به طور محکم بستهبندی شده و در جعبههای چوبی مقاوم قرار داده شوند. بین هر دو جام باید برگهای کاغذی یا مشابه آن گذارده شود تا از تماس سطوح شیشه جلوگیری شود. روی جعبههای محتوی شیشه باید مشخصات شیشه شامل نام کارخانه سازنده، ضخامت، ابعاد، تعداد و سایر ویژگیهای آن نوشته شود.
کاتالوگ مدل ها و رنگ های شیشه
شیشه های رنگی
متناسب با بسیاری از نماهای ساختمان شیشه های رنگی تولید شده است. انواع رنگ ها به نحوی تولید می شود که حداقل کاهش ورود نور در خانه را ایجاد کند. لازم به ذکر است که این شیشه ها بصورت رفلکس نیز ارائه می گردد.
 طلایی ساده و رفلکس |  نقره ای ساده و رفلکس |  برنز ساده و رفلکس |
 دودی ساده و رفلکس |  آبی ساده و رفلکس |  سبز ساده و رفلکس |
 صورتی ساده و رفلکس |
شیشه های طرح دار
شیشه های طرح دار طیف وسیعی از مدل ها و اشکال را شامل می شود. این شیشه ها نیز به صورت دوجداره ارائه می شود. تصویر برخی از مدل ها در زیر آمده است.
 طرح امواج |  طرح برگ پاییزی |  طرح چوب |
 طرح دیجیتال |  طرح گل |  طرح خزان |
 طرح نقاط |  طرح پهن برگ |  طرح ریزبرگ |
 طرح ریزنقش |
دکوراتیوهای داخل شیشه
شیشه های شامل دکوراتیو نمای خاصی به ساختمان می دهد. این دکوراتیوها در فضای مابین دوجداره شیشه قرار می گیرد و در طرح ها و رنگ های مختلف ساخته می شود.
 |  |  |
 |  |  |
 |  |
- تعریف کلی: شیشه یک جامد آمورف است.
- تعریف انجمن آزمون و مواد آمریکا: شیشه مادهای معدنی است که از حالت مذاب طوری سرد شدهاست که بدون تبلور به حالت صلب درآمدهاست.[۱]
- تعریف آکادمی ملی علوم آمریکا: شیشه مادهای است که در پراش اشعه ایکس آمورف بوده و و از خود رفتار انتقال به حالت شیشه نشان بدهد.
انواع
معروفترین شیشههایی که در مقیاس صنعتی تولید میشوند، عبارتند از شیشههای سودالایم (شیشه جام)، شیشههای بوروسیلیکاتی و شیشههای کریستال.
شیشه سودا لایم
بیشتر از ۹۵ درصد از میزان کل شیشه تولیدی در جهان، شیشه سودالایم است. شیشههای در و پنجره ساختمان، شیشههای خودرو، بطریها و بسیاری دیگر از محصولات شیشهای روزمره از جنس شیشه سودالایم هستند.[۲] مهمترین اجزای تشکیلدهنده این نوع شیشه عبارتند از اکسید سیلیسیوم، اکسید کلسیم و اکسید سدیم. [۳]
شیشه بوروسیلیکاتی
این نوع شیشهها ضریب انبساط حرارتی کم تا متوسط داشته، رفتار ویسکوزیته-دمای بلند و چگالی کمی دارند. بسیاری از ظروف شیشهای آزمایشگاهی، صنعتی و خانگی با استفاده از این نوع شیشه ساخته میشوند. این شیشهها در بازار با نامهای تجارتی مانند پیرکس، سیماکس، ترکس و ... شناخته میشوند.[۴]
شیشه کریستال
شیشه کریستال یا شیشه سربدار یکی از انواع شیشههای سیلیکاتی است که در ترکیب خود حاوی اکسید سرب است. این نوع شیشه، دارای ظاهری درخشنده و شبیه به کریستالهای کوارتز است و به نظر میرسد علت نامگذاری آن نیز همین شباهت باشد. این شیشهها همچنین سختی کمی دارند و امکان تراشکاری این شیشهها وجود دارد. بنابراین ظروف تزیینی موسوم به ظروف کریستال از این جنس ساخته میشوند.[۵]
سایر انواع
سایر انواع شیشه عبارتند از: شیشه فتوکرومیک، شیشه اپال و شیشه سیلیسی. همچنین انواع مختلفی از شیشه نیز وجود دارد که در مقیاس صنعتی تولید نمیشوند.
تاریخچه
| در متن این بخش از هیچ منبع و مأخذی نام برده نشدهاست. شما میتوانید با افزودن منابع برطبق اصول اثباتپذیری و شیوهنامهٔ ارجاع به منابع، به ویکیپدیا کمک کنید. مطالب بیمنبع احتمالاً در آینده حذف خواهند شد. |
شیشه در حدود ۳۶۰۰ سال پیش از میلاد در مصر ساخته شده است [۶] مصریان باستان شیشه گران بی نظیر وبرجستهای بودند. شیشههای قدیمی نور را از خود عبور نمیدادند وبه علت نا خالصیهای موجود در آن رنگی بودند.
شیشه در ایران
قدیمیترین شیشه در ایران متعلق به هزاره دوم پیش از میلاد است. نمونههایی از هزاره دوم تا مقارن میلاد مسیح شامل عطردانها، النگوها، تندیسها و کاسهها و تنگهای متعدد بهدست آمدهاست. در حفاریهای چغازنبیل مربوط به دوره پیش از تاریخ، بطریهایی شیشهای یافت شدهاست، که نشان از وفور شیشه در ایلام کهن دارد.
از تمدن مارلیک مهرههای شیشهای که عمر آنها به ۳۴۰۰ سال پیش میرسد، پیدا شدهاست. همچنین ظروف شیشهای مایل به شیری در کاوشهای لرستان بهدست آمدهاست. از زمان هخامنشیان آثار شیشهای چندانی در دست نیست. در آن دوره مهرههای شیشهای ایران در سراسر جهان قدیم معروف بوده که ظاهراً به رنگ سیاه و سفید بودهاست.
هنرمندان ساسانی در تراش دادن شیشه مهارت مخصوصی داشتهاند. شیشهٔ ساسانی در چین ارج بسیار داشته و بهویژه شیشه لاجوردی را گرانبها میشمردند. جامهای پایهدار با نقش حلقههای برجسته از دوره اشکانیان و ساسانیان بهجای ماندهاست.
ظروف شیشهای دورهٔ اسلامی تحت تأثیر طرحهای قبل از اسلام است. در دورهٔ سلجوقی و تا زمان هجوم مغول، افزارها و ظروفهای بسیار زیبای شیشهای از کورههای شیشهگری گرگان بیرون میآمد که به نازکی کاغذ و گاه مینایی و گاه تراشیده و کندهکاری شدهاست. روزگار سلجوقی اوج صنعت شیشهگری در ایران محسوب میشود. فرآوردههای شیشهای این دوران بیشتر شامل ظروف کوچک و بزرگ، عطردانهای بسیار ظریف، جامها و گلدانهایی با فرمها و اندازههای متنوع و اشیاء تزئینی کوچک بهشکل حیوانات و ... است. در دورهٔ مغول رونق شیشهسازی از میان رفت و در عوض در این عهد سفالگری و کاشیکاری رونق یافت.
در دورهٔ تیمور رواج شیشهگری قابل توجهاست. شیشهگرانی از مصر و سوریه به ایران آمدند و مشابه شیشههای ایرانی به مصر و سوریه رفت. در این دوره دو شهر سمرقند و شیراز از مراکز عمده شیشهسازی در ایران بودند. از این زمان به بعد این هنر روی به انحطاط نهاد تا زمان شاهعباس که با ساختن چراغهای مساجد و بطریها این هنر دوباره زنده شد. شاهعباس شیشهگران ونیزی را برای احیای این صنعت به ایران آورد. در نتیجه شیشهگری در دوره صفوی رونق دوباره یافت. گاه شیشه را با دمیدن به درون قالب میساختند و گاه شیشه را میتراشیدند تا بهشکل جواهر در آید و یا نقوشی روی آن میکندند. و گاهی نیز شیشه را با نقوش درخشان، مینایی و طلایی میکردند. در این دوره کارگاههای شیشهسازی در شهرهای مختلف ایران از جمله اصفهان، شیراز و کاشان دایر شد.
در فاصلهٔ بین سلطنت سلسله صفویه و قاجاریه هنر و صنعت شیشهگری در ایران از لحاظ سیر تکاملی پیشرفتی نداشتهاست و تا اواخر سلسله قاجاریه و بعد از آن بهتدریج ضعیفتر شدهاست. با ورود شیشه به قیمت ارزانتر و مرغوبتر به بازار ایران، کمکم این صنعت رو به انحطاط نهاد.
روشهای تولید شیشه
تئوریهای شیشهسازی
برخی از مواد دارای خاصیت شیشهسازی بسیار خوب هستند و برخی از مواد، مواد شیشهساز خوبی نیستند. تئوریهای مختلفی که در مورد شیشهسازی در مواد ارایه شده است، علتها و چگونگی ایجاد شیشه را بررسی میکند و مواد شیشهساز را طبقهبندی میکنند. از معروفترین تئوریهای شیشهسازی میتوان به تئوری شبکه نامنظم زاکاریاسن اشاره نمود.[۷]
ساختار شیشه
- ساختار شیشههای دارای اتصال کووالانت
- ساختار شیشههای دارای اتصال یونی
- ساختار شیشههای دارای اتصال هیدروژنی
- ساختار شیشههای دارای اتصال فلزی
| Library.com | Books and Videos on:
- Art & History- Beadmaking & Beading - Color & Design - Etching, Engraving & Sandblasting - Fusing & Kilncrafting - Glass Painting - Glassblowing & Pate de Verre - Jewelry & Enameling - Lampmaking - Lampworking & Sculpture - Leaded Glass - Liquifusion - Mosaics - Patina & Metalwork - Soldering, Cutting & Construction | |
|---|---|---|
| www.glasslightstudio.com | Joel Bless and Candace Luke-Bless, Glasslight Studio.
Great teacher, amazing lamps! Click here for photos of one of Glasslight's advanced glassblowing classes | |
| www.glassline.net | Glass Line Newsletter. The source of the "Link Exchange" (LE) for the graphic shown at the top of this web page. | |
| www.glassonweb.com | A wide variety of glass informaiton, including flat glass, automotive glass, optical glass, hollow glass, art glass, and more. | |
| www.glasstalkradio.com/ | Glass Talk Radio (Internet Radio Show) hosted by Dale Smeltzer. See also http://www.wsradio.com/glasstalk/ (below). | |
| www.GlassWeb.Org | A glass portal being created by John Iuro. | |
www.goggleworks.org

