



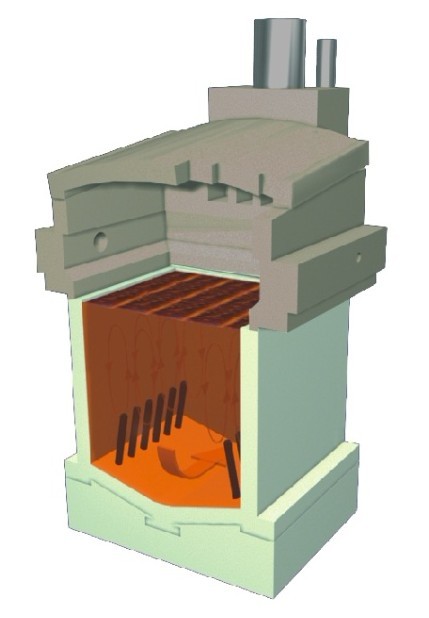
نمايي از كوره هاي بوته اي
همانطو كه از نام آنها پيداست براي عمل ذوب از بوته استفاده مي شود . انتقال حرارت در اين كوره ها بيشتر از طريق هدايت به مواد موجود در داخل بوته مي رود .
حرارت به سه طريق منتقل مي شود :
1- هدايت. 2- جابجائي. 3- تشعشعي

شكل 2 – وسط قسمت تشعشعي

شكل 3 – قسمت جابجايي

شكل 4 – مشعل كوره
جنس بوته ها :
جنس بوته ها كه استفاده مي كنند به شرح زير است . بوته هاي آهن خالص- بوته هاي فولادي- بوته هاي چدني- بو ته هاي شاموتي- بوته هاي گرافيتي- بوته هاي سيليكون كاربايدي- بوته هاي ديگر
آهن خالص براي فلزاتي كه نقطه ذوب كمتري نسبت به آهن دارند و خوردگي كمتري دارند- از بوته هاي آهني براي ذوب موادي كه نقطه ذوب آنها پائين تر از نقطه ذوب آهن خالص است (1539-1536درجه سانتيگراد) است . منيزيم را مجبوريم در داخل اين بوته ذوب كنيم چون با بهترين آجر نسوز نمي توان منيزيم را ذوب كرد و دليلش ميل تركيبي منيزيم با اكسيژن است كه اكسيژن نسوز را مي كشد و نسوز متخلخل مي شود.
آهن خالص تجاري:
چون آهن بصورت خيلي خالص بندرت يافت مي شود , بيشتر از اين آهن استفاده مي شود و خلوصش 8/99% است و ناخالصي اش 2/0-1/0% مي باشد. آهن خالص تجاري را در دنيا برخي از شركتها توليد مي كنند . از جمله شركت آرمكو و وستينگ هاوس در آمريكا توليد مي كنند كه براي ذوب آلياژهاي با نقطه ذوب كم مثل روي , منيزيم , سرب و ... از اين ورقها بوته درست كرده (بوته يكپارچه) استفاده مي كنند (بوته را جوش نمي زنند بلكه با آهنگري درست مي كنند بلكه پرس و گرم كاري)- از بوته هاي چدني براي ذوب آلياژهاي روي , آلومينيوم و ساير آلياژها با نقطه ذوب پائين استفاده مي كنند بشرطيكه مشكل آهن در آن آلياژها وجود نداشته باشد . تجربه نشان مي دهد مذاب Al و Zn , آهن را در خود حل مي كند چون چدن داراي انتقال حرارت خوب است (بدليل گرافيتهاي لايه اي) و ارزان ريخته گري مي شود . در ايران بيشتر از بوته هاي چدني استفاده مي شود .
بوته هاي فولادي :
از بوته هاي فولادي براي ذوب آلياژها با نقطه ذوب كم و آلياژهائي كه ميل تركيبي زيادي نسبت به اكسيژن دارد مثل آلياژهاي منيزيم كه علاقه دارند اكسيژن مواد نسوز را بگيرند , استفاده مي كنند . فولادهاي معمولي خوردگي بيشتري دارند و مذاب آلياژهاي مختلف در آن تدريجاً آن را مي خورند (يعني بدنه را در خود حل مي كنند).