|
The GoggleWorks
Center for the Arts is a community arts and cultural resource center
located in downtown Reading, Pennsylvania. Having opened its doors to
the public on September 18, 2005, the story of the GoggleWorks is just
beginning to unfold. The history of its unique location, the creative
drive behind the vision, and the bright future ahead are chapters
intertwined to make the GoggleWorks' story one of engaging passion; for
the arts and culture, for our richly diverse community, and for the
revitalization of a city thirsting for the cultural and economic boon
that has been proven to come of similar regional arts center projects.
One of the largest, most comprehensive interactive community arts centers in the country, the GoggleWorks offers an exceptional opportunity for members of the community near and far to come experience and learn about the arts in a working studio environment. The GoggleWorks is 130,000 square feet of dynamic space, The GoggleWorks hot, warm and cold glass facilities are built and designed by Eddie Bernard; a.k.a "Wet Dog Glass", He and his team installed the shop just last September. The glass studio has many facets, including hot glass and hot casting facilities, lampworking with 10 torches from Glass Torch Technologies, a beautiful, complete cold shop (including two lathes), and a cold casting, fusing, and stained glass studio. In the hot shop they melt Gaffer pellitized batch (co-efficient 96) in a freestanding pot tank that holds 500+ pounds of glass. (Their fusing studio is also a system 96 studio. They will be running many workshops that employ multiple techniques to utilize the ever expanding potential of glass). There are four workstations available to rent in the hot glass studio, with the largest glory hole having a 24-inch width opening, and the smallest measuring 16 inches. The GoggleWorks art center has an amazingly diverse base of studios, including a complete wood shop, jewelry studio, and ceramics studio with a brand new Bailey gas kiln, 11 pottery wheels, slip casting equipment and a raw materials lab. They offer dark room access for photography, and in digital media they will be offering access to a Mac lab (still being completed), for prints, photography and motion pictures... In addition to classes and public access to these shops, The GoggleWorks also offers individual studio space to 34 artists in varying media, office space to 25 arts organizations, and 5 art galleries. The GoggleWorks State of the art Facilities have the potential to be a national draw for artists in all media, but Pennsylvania has been known for outstanding glass art for quite some time. They are excited to contribute to, and be a resource for the inspiring local glass community, by expanding the variety of Artists, shows and workshop opportunities available. | |
|
groups.yahoo.com/group/ glassblowing_topics/ | Recommended by Mark Wilson. This Yahoo Group was created in September 2001,
but it really became active in August 2003, and has had
as many 450 messages per month. Here is the description of this Yahoo Group: "Glassblowing_topics is a free discussion group about glassblowing and related topics. Please feel free to join in the discussion, post photos and bookmarks on appropriate glass related topics. Because this group is free, there are pop up ads, and the software is a bit difficult to use at first. To view messages in thread format, first click on the messages link in the left frame, then click on the threads link on the top of the message frame. When responding to a post, please enter your message BEFORE the old message, and DELETE any extra text to make the messages more readable. And, please post your NAME in the message." | |
http://www.guild.com/art/glass.html

| Guild.com is a wonderful resource for beautiful art glass.
THE GUILD presents The Artful Home: beautiful furnishings and decorating accents direct from hundreds of American artists. Studio furniture, lamps and lighting, glass vases and other art glass pieces, original oil paintings, fine art prints... and unique gifts of jewelry and art, for life's most special occasions. If you are a glassblowing student, and can not afford to purchase these pieces, you may find that there are a number of ideas and inspiration you can get from looking at the beautiful art glass they offer from some of the best glassblowers in the world. For example, you can find Anthony Biancaniello (Reevolution Glass Studio) "Fruit Series" here. | |
| www.handmade-glass.com | Brad Shute's website devoted to sharing information about handmade glass, glassblowing, lampworking, and glassmaking. | |
http://www.hacc.edu/.../glassportal.html
 | Harrisburg Area Community College
Millennium Glass Portal is a sculpture featuring 2,000 glass suncatchers, suspended from a
steel frame pyramid.
View the Process of creating the MILLENNIUM GLASS PORTAL: | |
| www.HAWT.org | HAWT is an acronym for "Hot Artists with a Thirst". Here is an explanation of the HAWT organization:
Due in part to the great success and camaraderie experienced by those who attended the Red Deer GAAC Conferences in 2000, and, as well, to the growing number of glass artists across the Prairies, it became apparent to some of us that an organization dedicated to glass artists working in this area would be greatly beneficial, not to mention fun. For several months (if not years) this idea has been casually tossed around, and Suki Ikeda, Susan Gottselig and Lisa Cerny finally decided to stop mulling and seriously look at the possibility of forming a very informal glass association. We sent out the seeds of our initial efforts and discussions in the hopes that we would be able to see the growth of a healthy organization. Our first year of existence proved more fruitful than we could have imagined. We have had two group shows, one in the spring of 2002 at the Avens Gallery in Canmore, and another at the Alberta Craft Council in Edmonton. Along with this we have had several social gatherings, a few slide presentations, we are very close to having a permanent presence on the web, and we have succeeded in bringing together a wonderful group of artists from various glass communities. | |
www.holstengalleries.com
|
Galleries is an internationally recognized gallery representing leading contemporary glass artists.
Among their world renowned glass artists are Dale Chihuly, Lino Tagliapietra, William Morris, Christopher Ries, Dante Marioni, Kreg Kallenberger, Steven Weinberg and Marvin Lipofsky. Holsten Galleries was established in Stockbridge, Massachusetts, in 1978 and was one of the first studio glass galleries in the U.S. The gallery is open seven days a week, year round. Each of their artists has glass sculpture in the gallery on an ongoing basis. Our glass artists are listed on the "Artists" page and most of them have images on this site. Images of other available pieces can be e-mailed upon request. Many of their glass artists, including Dale Chihuly and Tom Patti, can be commissioned to create glass sculpture for private, corporate or public art collections. As an online glass gallery, they invite you to explore their site and view the glass art of some of the world's most creative and talented artists. Please contact us if you would like more information on any of the glass sculptures you see here. | |
| www.hotglasscolor.com/ | Here is a quote from their website: "Hot Glass Color & Supply offer the highest quality colors and tools available to the glass artist - at the very best prices. Hot Glass Color & Supply has a special partnership with Kugler-Colors� and we have a large inventory of their glass blowing colors ready to ship today. We specialize in Kugler Colors� and are proud to offer the full spectrum of their colors in bar, frit and powder form. We also offer glassblowing tools and supplies from Cutting Edge products. Our professional staff is available to sharpen or repair any of your glass blowing tools." | |
| www.hotsoupstudio.com | Hot Soup Studio, a public glassblowing studio (offering classes and renting bench time) in Philadelphia, PA | |
www.ianlewisdesigns.com/
|
Ian Lewis is an Artist, a Designer, and a Craftsman.
Ian has been Designing and creating glass for Artists, Glass studios, Lighting Designers, Interior Designers and Architects since 1990. Often Ian has been employed to design Lighting or table top items. Sometimes He has expanded his repertoire to large scale one of a kind pieces. Ian is Cofounder of Votiv and founder of Ian Lewis Designs. | |
www.hubglass.com

| Hub Glass offers reliable, time-tested, practical and innovative solutions to the off hand glass making industry. Their extensive experience in equipment design and operation enables them to help you find the most efficient and cost-effective solutions for your glass shop needs. Hub Glass offers the following products: Furnaces, Glory Holes, Combustion Control, Combustion Parts, Annealing Ovens, Pipe Warmers, Garages, Refractory & Crucibles, Blowpipes, Punties, Wemswel Furniture Equipment & Tools, Torches, Heat Protection, GOTT Steamer, and Classes (in collaboration with the Vermont State Craft Association). | |
| igga.org | "Our Mission: To facilitate communication among glass artists, to encourage education and promote excellence in the glass arts." | |
| www.informationheadquarters.com | There are several fascinating facts which can be learned from this web page:
"Common glass is mostly amorphous silicon dioxide (SiO2), which is the same chemical compound as quartz, or in its polycrystalline form, sand. Pure silica has a melting point of about 2000 Celsius, so two other substances are always added to the sand in the glass-making process. One is soda (sodium carbonate Na2CO3), or potash, the equivalent potassium compound, which lowers the melting point to about 1000 Celsius. However, the soda makes the glass soluble, which is obviously unhelpful, so lime (calcium oxide, CaO) is the third component, added to restore insolubility." "The word glass, Latin glacis (ice) German Glas, M.E. glas, A.S. glaes was also used by the Aesti-Old Prussians. They used the word glaes to describe amber, recorded by Roman historians as glaesum. Angle-Saxons used the word glaer for amber. Another German word for amber, Bernstein (English translation : burning stone), came into use because of its transparency as glass, to shine (glare) and its ability to melt."
I actually have a 2,000 page Latin dictionary and it does have the following listings: | |
http://www.isleofwightstudioglass.co.uk
 | Hand blown studio glass creating decorative and functional free blown glass vessels of all shapes and sizes. Sited along the famed and beautiful Undercliff on the south facing coast of the Isle of Wight. One-off designs, collections, corporate and commisions are produced and designed at the studio by International glassmaker Timothy Harris. Founded in 1973 by International Glassmaker Michael Harris, Isle of Wight Studio Glass is readily recognised for the highly imaginative and original approach used in developing this magical material. Oustanding skill in design, in exploring new techniques and manufacturing has enabled Isle of Wight Studio Glass to become the leader in this field. | |
|
http://www.jdraperglass.com

| Jeremie Draper says "Glass blowing is a form of dance".
"You need ryhthm, control and passion to be graceful and confident in your steps."
Jeremie started blowing glass over five years ago at Southern Illinois University at Carbondale,
where she earned her Bachelors of Fine Art (BFA) in Glass, 2002.
She draws inspiration from some of the most primitive forms from Egypt & Rome.
Currently, Jeremie is working with Hiram Toraason at Toraason Glass Works, 208 Morton st., Peoria IL. Currently her work can be viewed at the Peoria Riverfront Market on Water st. and in various galleries in IL and OR. For more information please call 309-495-0919 or e-mail jeremilinn@yahoo.com | |
| http://joppaglass.com | "Home of the famous Giberson Ceramic Burner Head (US Patent 3,697,000) and provider of the highest quality kiln elements and accessories. We provide useful glass information, including the well read and respected book, authored by Dudley Giberson, A Glassblower's Companion (now in its third printing). This text and its predecessor, The Joppa Glassworks Catalog of Fact and Knowledge, has helped many a good glassblower to successfully build his/her own hot shop. Please peruse these pages and enjoy." | |
| www.justglassmall.com/index.html | Site offers thousands of glass pieces, in many categories including Art Glass, Carnival Glass, Collectible 40-50-60's Glass, Contemporary, Glass Crystal, Custard Glass, Depression Glass, Early American Pattern Glass (EAPG), Elegant Depression Glass, Fenton, Fire-King, Kitchen Glass, Lamps and Lighting, Milk Glass, Misc. Glass, Vaseline Glass, Paperweights, New Glass, Crackle Glass, Overshot Glass, and Glass Books. | |
| www.kuhnstudio.com | Amazing "composite" paperweights, with a great "Studio Tour" page. | |
| www.londonglassblowing.co.uk... | Peter Layton's London Glassblowing Workshop has an interactive web page which
allows you to identify the various pieces of equipment in a "hot shop".
p.s. Be sure to enable popups in your web browser... | |
www.louisvilleglassworks.com
 |
Louisville Glassworks
is a unique five-generation family-owned glass business dating all the way back to 1896!
Louisville Glassworks opened in 2001, and was born from the
Architectural Glass studio.
| |
| www.makingglass.com/ | Dan Marder has a new studio offering glassblowing classes, flameworking classes, one-on-one private glassblowing lessons, as well as hot shop rentals. Rentals are $450 for 8-hour period (1 bench up to 150 lb. glass) or $800 a day for 8-hour period (both benches and 300 lb. glass). | |
| www.mayneislandglass.com | The Mayne Island Glass Foundry is the
Glassblowing Studio of Mark Lauckner and
a Small-Scale Glass Recycling Business (in Canada). The Mayne Island Glass Foundry is dedicated to the process of making environmentally friendly glass art and designing super energy-efficient studio glass equipment. See especially Fused Mosaic Glass (Venitian Style) Mark also offers a series of instructional videos, including
| |
| www.megaplanet.com | Josh Simpson | |
www.melissamisoda.com
 | Melissa Misoda - Glass Artist | |
| www.mongrainglass.com | James Mongrain Glass Studio website, recommended by Walter Lieberman. See a VERY impressive photograph on his website -- or -- the webpage that contains that photo. | |
www.MuseumOfGlass.org
 | The Museum of Glass is located at
1801 E. Dock Street Tacoma, Washington 98406 Take a look at these very educational web pages that Ed Schmid has created. | |
|
Museum Of Glass Interactive Demo of Glassblowing!!!  | This is a wonderful introduction for beginners to the many steps of the glassblowing process, and you don't even have to worry about getting burned! (but you do have to worry about your piece getting too cold and cracking!) You make your own Macchia (spotted and flopped piece with lip wrap) | |
www.neder.com/glassact/

| Glass Act is Dr. Ross Neder's glass studio which is all about artful elegant glass blowing.
Not simple glass, but large scale vibrant, "look at me" glass.
Glass art that is hand blown solely and purposely to fill large spaces with rich and full color.
Ross Neder creates high quality wall mounted glass platters (both single pieces and sets), hand-blown centerpieces,
stunning suspended lighting, and elegant halogen torchieres.
With extensive knowledge of glass blowing colors and design, they can create custom installations to match
the ambiance and space requirements that you specify.
Glass Act is always interested in large scale sculptural commissions.
The following links may be of particular interest to the glassblowing student:
| |
| www.njmgallery.com/index.html | Found this link from Mark Wilson's website. NJM is an acronym for "Not Just Mud". "NJM Gallery features a stunning collection of museum quality, contemporary art glass by many of the best glassblowers the USA has to offer. Browse our current selection of art glass from over 100 amazing glass artists. This site is the online catalog for our glass gallery featuring images of our actual glass selection --- NOT sample images (unless noted) like on other gallery's websites. The glass art we sell is from individual artists and small independent studios. Mastering glass blowing requires years of dedicated practice, talent, creativity and stamina! Each glass vessel, paperweight, bottle or sculpture is truly a work of art to be treasured for a lifetime." | |
www.northerner.com/historical_glass.html
 | Glass drinking glasses have been around for two thousand years, and you can see them in a museum.
Or... The Northener sells fascinating (and reasonably priced replicas of historical glassware).
Reproduction of glass from the European history:
The glass shown in the image on the left is described as:
| |
www.nwironworks.com

| Northwest Iron Works strives to be the best manufacturer of standard and custom glass-working equipment, using the best materials, and building equipment to last a lifetime. From large furnaces to small hand tools, they make it all -- including benches, burners, custom refractory molds, flameworking tools, foundry, garages, glory holes, heat resistant clothing, heat shields, hot shop tools, machines, marvering tables, pipe warmers, refractory repair service, refractory supplies, and yoke rollers. New website features online ordering. Also check out their glassblowing page | |
www.ohmequipment.com

| Doug Ohm makes the full range of equipment for the Hot Shop including:
| |
| www.paulstankard.com | Paul Stankard. Amazing paperweights! | |
www.pittsburghglasscenter.org
 
| Pittsburgh Glass Center,
the first open and comprehensive glass art studio in
Southwestern PA, is a non-profit organization, dedicated to teaching,
creating and promoting glass art. Offers classes in "hot glass" glassblowing,
flameworking, flat (stained) glass, and cold glass.
See the 14 videos I took while renting time at PGC Hot Shop - 2,560 square feet includes:
Pittsburgh Glass Center | |
| http://www.providenceartglass.com | The works of Rebecca Zhukov have been shown in galleries and gift shops across the United States and abroad including The American Craft Museum, San Francisco MOMA, The Museum of American Folk Art, The Detroit Institute of Art and many others. She also has a piece in the Renwick Gallery at The Smithsonian Museum and a piece belonging to a permanent collection at the White House.Noted NYC Architect, David Rockwell has commissioned Rebecca's work as well as The Woodstock Film Festival in which an award was designed to present to Elmer Bernstein. All of Rebecca's pieces are one-of-a-kind and use recycled glass. From small glass heart paperweights to large figurative sculptures and commissions, Rebecca's art glass is unique and affordable. All work is signed and dated by the artist. Take this opportunity to add to your collection, or just purchase a beautiful gift. | |
| www.publicglass.org/ | A not-for-profit center for glass art in the San Francisco Bay Area, offering glassblowing classes, casting, and flameworking (also known as "lamp work" or "torch work"), as well as studio rentals. | |
| www.redhotbeads.com/ | Interesting site showcasing handmade beads as well as jewelry featuring kiln-annealed lampwork beads, liquid sterling silver, Bali silver, and sterling silver findings. | |
www.rubencromero.com
 | Ruben
Romero's glass sculpture investigates the physicality of the
immaterial. Ruben Romero explores the tangibility of space, light, and
sound through artistic glass blowing. He invites the viewer to visually
accept space, light, and sound as they would any other tactile body.
"Once we can engage the intangible like we engage wood, metal, or
stone, we start to understand the creative process of God." Ruben Romero received a BFA in glass at Temple-Tyler School of Art and an MFA in sculpture from the University of the Arts. He currently runs the glass program at Harrisburg Area Community College in Pennsylvania. | |
| www.salisbury.edu/.../marder.htm |
Daniel N. Marder is a sculptor currently recreating the sculpture and 3-D area at
Salisbury University, Salisbury MD.
Be sure to check out his "10 Commandments" for his glassblowing class Art 371-001 Intermediate to advanced glass working See also these great photos here! | |
| www.schwabglassworks.com | 
| |
| www.simplesyrup.com | Simple Syrup Glass Studio:
"The 1400 square foot hot shop has three benches, three glory holes (two with reduction pedals),
front loading annealers, a garage, a pick up box, and a 350 lb. pot furnace.
A top loading annealer is also available for kiln casting projects.
The 700 square foot cold shop is equipped with a vertical belt sander, diamond flat wheel, circular saw, Merker lathe, sandblaster, chemical etching bath, flex shaft, and three reciprolaps. Experienced glass blowers may rent the studio for half day, full day, or evening hours. Blow slots are scheduled in 4-hour blocks:
Half Day Slots: 9am -1pm, 1:30pm - 5:30pm
PRICES: Experienced glass blowers may rent the studio for half day, full day, or evening hours. Blow slots are scheduled in 4-hour blocks:
Half Day Slots: 9am -1pm, 1:30pm - 5:30pm
PRICES: Additional costs apply to rental for tools, blocks, pipes, and extra equipment. The cold shop is available for rent in 1-hour blocks to those with cold working experience. Simple Syrup currently offers several glass classes and workshops to introduce beginners to traditional techniques. The classes currently being offered include: a six week Introduction to Glass Blowing, a one day Glass Paperweight Workshop, a two day Glass Blowing Workshop, a six week Introduction to Kiln Casting, and a two day Kiln Casting Workshop." | |
| www.snodgrass.net/glassory/A%20glossary.htm | Large Glass Glossary "glassary" available A -to- Z. The main part of their website is here. | |
www.snowfarm.org/