بوته از جنس مواد نسوز دوام بيشتري در برابر پوسته پوسته شدن يعني اكسيد شدن دارد . آناليز يك نوع فولاد نسوز عبارتست از 25% كرم و 20% نيكل و بقيه عناصر جزئي ديگر , از آلياژهاي ديگر نيز كه قيمت آنها گران است بعنوان بوته مي توان استفاده كرد , از جمله آلياژ 50% كرم و 50% نيكل يا آلياژ 50% كرم و 50% نيكل و كمي نيوبيوم Nb (كه دوام و مقاومت خوبي دارد) .
بوته هاي گرافيتي :
همانطور كه از نام اين بوته ها پيداست , جنس اين بوته ها از گرافيت مي باشد .
مي دانيم كه كربن در طبيعت به سه صورت ديده مي شود :
-
كربن بي شكل : اين كربن شكل بلوري ندارد و به آن كربن آمولف نيز مي گويند . اين كربن در اثر حرارت در مجاورت اكسيژن , مي سوزد و خاكستر از آن باقي مي ماند.
-
كربن بصورت گرافيت : اين نوع كربن بصورت بلوري (كريستالي) مي باشد و بلوري آن طوري است كه داراي صفحات لغزش است و اين صفحات مي توانند روي هم براحتي بلغزند . بهترين آنها گرافيت چرب نقره اي است . اين گرافيت ماده نسوز است و نقطه ذوبي در حدود بيش از 3000 درجه سانتيگراد دارد گرافيت راسب (رسوب يافته) شده در حين انجماد در چدنهاي خاكستري از اين نوع است كه از مذاب جدا شده .
-
كربن بصورت الماس : بلور اين نوع كربن بصورت يك هشت وجهي است ولي رنگي و شفاف است و با سختي 10 موهس سخت ترين ماده در طبيعت مي باشد .
بوته هاي گرافيتي بدليل اينكه نقطه ذوب بالا داشته و گرافيت نيز علاوه بر نسوز بودن از انتقال حرارت زيادي نيز برخوردار است هدايت خوبي داشته و حرارت را از جداره خود به داخل بوته هدايت مي كند .
طرز ساخت بوته هاي گرافيتي :
به اين شكل است كه گرافيت را همراه با كمي قير و مواد چسبي آغشته كرده و با فشار زياد پرس مي كنند سپس آن را در مدت زمان طولاني در محيط بسته اي دور از هوا مي پزند (دما در حدود 1600 درجه سانتيگراد) تا عمل تف جوشي (زينتر) روي آن انجام شود و به آرامي در كوره سرد مي شود .
بوته هاي سيليكون كاربايد :
اين نوع بوته ها از استحكام بيشتري برخوردارند و خود ماده سيليكون كاربايد در اثر حرارت , كمي منقبض و منبسط مي شود . يكي از بهترين موادي است كه به شك حرارتي مقاوم است . براي ذوب چدن بيشتر از بوته هاي سيليكون كاربايدي استفاده مي شود چون چدن آلياژيست از آهن- كربن- سيلسيم , پس كمتر علاقه دارد جداره را بخورد .
بوته هاي شاموتي :
اين بوته ها از خاك رس نسوز ساخته مي شود . از ريختن رس نسوز در اثر حرارت اصطلاحاً شاموت به دست مي آيد . البته درجه نسوز بوته هاي شاموتي بستگي به درجه خلوص شاموت دارد . بهترين ماده شاموت آن است كه پس از پخت , مقدار فازهاي موليت در حداكثر خود قرار گيرد (1800 0C . 3Al2O3 . 2SiO2).
موليت نسوزي است كه تا دماي 1800 0C مي تواند دوام بياورد , در ضمن از نظر مقاومت مكانيكي در دماي بالا نيز خوب است . در بوته هاي شاموتي آلياژهاي غير آهني و بندرت چدن ذوب مي شود . معمولاً دوام بوته هاي شاموتي تا دماي 1650 0C است .