| Welcome to the official website of Snow Farm - The New England Craft Program, in Williamsburg, Massachusetts. On our beautiful 50 acre farm nestled in the Berkshire foothills, we run a wide range of craft programs for teens and adults of all ages. We feature workshops on glass blowing, flameworking, welded sculpture, ceramics, metalsmithing, fiber arts, woodworking, photography, painting and much more. Click here for information on one of their "hot glass" glassblowing classes. | |
www.spectrumglass.com/
|
I am a huge fan of the Spectrum 96 products, which allow the "hot glass" artist to achieve
"stained glass" effects in their pieces.
"Spectrum offers a broad line of specially formulated "Tested Compatible" glass for the Hot-Glass arts.
These products have been Expansion-Matched to a nominal C.O.E. of 96, then factory-tested for fusing compatibility.
Each glass has been carefully formulated for Multi-Fire devit resistance, and every sheet is clearly marked with a
Spectrum "Tested Compatible" label. Though they may look the same as our stained glass products,
Spectrum "Tested Compatible" glasses are fundamentally different in their basic chemistries,
designed to deliver an excellent working range and superior stability for glass fusing,
slumping and other Hot-Glass pursuits." C&R Loo sells the Spectrum 96 sheets by the square foot for between US$4.50 and US$7.70 per square foot. The following section is from Spectrum Glass's "Basics" page I have a lot more information, including all the colors, on my page here. | |
www.stadelmanglass.com
 |
MOLYBDENUM DISILICIDE GLASS-MELTING FURNACES I design my glass-melting furnaces around Molybdenum Disilicide heating elements. These types of elements offer extremely long life, because they're rated to operating temperatures of more than twice what is used in the glass studio. They also produce their own protective, glassy coating that helps shield them from the harsh process of melting batch. Molybdenum Disilicide elements offer glassblowers a reliable way to melt batch, cullet, or home-made colors day after day. I manufacture these furnaces as turnkey units, and financing is available. Transformers are custom wound, so a furnace can be configured to your power type. I only use the highest grade of industrial controls from Watlow. Replacement Moly elements, castings, and other components are available for sale. I perform installation, setup, and testing at the customer's expense. I also custom build other types of equipment for the glass studio: glory holes, annealers, pick-up boxes, garages, pipes warmers, and more. | |
| www.steinertindustries.com | Steinert Industries manufactures high quality tools for glassblowers and lampworkers including blowpipes, punty rods, gathering rods, vacuum plates, optic molds, bead molds, polishers, grinders and other glassblowing tools. | |
www.stlglass.com 
| St. Louis Missouri "Third Degree Glass Factory" offers several glassblowing classes
Particularly noteworthy is their "General Information" document at STLsyllabus1.htm Although Dexter and Trinkley have each exhibited internationally they wanted to create a unique line of work separate from their own styles. The result...colorful dynamic forms and superlative craftmanship in one of a kind and limited editions of hand blown glass. Taylor Backes Gallery represents a wide variety of fine American crafts and art including wood, clay, metal, fibers, jewelry, paintings and other various interesting items from throughout the United States. Dexter/Trinkley and Taylor Backes maintain studio galleries and a showroom in Boyertown, PA." | |
www.swalter.com
 | Once you've made some nice glass art, you might need some packaging,
whether you sell your art, or just give it away to friends and family.
There are many different types of packaging you might want to consider:
| |
www.terrilldesign.com

|
 In this article Terrill Waldman "moves about in her studio as if choreographed"
which is semantically similar to my "ballet of glassblowing". Her pieces feature the rich use
of color. One image from the article is shown on the right -- view the other seven images from the article:
In this article Terrill Waldman "moves about in her studio as if choreographed"
which is semantically similar to my "ballet of glassblowing". Her pieces feature the rich use
of color. One image from the article is shown on the right -- view the other seven images from the article:
| |
| www.temple.edu/tyler/cerglass.html | Tyler School of Art Jon F. Clark, Professor, Head of Glass Department Temple University 7725 Penrose Avenue (click for Mapquest) Elkins Park, PA 19027 Phone: 215-782-2828 Email: tyler@temple.edu Information about the BFA (Bachelor Degree in Fine Arts) in Glass can be found here. Information about the MFA (Masters Degree in Fine Arts) in Glass can be found here. | |
www.thamesglass.com

| Matthew Buechner has been making hand blown glass since 1981, and sells a wide range of
beautiful glass pieces through his website.
What intrigued me the most is his "make your own" glassblowing lessons web page which lists:
and offers the following useful "what to wear" information for the prospective student:
| |
| www.uarts.edu/ug/ad/crafts/ |
The University of the Arts became home to Philadelphia's first glass blowing art studio when construction
of its glass blowing studio was completed and put into operation in 1967.
As a result, UArts can proudly count itself among the small group of pioneers of the American studio glass movement.
University of the Arts | |
www.vetriglass.com 
| Widely acknowledged as a major world center for studio glass,
Seattle has perhaps more glass artists and individual
glass studios than anywhere in the world.
Vetri was conceived as an opportunity to present this remarkable resource to a broad audience. The mission of Vetri is to offer innovative work of the highest caliber, in an attractive setting at accessible prices. | |
| www.weshuntingstudio.com | Read Wes Hunting's wonderful assessment of glassblowing:
Three of the four elements of nature are shared by all creatures, but fire was a gift to humans alone. Blowing glass is as intimate as one can become with fire. To blow glass is to perform a version of the fire dance, a ritual as ancient as lightning. The glassblower is no mere pyromaniac. To work this close to the fire is no thrill, rather, a tenuous partnership that arises from years of experience and the quest for a translucent form of perfection. Early glass was formed when fires burned hot on the beaches occupied by primitive man, melting the sand below. Today's glass master uses high tech furnaces and annealers, but the actual forming of the objects has not changed in over a thousand years. With nothing more than layers of wet paper, at times, between the molten glass and the hand of the glassblower, the artist's relationship with the fire is an adrenal experience unlike any other art form. Wes Hunting is an embodiment of Prometheus, stealing fire from the Gods, capturing the power of the Sun, harnessing Hell, and bringing it to tangible objects of pure light and beauty. | |
| www.wetcanvas.com | The link on the left is is Wet Canvas's Glass Art Technical Forum.
Here are some of the more than 7,000 Glass Art Technical Forum discussions:
To quote from their "Who Are We" page: "WetCanvas! is an effort to bring information relevant to
today's artist to an online format. It is part magazine, part virtual
classroom, and part reference site. More importantly, it is all about
community. We are currently the largest community site on the Internet
with a specific focus on the practicing visual artist.
This site concentrates on providing the following services to our
visitors and members: * A virtual community where artists can share
ideas, critiques, and other information Other more general Wet Canvas Glass Art forums can be found here. | |
| www.wsradio.com/glasstalk/ | Glassblowers (of all types) now have their own Radio Show, hosted by Dale Smeltzer. See also http://www.glasstalkradio.com/ (above). | |

| When you have a website organizing over 10,000 internal links,
you really need a program to help you find broken links.
Xenu's Link Sleuth
does that -- plus also generates the
site map for www.glassblower.info
Xenu Link Sleuth is FREE! And when I read Tilman Hausherr's story about the origin of the program,
I knew it was for me:
|
| Web Link | Description | ||
|---|---|---|---|
home.comcast.net/~r.samuel/...
 | An online catalog by Richard Samuel of all the world-wide stamps on glassblowing, glassblowers, and glass arts.
Definitely worth a look! Click the right-pointing triangle to move from one stamp to the next
(in alphabetical order by country).
I have an itemized list of the 30 glassblowing stamps on my home page here. | ||
talk.craftweb.com/
 | Although it sounds like it is about crafts, there is a lot of glass information here, and the people seem to have a very good time. Recommended by Richard Samuel. | ||
web.media.mit.edu/~lieber/Walt/
 | Walt Lieberman website including blown glass, painted glass, and sculpture glass. | ||
www.1178designs.com
 | 1178Designs started in 1978 when Jean Luc Comperat and Minouche Waring merged their experiences into designing glass and stained glass decorative useful objects. Includes Jewelry Boxes, Picture Frames, Bowls, Plates, Sculptural, Lamps, Mantel Clocks, Jars, Custom Work, and more. | ||
www.2400f.com
 | 2400 Fahrenheit Art Glass Hawaii. Handblown art glass from Kilauea Volcano, Hawaii. Studio of Michael and Misato Mortara creates glassblown platters, bowls, vases, sculptures and more. View on-line galleries of their latest line. | ||
www.1sourceinc.com/index.shtml
 | I purchased a Martini & Rossi Asti Spumante "New Years Eve" special package, and I made this purchase because the package included two free champagne flutes with cobalt blue frit. These had the appearance of being hand-made, as the blue frit was slightly "bumpy" (raised) on the surface of the glasses. In fact, people asked if I had made these glasses, and as much as I would have been proud to have made these, they were actually designed and imported by a company named "1Source Inc." (according to the label on the bottom of the glasses). This is their website, and I found it fascinating! | ||
|
www.abellcombustion.com/ glassblowing.htm  | The breadth of Steve Abell's involvement in the transformation of glass in the manufacturing process, ranges from the large industries, to Universities, Institutions, and the Glass Artisans themselves. Abell Combustion, Inc. is your complete source of Combustion Equipment for your Hot Glass Studio. For the Glass Artisans, they offer a wide range of Burners, Controls, and Safety Systems to fit ones' needs and financial resources. Click here for their Glassblower's Product Catalog | ||
www.AimKilns.com
 | "Glass Artists, we have the kilns you need to enhance your creativity.
Whether you're a lampworker making beads and functional items; a fusing artist,
fusing and slumping glass to create your designs; or a glass blower needing an annealer or
a small crucible furnace...AIM Kilns makes the kiln for you."
Offers two sizes of crucible kilns:
| ||
| www.akronmarbles.com |
I was wondering how machines made glass marbles, and found this wonderful resource!
| ||
http://stores.andale.com/PremierGlass

| Susan Rostoff of Premier Glass Fusion & Jewelry Supply
sells on ebay wonderful assortments of relatively inexpensive dichroic
glass ("dichro" for short) -- perfect starter kits for a glass student
to experiment with. I have to warn you that dichro is expensive -- you
think Kugler was expenensive -- How about a dollar per square inch! Dichro is a glass sheet which has been plasma coated (vacuum thin film deposition) with metal oxides only a few millionths of an inch thick. These metallic layers produce one color when viewed via transmitted light as contrasted with reflected light, so the colors you see change when you look at the glass from different angles. I consider this basically a form of "magic", but you may consider it similar to the rainbow pattern you might see in a puddle of water which has a small amount of oil on top. Susan's dichro has a 90 COE so it should be compatible with most furnace glass. Susan sells dichro with either a clear backing glass (substrate) or opaque black backing glass (substrate). I've been told that when you want to incorporate dichro into a hot glass piece, you want the CLEAR dichro, place (roll) the plasma side (shiny side) on your bubble, and leave the clear base glass on top - to protect the fragile plasma layer from the heat of the glory hole etc. | ||
www.artcoinc.com

|
A.R.T.C.O. is an abbreviation for Artist's Reliable Tool Company. ARTCO offers a number of products including:
I highly recommend you read it thoroughly! | ||
| www.artglass1.com/blowingstudio.htm | Sundance is self-described as "The West Coast's Art Glass Center". What is particularly intriguing about their wide range of products is that they offer everything so that you could setup a small hot glass studio in your backyard, and costing approximately $3,000 - $4,000! This includes a small furnace, gloryhole, annealing kiln, two blowpipes, two punties, crucible, two pairs of shears, two jacks, two wood blocks, one graphite block, and a steel marvering plate! | ||
www.asgs-glass.org/asgs2/ASGS_MAIN

| Although Glassblower.Info is dedicated to "Art Glass", there are other types of glassblowing,
including "Scientific Glassblowing".
"The American Scientific Glassblowers Society is dedicated to providing continuing education for its members and maintaining the successful association between scientific glassblowers and all of the various enterprises which entail glass fabrication. The ASGS is a professional, nonprofit, organization of scientific glassblowers and associated members who are interested in the art of scientific glassblowing. The objectives of the Society are the promotion, gathering, and dissemination of technical and scientific information concerning all aspects of scientific glassblowing." According to an article in the Baltimore Sun Newspaper " University glass shops 'are shrinking,' said Michael J. Souza, the glassblower at Princeton University and president of the American Scientific Glassblowers Society, which numbers about 1,000 members. 'The trend is not going good.' " | ||
www.auralens.net
 | Aura Lens -- Protective Eyewear.
Glassblowers in particular should consider the AUR-99 If you require prescription lenses, consider buying your next pair with magnetic clip-on sunglasses. Mike Aurelius can replace the regular sunglass lenses with his AUR-99 and you are ready for glassblowing! | ||
www.bagi.org/
 | "The Bay Area Glass Institute (BAGI) is a non-profit organization
formed in 1996 to educate the public about glass art and the community
of glass artists in the San Francisco Bay Area and to help
up-and-coming artists pursue careers in glass." BAGI offers
glassblowing classes as well as studio rentals.
Hot Shop Rentals are for 4-hour blow slots and cost $160 per bench. Rental of one bench includes: one glory hole, annealer space, oxy-propane fire polishing area, use of a small garage, jacks, tweezers, scissors, diamond shears. | ||
|
www.bashiglassworks.com
| www.bashiglassworks.com -- "Contemporary Creations in Glass"
Bashi, A Pacific Northwest artist was first introduced to lampworking when he moved to Eugene, Oregon. An artist, from a "long line of artisans and Italian craftsmen" he had already made significant strides in establishing himself as a surrealistic illustrator and painter when he discovered his muse in glass. Bashi's work has been featured in several publications including Glass Line magazine and The Flow. | ||
www.blenkoglass.com
 |
Blenko Glass Company was founded in 1893 by William J. Blenko. The original name of the company was Eureka Glass Company.
It was called this because William J. Blenko spent years trying to find a ruby red sheet glass that would not
change colors when painted and fired. When he developed this color, he threw his arms in the air,
and said "Eureka, I've found it!"
In 1923, his 26-year-old son William H. Blenko Sr. joined him in Milton. This is when the factory really took off. William H. Blenko Sr. had energy, ideas and an astute sense of sales. Even by 1927, Eureka antique sheet glass was specified for Liverpool Cathedral. By 1929, sales were slow due to the depression in America. Bill Sr. contacted a Boston Importer, called Carbone. Carbone was importing his glass vases from Venice, Bill Blenko said he could manufacture them, and save Carbone money. In reality, Bill Blenko did not have the skilled men to make them. Upon his return to Milton, he found two Swedish glassworkers to work part-time. Their names were Axel Mueller and Louie Miller. They were brothers. These two men were highly skilled in stemware manufacture, and set the standard for all craftsmen to follow. William H. Blenko Jr., after serving his time in the Air Force, in 1946 became the 3rd generation to join the family business of glass making. In 1976, Richard Deakin Blenko, son of William Jr. joined the business, becoming the fourth generation to work in the family business. In 1989, he published the book "Blenko Glass 1930-1953, and founded the Blenko Glass Museum. | ||
www.bridglandstudios.com
 | Bridgland Studios.
In 1995, Jay Bridgland started glass flame working in Oakland, California.
Over the next four years Jay created a strong working foundation that would lead the way
technically and artistically in borosilicate flame working. Flameworking is a technique of forming objects from rods and tubes of borosilicate glass. Flameworking stems from an ancient tradition that was used in Ancient Egypt to produce highly decorated and prized glass vessels that were buried in tombs and survive today. When heated in a flame, glass becomes soft and can be manipulated into the desired shape. Formerly, the source of the flame was an oil or paraffin lamp used in conjunction with foot-powered bellows. Today, gas-fueled torches are used. | ||
www.bucks.edu/academic/arts/

| Bucks County Community College (BCCC) is one of the very few community colleges which offers
hot-glass (furnace) glassblowing. BCCC is located at:
3D Arts Building Click here for information about the Glass Arts Society at BCCC.
See also Introduction to Glassblowing
(ARTS 147 course) and The photo shown at the left was taken during the Fall 2004 semester Group Project (normally there are not five people working in the furnace area of the studio at one time). | ||
|
www.bullseye-glass.com/
| Bullseye is a manufacturer of colored glass for art and architecture.
Bullseye Round Rods were recommended to me by Mark Wilson
and can be purchased from C&R Loo (a quarter of a pound is 5 rods which are 18" long and 4mm - 5mm in diameter,
and yield 20 cane sections 4" long for about US$5.00).
Mark pointed out to me that, with a COE of 90, these are (may be) compatible with much hot glass
base (clear) glasses (which typically have a calculated/measured COE in the 87 - 96 range).
Fused Glass Source actually lists the price on a per rod basis and while "red" traditionally is one of the more expensive glass colors, it is actually one of the least expensive Bullseye rod colors (and quite a pretty opaque red too). Fused Glass Source has a good color chart as well as a nice photo of the rods In terms of COE compatibility, C&R Loo has a nice chart as does which compares
| ||
www.caithnessglass.co.uk/caithness.htm
 | "Welcome to Caithness Glass, producers of hand crafted modern paperweights and fine coloured glassware.
Caithness Glass paperweights and artglass are known throughout the world for their colours,
themes and styles and every piece is hand made in Scotland.
Caithness Glass is a world leader in the creation and manufacture of high quality paperweights and artglass. Since our inception in 1961 we have taken our inspiration from the colours of the Scottish landscape - warm peaty tones, heather purple, golden sunsets, the grey blue of the lochs. In 1968, we added glass engraving to our skills, and in 1969, we developed innovative techniques for producing abstract paperweights. Today, over 30 years later, our paperweight studios in Perth combine the finest design and traditional skills to create pieces which are entirely unique, and we are now justifiably regarded as one of the world's most respected producers of museum-quality paperweights." | ||
www.chicagohotglass.com

| Chicago Hot Glass is a West Side Chicago glass-working public-access studio.
This complete glass-working studio space provides resources for glass artists and
enthusiasts of all levels. All facilities are available for rent.
Classes, parties, demonstrations and more are offered.
Chicago Hot Glass includes:
Rentals are available for between $20 per hour and $40 per hour, depending on the number of hours rented, and the size of the gloryhole. A glassblowing garage is also available for rent! | ||
www.chihuly.com
 | Dale Chihuly. Amazing.
From the "Intro" page:
"Dale Chihuly is most frequently lauded for revolutionizing the Studio Glass movement,
by expanding its original premise of the solitary artist working in a studio environment to encompass
the notion of collaborative teams and a division of labor within the creative process.
However, Chihuly's contribution extends well beyond the boundaries of both this movement and even
the field of glass: his achievements have influenced contemporary art in general.
Chihuly's practice of using teams has led to the development of complex, multipart sculptures of dramatic beauty
that place him in the leadership role of moving blown glass out of the confines of the small,
precious object and into the realm of large-scale contemporary sculpture.
In fact, Chihuly deserves credit for establishing the blown-glass form as an accepted vehicle for
installation and environmental art, beginning in the late twentieth century and continuing today."
| ||
| www.cmog.org | Corning Museum of Glass - An amazing place to visit, preferably in person, but if not, at least you can visit via the Web! | ||
|
www.coastside.net/ msinfobooks/glassi.html | "Ms. Information" (Trademark) indexing a large number of
out-of-print, new, and used books on antiques and collectibles,
and specifically on this link, many dozens of glass-related
categories such as
| ||
| www.contempglass.org | Art Alliance for Contemporary Glass,
a group interested in promoting interest in contemporary studio glass.
There are regional and local Contemporary Glass Collectors' Groups in the following regions:
| ||
|
www.contempglass.org/ aacg_info/regionalgroups | Contemporary Glass Philadelphia -- The mission of CGP is to aid the continued development of the Philadelphia area's growing glass community. After the completion of their project each of the awardees will submit a report about their experience and some will be asked to make a presentation at a future CGP meeting. Click here for news about CGP Contemporary Glass Philadelphia. | ||
| www.correllglass.com | Charlie Correll sells all manner of state of the art equipment for the glass hotshop including Furnaces, Glory Holes, Annealers, Garages, Hotboxes, Specialty tools such as cork paddles, ladles and more. Particularly noteworthy is the web page http://www.correllglass.com/pi_divider.htm which uses algebra to reach the conclusion that "Set the Pi Divider a bit more than three cane diameters short" whenever you are doing a cane pickup (the same advice applies slab or murini pickup, to setting your Pi Divider short by a little more than 3 times the thickness of whatever you are rolling to pickup. | ||
http://www.crefeld.org/glassworks/
 | The Crefeld school, located in Chestnut Hill, PA, is one of the very few High Schools in the United States
which has a Hot Shop and offers furnace glassblowing! Below is the history of their facility, from
their History web page (I also agree with their
statement below which I underlined about the growing strength of Philadelphia's glass community):
| ||
| www.crloo.com | C & R Loo sells just about all the supplies a glass artist would need! | ||
http://www.crmachine.net
 | "C.R. Machine specializes in manufacturing only blowpipes and puntys.
With 43 different sizes, you can be sure that whatever you are making, there is a blowpipe or punty that is
perfect for your application. Nickelite. glassblowing blowpipes and punties are made with higher grade materials
than other tools. High Nickel stainless steels and high temperature alloys make Nickelite tools the strongest,
most scale resistant lightweight tools in the industry. 'Balance engineering' and the new 'micro-knurl'
contribute to the Nickelite. philosophy of comfortable tools for the glass worker. Fatigue and joint problems
can be a major problem for many veteran glassblowers, so the handling comfort of these fine quality tools
is a welcome feature."
Key features of Nickelite. tools:
| ||
www.cutglass.org/ | The American Cut Glass Association (ACGA) is a non-profit organization devoted to the study, research, and collection of American Brilliant Cut Glass. This glass was made between 1876 and 1914. | ||
www.cuttingedgeprdx.com/
 | Considered by many to have THE BEST diamond shears (also known as combo shears). Click here for a picture of the two sizes, and click here for a close-up of the "business end" of the shears | ||
| www.dantemarioni.com | Only one word comes to mind: amazing! Be sure to look at his Reticello Vases here and here and here. As well as mosaic vases here and here and here. | ||
www.denverglass.com