انواع كوره هاي بوته اي ( Crucible Furnaces ):
الف) كوره بوته اي چرخان:
-
چرخان حول تقريباً كمي بالاتر از مركز ثقل
-
چرخان حول محور ناوداني كوره
ب) كوره بوته اي ثابت (زميني) :
-
با سوخت جامد : اين نوع كوره ها دو نوعند,يكي كوره سنتي است كه از سوخت جامد زغال سنگ يا كك براي عمل ذوب استفاده مي كردند.اين نوع كوره نياز به برق نداشت و با هواي طبيعي كه از زير كوره از لابه لاي ميله هاي كف به داخل كشيده مي شد زغال سنگ يا ككها را مشتعل مي ساخت . براي ذوب فلزات مخصوصاً چدن بوته را در داخل ككها دفن مي كردند تا هم از بالا و هم از بغل ها و هم از زير حرارت به فلز برسد و ذوب خوب و كامل انجام شود. (براي ذوب چدن در اين كوره ها اول بايد ككها را الك كرد يعني ككها را دسته بندي كرد از درشت به ريز و پودر,كك درشت در زير و بعد بوته و بعد شارژ و چند كك گنده در داخل بوته و كك متوسط در اطراف و ريزها را در اطراف مي ريزيم و بقيه را در بالا مي گذاريم.
-
با سوخت مايع : نقشه اين كوره در شكل آمده است كه براي ذوب 100-150 كيلوگرم چدن مي باشد, سوخت اين كوره ها از گازوئيل با ارزش حرارتي 9300 كيلو كالري بر ليتر درجه سانتيگراد يا مازوت با ارزش حرارتي 1100 كيلو كالري بر ليتر درجه سانتيگراد است و مي توان با استفاده از بوته هاي گرافيتي در آن چدن ذوب كرد. مشعل آن از نوع فارسونگاهي(يك نوع مشعل ساده صنعتي كه از طريق يك لوله رابط به يك ونتيلاتور(دمنده هوا) وصل شده است).نوع ونتيلاتور يا دمنده هوا بستگي به ظرفيت كوره انتخاب مي شود , معمولاً دمنده هائي كه پس از ساخت بالانس شده اند را در اين كوره ها قرار مي دهند (در تهران ,مظفريان و در تبريز,كارخانه متحد) بدنه كوره از اسكلت فلزي است , از تكه لوله هاي 40 اينچي يا بالاتر از آن به ارتفاع 130 سانتيمتر و اگر نبود از ورق 6 mm به بالا رول كرده و به هم جوش مي زنيم .قطر داخلي 100 و ارتفاع 130- 110 cm پس 100*14/3=314 cm قطر داخلي بدنه مي باشد كه از جوش زدن ورق گسترده بدست مي آيد. و در كف بدنه رول شده رينگ مي زنيم و ميله هاي در جاي خالي رينگ جوش مي دهيم رويش آجر نسوز با كمي شيب قرار مي دهيم تا سرباره ها بيرون رود , بعد كف بوته قرار داده مي زنيم كه كف بوته مي تواند بوته شكسته باشد و سپس از پائين به بالا نسوز كاري مي كنيم كه نسوز جداره 20- 15 cm است. فارسونگاه را طوري مي گذاريم كه بصورت مماس به كف بوته بخورد تا شعله دور بزند.
برچسبها: نام تجهيز, كوره بوته اي, Crucible Furnace
































جهت تهيه به شرح زير مي باشد
تلفن:
۰۲۱۵۵۲۶۴۷۲۲
۰۲۱۵۵۲۵۷۳۰۵
نمابر:
۰۲۱۵۵۲۵۷۳۰۶
تهران،بزرگراه آيت الله سعيدي،چهاردانگه،شاطره،خيابان جانبازان،شماره۲۱۶
برچسبها: مجله ايران شيشه


كاربردهاي كوره هاي اند پورت در صنعت شيشه:
Regenerative end fried furnace
container glass
tableware glass
lighting tube glass
glass bricks
flacon
insulator glass
sodium silicate
rolled glass
برچسبها: كاربردهاي كوره هاي اند پورت در صنعت شيشه
ادامه مطلب
Electrically heated furnace Display glass (OLED,TFT,PDP) borosilicate pharmaceutical glass tube CSP Solar vacuum tube lens and instrument glass lighting tube glass table ware glass fiber glass special glass (such as opal glass)
|
|
برچسبها: كاربردهاي كوره هاي الكتريكي شيشه
ادامه مطلب
كاربردهاي كوره هاي ريجنراتوري شيشه:
Solar PV glass (super clear glass)
Architectural glass
Automobile glass
Display glass
Container glass
Rolled glass
Sodium silicate
برچسبها: كاربردهاي كوره هاي ريجنراتوري شيشه
ادامه مطلب
كوره اكسي فيول با كاربردهاي زير:
-Display glass (OLED, TFT, PDP)
- Borosilicate pharmaceutical glass tube
- CSP Solar vacuum tube
- Lens and instrument glass
- lighting tube glass
-Container glass
- Fiber glass
- Special glass
- Milk bottle glass
برچسبها: كاربردهاي كوره هاي اكسي فيول در صنعت شيشه
ادامه مطلب
|
Product |
Intended Use |
|
|
|
|
Zircon Paint – Ready-to-Use and Dry Powder |
This has been specially formulated to give tenacious adhesion onto refractory surfaces, brick, monolithic and fibre and also onto metals. Typical industrial use: furnaces, launders, kiln cars, batt wash, glazed or unglazed, encapsulating ceramic fibre, jointing insulation and dense refractory bricks |