| Denver Glass Machinery -- Equipment for the professional glass artist. I have one of their glassblowing benches. Their equipment can be used for "cold glass", "warm glass", and "hot glass". | ||
www.eastbaycolor.com

 | |||
www.eastfallsglass.com
 | East Falls Glassworks is greater Philadelphia's largest studio and gallery dedicated to hot glass work.
Their goal is to encourage the art and craft of glassblowing within the Philadelphia community.
They welcome the public to stop in, any time they are working, and watch them transform molten glass into works of art. The studio is set up with a designated viewing area and they will usually offer a special 'behind-the-scenes' tour between pieces. During your visit, make sure you check out our gallery, they have a large collection of glass art made by Philadelphia area glass artists. They created a new Glassblowing Step-By-Step page to document many different glass blowing techniques and the process to make many different forms. | ||
| www.elinchristopherson.com/index.html | Check out Elin's "Gaffing Work and Glassblowing Pictures" which include "Making Glass Oak Leaves" as well as her other photos working and teaching in a glassblowing studio. Elin's "Selected Work" is separated into six categories: Tower series, Column Bowls, Portal series, Tectonics, Sculptural Work: Alfred, Sculptural Work: San Francisco. | ||
www.falorniglass.com/frameing.html
 | Falorni started producing glass furnaces 25 years ago.
Initially Gianfranco Falorni established a warehouse for refractory materials,
in order to supply the several existing glass companies in Tuscany.
It proved to be a good business, the proof is that Sepr-Refradige's storage is still housed in Falorni.
The company broadened its Horizons when Riccardo Scarselli joined and, later, started to run the business. He realized that glass companies needed to renew and upgrade the old furnaces;the market was looking for a new company to build,start up and assist the plants. Enginneer Sandro Lorenzini, who has been working in glass factories in Italy and foreign countries as chief engineer and production manager,joined in 1996. Our products: Miniglass, Day Tanks, Continuous Tanks. In the last 2 years Falorni has produced and sold more than 40 miniglass, 30 day tanks, and 12 continuous tanks. The output of these furnaces ranges from 1 hundred kgs up to 20 tons of glass per day. Our customers produce high quality art glass,either hand made, either robot operated. Each plant is specifically designed according to the customer's needs. In particular we consider the kind of glass produced, numbers of shifts per day, the kind of glassware, and the forming process. | ||
| www.fentonartglass.com | Fenton Art Glass Company. They have an email direct mailing list to keep collectors informed of special events, new items, promotions, and information that is of interest to the collector community at large. | ||
|
www.FlashGlassArt.com

|
Flash Glass Art is located in Los Angeles, CA.
Here is a direct quote from their website, this is awesome!
| ||
|
www.fusionheadquarters.com/

|
Gil Reynolds and Carmen Reynolds founded Fusion Headquarters, Inc. in
Portland, Oregon in 1985. Here is the introduction on their website: "As we both traveled the county teaching glass fusing, pate-de-verre, Fire Bucket and casting seminars, we became frustrated by the lack of materials available to our students. Slowly we searched out the best sources from different industries and started offering them to kiln workers around the globe. We found an old man who still hand spins and shapes metal for our custom designed stainless steel bending and slumping molds. We went to Europe to find the world's richest and brightest enamels and glass paints. When we couldn't find what we needed, we made it ourselves. We created lead-free overglazes, a superior kiln shelf primer, wrote the Fused Glass Handbook, and made instructional videos. All in all, we have grown as the fusing community has grown, we have great prices on the high quality Evenheat Electric Kilns and we are the US distributor for Holland's, gas-fired painting kilns, The Speed Burn lll. Under the Goodies Section, you will find our wide assortment of mica flakes, gold pens and a few surprises. We are not some big dot.com business that can offer you
same-day delivery. We process every order by hand and we usually ship
on Wednesdays and Thursdays. We use UPS so we don't have to drive into
town to go to the post office, but we can if you need us to. We are
glad to answer your questions and we want to continue building upon our
solid reputation by providing great products and quality service. We
hope you find what you are looking for, but if you don't maybe we can
steer you in the right direction.
Keep a Warm Kiln,
Gil Reynolds"
| ||
| www.generationsglass.com | Generations Glass Art & Lampworking Supplies - East Coast Lampworking Supplies, Borosilicate Color, Phillips Safety Lampworking Eye Protection, Hand Tools, Etc. | ||
www.geocities.com/hotglass66

| Randy Tiffany's website for his Hot Shop in Southern New Jersey. Perhaps the most interesting feature of this website is a "live cam" (web camera) which is active Saturday afternoons, so you can watch their glassblowing! Also offers classes! | ||
|
www.geocities.com/laserglass/2.html

| Mark Wilson has done what many people only dream of -- creating a small low-cost glassblowing studio at home,
which can be run on the weekend!
"I designed and built my hot glass studio in a 8x14 foot room in my home. | ||
| glass-supply.net | Glass Supply Network has all kinds of lampworking tools and supplies. | ||
| www.glassandfire.com/making-a-marble | Fascinating step-by-step photos and descriptions of making a marble in a torch (lampwork). Mike also sells "signature cane" in COE 104 glass. | ||
| www.glassart.biz | Intended to be the "one location on the Internet that provides an accurate and organized directory to promote the Art Glass industry to the General Public (those who really want beautiful Art Glass)." | ||
| www.glassart.org | "The Glass Art Society is a professional organization whose purpose is
to encourage exellence, to advance education, to promote the appreciation
and development of the glass arts, and to support the worldwide community
of artists who work with glass."
Currently G.A.S. has over 3,000 members from about 50 countries. | ||
| www.glassartists.org/ | Fascinating collection of glass artists and their glass art! | ||
www.GlassArtistsGallery.com
 | "Glass Artists Gallery is your single source for buying functional and architectural glass art.
As you preview our online art gallery, you will find over 90 of the finest glass artist professionals nationwide."
| ||
| www.glassblower.Info/ | This website! Hope you like it! (Comments about this website can be sent here) | ||
| www.glassblowing.bm | Glassblowing can be found all over the world. This is Bermuda'a Original Glassblowing Studio. Some great photos, especially here and here and here (especially like the pink rim on this piece). They also offer one-on-one workshops. | ||
| www.glassblowing.com/ | Based in Poughkeepsie, NY. Offers beginning glassblowing lessons, studio rentals, and weekend workshops / retreats. | ||
| www.glasscolor.com | Olympic Color Rod carries the largest inventory in North America of glass colors (rod, frit, powder) by Gaffer�, Kugler Colors�*, Zimmermann, and Reichenbach (also known as Q-Color). They also offer a large selection of pro and hand-crafted tools, precious metal leaf, hand and arm protection, and the Exact torch from Denmark. | ||
| www.glasscraftsman.com/ | Website of
| ||
|
glassformations.com/

| Glass Formations is a new hot glass studio located in the Finger Lakes Region of Upstate New York.
Glass Formations is owned and operated by Steuben Master Glassblower Jay Holden.
Jay has been a glassblower for over 30 years starting in 1972 at Corning Glass Works in Corning, New York as a shop boy.
Jay advanced to the position of gaffer and after eight years decided that he needed other skills so he signed on as a
pipefitter apprentice but the call of the glass was too much to ignore.
Then in 1980 Steuben Glass called and asked Jay if he wanted to join their team of glassblowers and he jumped at the
chance to work for the famous glass maker. Jay has worked for Steuben for twenty three years.
He has made beautiful Steuben Crystal for some of the most famous people in the world.
Heads of State and even the President of The United States.
He has worked with some of the world's greatest glass workers.
Lino Tagliapietra, Sonya Bloomdaul, and William Gudenrath.
He has produced pieces designed by Steuben's best designers. James Houston, Bernard X. Wolff, Donald Pollard
and the presant designers, Eric Hilton, David Dowler, Joel Smith and Taf Lebel-Shaefer.
Jay has now decided to build a small studio at his home in Tyrone, New York where he will continue to produce glass in the quality he is accustomed to. Hand made Bowls, Vases and Ornamental designs as well as Wine Glasses and Paperweights will be made with the skill and craftmanship that can only be Glass Formations. We are also making lampworked glass. Jay will be joined by his daughter Angela and son Josh in the lampshop operations. The studio is still under construction and will be operational sometime in 2004. Till then Jay will continue to make glass for Steuben. So, whether you are a collector or a consumer looking for that special piece for yourself or someone you love, Make Glass Formations your choice. You will be glad you did. Thank you for stopping by. |

Ultra clear glass is low iron glass with high light transmittance.It is high grade,multifunctional,new glass,and generally its light transmittance is higher than 91%.It is crystal clear and is crowned as"crystal prince" of glass family. Our ultra clear glass has super physical,mechanical and optical characteristics.Like regular glass it can be fabricated,e.g.,being tempered,coated,silk printed,heat bent,laminated,and being made into double glazing units. Our successfully developed two series ultra clear glass products;(one is solar energy series,and the other is architectural or else.)This is the first time to classify ultra clear glass as two series according to its main functions. With its crystal clear appearance,Our ultra clear glass has become a highlight in world architectural industry.It not only brings benefit on energy saving and environment protection,but also has modern fashionable style,and can arouse designers'creation and inspiration.Combining its excellent optical character with PE technology,Our ultra clear glass has been applied in a new area,or on PE glass curtain.PE glass curtain has many functions,e.g.,power generating,sound insulation,heat obstructing,safety,and decoration.We have very high expectation on the outlook of this kind of PE curtain.
|
Elasticity Modulus 73.1Gpa |
|
Rupture Modulus(Tensule Strength-ultimate) 41.4Mpa |
|
Knoop hardness 456kgf/mm2 |
Physical Parameters
|
Density 2.5076g/cm3 |
|
Linear Coefficient of Expansion 20-300 oC 9.28x10-6/oC |
|
Linear Coefficient of Expansion 20-450 oC 9.75x10-6/oC |
|
Transformation Temperature 556 |
|
Intenerate Temperature or Yield Point 606 |
|
Softening Point 710 |
|
Annealing Point 547 |
|
Strain Point 513 |
|
High Temperature Viscosity log2 1392 |
|
High Temperature Viscosity log3 1152 |
|
High Temperature Viscosity log4 996 |
|
Liquid Phase Temperature 1008 |
and elegant feelings and raises the quality of buildings and interior spaces.
It could be materials of curtain walls,windows and doors,partitions,
columns,interior walls,floors,etc.
cosmetics,it also can be used for exhibiting collections in museums,with its high transmittance,it can display the quality and color of products veritably just as people touch the product personally,especially for jewelry,it will inspire the purchasing desire.

http://www.glassofcn.com
our Specialisation and Expertise
- Glass Project Management

- Planning, Design & Engineering and Execution of Glass Furnaces
- Selection, Erection and Commissioning of Production and Utility equipments
- Construction, Re-construction, Controlled Heat up and Commissioning of Glass Tank Furnaces
- Hot and cold Repairs of Furnaces
- Glass Composition Control and Management, and Cost Effective Solutions
- Design , Engineering and Execution of Technologically advanced Fore hearth Coloring system
- Energy Conservation and Saving on Heating Fuels and Electricity

- Planning to Implementation of Gas based Energy Efficient and Cost effective Captive Power plants
- Conversion and Interchangeability of conventional Fuel to Natural Gas in Process
- Overhauling , Reconditioning and Re assembly of Production forming Machines
- Turnaround Sick Glass plants to sustainable Profit Centers

Furnace Elevation Layout

Distributor Layout
- Fuel Efficient Furnace Design, Engineering, Erection, Controlled Heat up and Commissioning
- Automatic and Semi- automatic Batch Mixing Plant & Raw material handling System
- Guaranteed Fuel Efficiency and Quantity and Quality output
- Selection, Installation and Commissioning of Forming Machinery associated Equipment, Annealing Lehrs etc
- Process Automisation , Control and Measuring systems
- Inspection , Packing Etc
- Energy Saving, Waste Reduction Management
- Supplies Include Glass Tank Furnaces, Working End Distributors, Feeder Fore-hearths, Batch Chargers, Firing system & Combustion Equipment, Glass level measuring System, Temperature and Pressure Controls, Fuel- Air Ratio Controllers, Flue Control dampers, Reversal valves, Natural and Forced Draught Chimneys etc
- Technological Innovation with Innovative Technology
- Expertise and Experience in Meeting Clients Business Excellence


Typical Furnace Burner Port
A recuperator is a metal type heat exchanger that is used to recover heat from exhaust gases.
Depending on system conditions, it can recover tempered air of 800℃ at
the maximum.
Compared with the regenerative heat recovery system, a recuperator is
inferior in terms of heat recovery rate. However, it has many
advantages as shown below:
- Combined use with a secondary heat recovery system such as a waste heat boiler is available
- Initial investment can be reduced.
- Recuperators do not leak preheated air, and therefore, the air-to-fuel ratio can be controlled accurately
- The installation area is small, and installation is therefore relatively free of normal layout limitations

External view of a recuperator system

Cage type metallic heat exchanger
Heat
recovery efficiency of our recuperators is not reduced over a long
period of time, thanks to its structure that uses thermal radiation.
We have also succeeded at prolonging recuperator life by selecting special heat-resistant steel and special coating
Cullet Preheater
We design and supply cullet preheaters
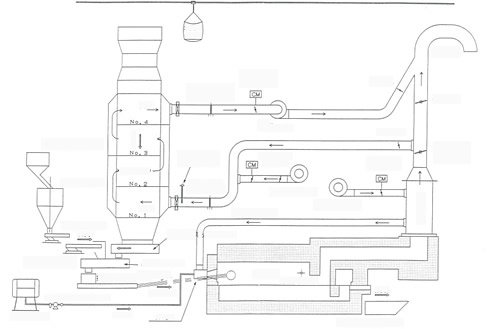
Cullet preheating flow diagram

Glass melting furnace equipped with a cullet preheater
This system recovers heat by passing high-temperature exhaust gases through cullets (material) to preheat them
In a demonstration test furnace, we have succeeded at reducing fuel
consumption by 28% with this system, in comparison with the system
without cullet preheating

اگر بر اثر رطوبت زیاد در داخل انبار های شیشه و یا در زمان حمل و نقل رطوبت در داخل بسته ها نفوذ نماید ...

ادامه مطلب



|
انواع شيشه و کاربردهاي آن
 |
|
با نگاهي به اطراف ميتوان اشکال بسيار متنوعي از شيشه را با کاربردهاي مختلف مشاهده کنيم از جملة آنها ميتوان به کاربرد اين ماده در معماري، صنايع دارويي، صنايع غذايي، اشياء تزييني و هنري، صنعت خودرو سازي و غيره اشاره کرد. شيشه در زندگي امروزي علاوه بر داشتن زيبايي به عنوان يکي از مواد قابل بازيافت از اهميّت زيادي برخوردار است. شيشه مادهاي است جامد که از نظر ساختمان مولکولي، آرايش نامنظمي دارد و به جامد «آمورف» يا غير بلوري مشهور است. شيشه به دليل ترکيبات تشکيل دهندهاي که دارد، عنصري منحصر به فرد است چرا که از هر عنصري نميتوان اين ترکيبات را بدست آورد. سه ماده اصلي تشکيل دهندة شيشه معمولي شامل کربنات دو سود، سنگ آهک و سيليس است. بنابر نظر مؤسسه استاندارد و تحقيقات صنعتي ايران سه مادّه اصلي تشکيل دهندة شيشه شامل سيليس، دي اکسيد بور و بتا اکسيد فسفر است که از هر کدام از آنها ميتوان به طور جداگانه شيشه بدست آورد. در حال حاضر فرمولهاي جديدي براي تهيه شيشه ابداع شدهاند ولي با اين حال هنوز بيشتر شيشههايي که در تمامي نقاط دنيا توليد ميشوند با همان فرمول اوّليه بدست ميآيند. مهمترين عاملي که در ساخت شيشه مورد توجه قرار ميگيرد، گرانروي1 اکسيدهاي مذاب و رابطة ميان اين گرانروي و ترکيب شيشه است. همان طور که اشاره شد، شيشه از نظر ساختار مولکولي به شکل جامد آمورف است و در دماهاي بالا همانند مايع رفتار ميکند ولي با کاهش دما، گرانروي آن به طور غير منتظرهاي افزايش پيدا ميکند. اين عمل باعث ميشود که مولکولها نتوانند به حالت کريستال تغيير شکل دهند و در نتيجه اين ساختمان نامنظم ديگر متحرک نخواهد بود. شيشهها در برابر انواع مواد شيميايي از جمله اسيدها و بازهاي بسيار قوي از خود مقاومت نشان ميدهند و نيز خوردگي در آنها بوجود نميآيد و فقط اسيد فلوريدريک(HF) ميتواند شيشه را در خود حل کند. شيشه با توجه به کاربردهايي که دارد به اشکال و طرحهاي متنوع توليد ميشود. شيشههاي رنگي يکي از انواع شيشههاي موجود در دنيا هستند. اين نوع شيشهها را به دو روش تهيه ميکنند، يک روش آن، اضافه کردن بعضي مواد شيميايي در مواد اوليّة ساخت شيشه است. براي مثال شيشه با اضافه کردن اکسيدهاي مس به رنگ قرمز، اکسيد کبالت به آبي و اکسيد اورانيوم و کادميوم به رنگ زرد درمي آيد. در روش ديگر با فرو بردن شيشههاي سفيد در شيشههاي رنگي مذاب، آن را رنگي ميکنند. شيشههاي رنگي بيشتر جنبه تزييني و هنري دارند و در حال حاضر موارد مصرف زيادي پيدا کردهاند که از جملة آنها ميتوان به ويترين مغازهها، آزمايشگاهها، ساختمانهاي صنعتي و نمايشگاهها اشاره کرد. بيشتر افراد با نام پيرکس (شيشه ضد آتش) آشنايي کامل دارند. اين نوع شيشهها به علت مقاومت زيادي که در برابر حرارت از خود نشان ميدهند، کاربردهاي فراواني پيدا کردهاند. هنگام تهيه اين شيشه از مقدار زيادي اکسيد بوريک همراه مواد اوليّة استفاده ميکنند و نيز ميزان سيليس آن از شيشههاي معمولي بيشتر است. اين نوع شيشهها در ساخت ظروف آزمايشگاه، آشپزخانه و غيره کاربرد دارند. در برخي موارد با اضافه کردن توري فلزي نازک در بين شيشهها، شيشههاي مسطحي را ميسازند که مصارف گوناگوني از جمله در ساخت دربهاي ورودي موتورخانهها، آسانسورها، کارگاهها و غيره دارند. از شيشههاي مسطح بيشتر در مواردي که احتمال شکستن شيشههاي معمولي ميرود، استفاده ميشود. در حال حاضر نصب شيشههاي دو جداره به عنوان عايق صدا، گرما و سرما در بيشتر ساختمانها مانند بيمارستانها، هتلها و فرودگاهها و غيره رايج شده است. روش تهيه اين شيشهها به اين صورت است که دو لايه ساده يا رنگي شيشه را موازي يکديگر قرار ميدهند و فضاي خالي بين آنها را با مواد خشکي مانند «سيليکاپن» پر ميکنند و نيز گاهي فضاي بين آنها را خالي ميگذارند. شيشههاي سکوريت نيز نوع ديگري از انواع شيشهها هستند که براي ساخت آن، شيشه را يک بار ديگر تا حدود 700 درجه سانتي گراد حرارت ميدهند سپس به طور ناگهاني آن را با استفاده از شرايط خاصي سرد ميکنند. اين امر ميتواند مقاومت شيشه را بالا ببرد و در مقابل ضربات سخت محفوظ بماند. از اين نوع شيشهها براي درب و پنجرههاي خودروها، ويترين فروشگاهها و غيره استفاده ميکنند. هنگامي که اين شيشهها ميشکنند به قطعات مکعبي شکل بسيار ريزي تبديل ميشوند. يک نوع ديگر از شيشهها، شيشههاي سربي يا کريستال هستند که به جاي اکسيد کلسيم در توليد شيشه مذاب از اکسيد سرب استفاده ميکنند. اين شيشهها به علت داشتن پراکندگي و ضريب شکست بالاي نور از اهميت زيادي برخوردار هستند و ظاهري درخشنده دارند و شبيه به کريستالهاي کوارتز به نظر ميرسند. بيشتر لامپهاي برق، لامپهاي نئون از اين نوع شيشهها ساخته ميشوند. همچنين به منظور عايق در برابر پرتوهاي اتمي کاربرد دارند. ظروف آشپزخانه از جمله ليوان و ظروف غذا خوري از شيشههاي آهک سود دار تهيه ميشوند. اين نوع شيشهها به علت داشتن درصد اندکي از مواد تشکيل دهنده در دماهاي نسبتاً پايين ذوب ميشوند. اما شيشههاي نشکن از جمله شيشههاي گران قيمت به شمار ميروند. اين نوع شيشهها داراي دو يا چند لايه شيشه هستند که به وسيلة ورقههايي از نايلون شفاف در حرارات و فشار بالايي به هم متصل شدهاند. از جمله کاربردهاي مهم اين نوع شيشهها ميتوان به استفاده در شيشههاي خودروها، ويترين مغازهها و ساخت اشياي گران قيمت اشاره کرد. شيشههاي ضد گلوله از نوع شيشههاي نشکن هستند که هنگام اصابت گلوله به شيشه، از سرعت آن کاسته ميشود و در ميان شيشه باقي ميماند. شيشه فتوکروميک از انواع شيشههايي است که با قرار گرفتن در برابر امواج مغناطيسي، ميزان انتقال نور مريي را به شدت کاهش ميدهد و با از بين رفتن تابش مغناطيس، ميزان انتقال نور آن به حالت اوليه خود برمي گردد. در ساخت اين نوع شيشهها از ترکيباتي مانند نقره، فلوئور، کلر، و يد استفاده ميکنند. شايد بتوان گفت که بيشترين کاربرد اين نوع شيشهها در ساخت عينکهاي طبي است. شيشههاي انعکاسي نوع ديگري از انواع شيشه هستند که نور و حرارت را منعکس ميکنند. امروزه در ساختمانها از اين شيشهها به فراواني استفاده ميشود. سطح شيشه در اين نوع از شيشهها با اکسيد فلزي پوشيده ميشود به طوري که اگر در روز از بيرون به شيشه نگاه کنيم همانند آيينه عمل ميکند و طرف ديگر آن شفاف است. در شب اين عمل برعکس ميشود يعني سطح بيروني شفاف و سطح داخلي مانند آينه به نظر ميرسد. شيشههاي بوروسيليکاتي يکي ديگر از انواع شيشههاي کاربردي هستند که ضريب انبساط کم و مقاومت فوق العاده زيادي در برابر ضربه دارند. همچنين اين نوع شيشهها در برابر مواد شيميايي و مقاومت الکتريکي نيز پايدار هستند. از اين نوع شيشهها در ساخت ظروف مناسب پخت و پز، واشرها و عايقهاي فشار قوي، خطوط لوله و عدسيهاي تلسکوپ استفاده ميکنند. اليافهاي شيشهاي نيز يکي ديگر از فرآوردههاي جديد از ترکيبات شيشهاي هستند که در برابر شرايط جوي بسيار مقاوم هستند. ظروف آرکوپال نيز از مادهاي بين چيني و شيشه ساخته ميشوند. اين ظروف معمولاً نشکن و در برابر حرارت مقاوم هستند. انواع ديگر شيشهها مانند پوشش دار، رنگي، کدر، شفاف، ايمني، سراميکهاي شيشهاي و شيشههاي اپتيکي نيز از ديگر فرآوردههاي صنعت شيشه سازي هستند |

http://www.4shared.com/document/ycYReV2Q/10211-10101387205458shekl_dehi.html
برای دانلود بر روی ادرس فوق کلیک کنید
|
Glass Recycling (Glass smelter at Kremsmuenste, Austria) |
| |
|
Flashback: In prehistoric times objects were fashioned from natural glass such as obsidian (a volcanic substance) and rock crystal (a transparent quartz). The oldest extant manufactured glass is from Egypt, dated around 2000 B.C. Many types were made in Roman times, but little is known of European glassmaking from the fall of Rome until the 10th century when stained glass appeared. Methods have changed little since ancient times. The materials are fused at high temperatures in seasoned fireclay containers, boiled down, skimmed, and cooled several degrees; then the molten glass is ladled or poured into moulds and pressed, blown or drawn. As a result of temperature fluctuations during this manipulation, the shaped glass is annealed to relieve internal stress; i.e. slowly cooled down to room temperature. Until the 17th century the finest glass was made in Venice; later France and England became centres of glassmaking. In the 20th century many new types have been developed, including fibreglass and safety glass. Glass is a hard, usually brittle and transparent substance, composed chiefly of silicates and an alkali metal fused at high temperatures. Metallic oxides impart colour. Glass is resistant to attack by most chemicals (except for hydrofluoric acid). The inert properties make it ideal for the storage and transport of most food and liquids. Even though glass is a lot heavier than HDE-plastic bottles, glass extends the shelf-life of foodstuffs considerably. Most glass is nowadays used in a one-way pattern (disposed off after single use). But glassware (e.g. bottles) is probably the most suitable items when talking about reusing materials. Unfortunately, and in ever-wider use, glass is been substituted with either plastic containers or aluminium cans. But still, many central European brewers, manufacturers of spring water and wine makers use glass as their most preferable choice to maintain the qualitative properties of their product for weeks, months or even years - something that the plastic industry just can dream of. These companies rotate their glass inventory in a closed loop system; i.e. the bottles are sterilized, filled, caped, sold, collected and reintegrated in the production line. | ||
|
Collection: Glass is best recycled on the bases of its colour. In central Europe separation occurs primarily in two categories; i.e. of clear and coloured glass and is ideally done at the collection site. Colour separation is necessary, as the introduction of recycled glass different in colour into the smelter would change the basic recipe and thus the visual and physical properties of the final product. It is important to note that ceramics and window glass should not be introduced into this collection system as their varying chemical composition would seriously interfere with the chemical reaction taking place in the smelter. |
Glass recycling container - separation based on colour | |
|
Preselection: The delivered material is first pre-selected manually to remove unsuitable constituents (metal caps, ceramic parts, etc.). Thus ceramics, window glass, crystals still have to be eliminated because these materials do not have the same physical and chemical properties of bottle glass (different melting points, and a wide array of different metal-oxide inclusions making them unsuitable for bottle recycling). By sabotaging the entire recycling philosophy, these foreign composites cause major damage as the interfere and corrode the furnace's cost intensive insulation, resulting in a major financial loss for the company utilizing such raw material. |
Preselection by hand | |
|
| ||
|
Glass is an amorphous solid, revealing an ionic character, with properties resembling a very viscous liquid. Its non-metallic network structure is based on silica (SiO2), that is bonded together with metal oxides that act as "network modifiers".
Sketch of reaction chamber | ||
|
| ||
|
Smelter: The smelter is kept operational for as long as the interior insulating sheath protects the reaction chamber. The molten liquid is squeezed out at the bottom and is primarily regulated via the gravitational pull of the molten glass column within the oven itself. To maintain a regular flow of glass droplets at the base, the oven has to be fed at regular intervals with raw and recycled materials from above. Each droplet contains the equivalent amount of molten glass required to shape for example a bottle with 1L volumetric capacity. | ||
|
Image: Bottle production The energetic requirements of the plant at Kremsmuenster are covered by natural gas. Being of non-renewable origin, the operators have to imply with the strict environmental guidelines set up by the Austrian Environmental Protection Agency. A series of devices (baghouse and electrofilter) are used to purify the exhaust gases. Processing: The emerging glass-droplet at the base of the smelter's feeder is cut off at a precise stage (volume of droplet is proportional to the orifice of the feeder and the time it takes to form a droplet). Each single droplet is routed downwards into a bottle shaping mould. Preheated compressed air squeezed it into proper shape with. Annealing: Before cooling off completely, the bottles are annealed to compensate tensions within the glass that result from such manipulation. The endless flow of bottles is conveyed into a tempered remuneration chamber. In this stage, a furnace, generally electrically heated, attached a control system capable of performing a definite temperature profile, exposes the glassware for a few minutes to very elevated temperatures. Glass has a softening temperature above which it can be easily bent or moulded to shape, and an annealing temperature below which the properties of the glass remain fixed down to room temperature. These two set-points characterize the annealing range in which it is essential to cool the glass very slowly to remove all strain and to drive the refractive index up to its stable maximum value. | ||
|
Annealing procedure (left) and Production flaws (right) | ||
|
Packaging: Once cooled down to room temperature, automated packaging machines pile up the bottles on panels, sandwiching each layer with a protective stratum, and finally wrap the entire unit with PE coating, before it is ready for shipment. |
Final product ready for shipping | |










.: Weblog Themes By Pichak :.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}