|
Zircon Patch/Super 150 Patch |
Zircon Patch is a high strength patching material for hot and cold repairs in glass tank furnaces. It is suitable for repairs to Zircon, Silica, Mullite, Alumina and in fact, any non-basic refractories. It can be used to repair crowns and superstructures in glass furnaces. Filling at expansion joint gaps where the material must be forced into the void to obtain a complete seal. Repairs to metal melting furnaces and ladles. Super 150 is high purity, high zircon mix for flat glass furnace repair. |
|
Zircon Ramming Mix |
This is a specially blended product consisting mainly of zircon grades with plasticizers and a chemical bond. It can be rammed as supplied or adjusted with Zircon Bonding solution to a consistency more suitable for hand moulding and forming. Excellent performance in contact with glass and many molten metals and slags. |
|
Zircon Mortar – Heat/Air Set |
Zircon Mortar has been specially formulated to give tenacious adhesion to refractory surfaces, brick monolithic, fibre and also onto metals. Zircon coatings are also proven in their resistance to molten aluminium. As mortar for zircon, zircon-mullite, ZAC bricks and blocks. |
|
Zircon/Mullite Mortars – Air/Heat Set |
A very lean Zircon/Mullite mortar to give very tight think joints. Used with refractory bricks in glass, cement, incineration constructions etc. As mortar for zircon, zircon-mullite and ZAC bricks and blocks. |
|
Zircon Plaster - (Caulking Cement) |
Ideally used for plastering, toweling refractory walls |
|
RSL90 |
This has been specially formulated to give tenacious adhesion onto refractory materials both dense and insulating operating at extreme temperatures. It also has good adhesion and stability on metal surfaces up to 600°C. This makes RSL90 ideal for coating iron and steel launders and ladles. |
|
White Kiln Paint |
This has been specially formulated to give tenacious adhesion onto refractory materials both dense and insulating operating at extreme temperatures. It also has good adhesion and stability on metal surfaces up to 600°C. It is ideal for painting kiln cars and furniture where it seals surfaces thus preventing dust particles contaminating the ware. Can be used on both biscuit and gloss, intermittent and tunnel kilns and has proved successful in conditions where extreme burner velocities are encountered. |
|
HC1 Cement |
This can be used very effectively as an in situ gasket or buffer layer when applied as a plaster between various materials e.g. ceramic fibre to refractory concrete, metal casing to insulation bricks. |
|
Mullite Paint |
This has been specially formulated to give tenacious adhesion onto refractory surfaces, brick, monolithic and fibre. Mullite coatings are proven low wetting surfaces and after firing are resistant to most acids and alkalis. They are particularly resistant to vanadium pentoxide, a very destructive chemical in oil fired residues. |
|
Cleancast Z |
This is a white zircon/water based coating for application to ingot moulds/sows/launders etc for the casting of aluminium and other non-ferrous alloys, the quick drying solvent free material allows for easy release of the aluminium ingot from the mould |
|
Zr 60R |
This is a zircon rammix and has been designed for use in steel and glass melting applications. The grading of each mix has been chosen to facilitate the production of dense ramming mixes having an outstanding resistance to metal or glass penetration together with good thermal shock. The high density ensures freedom from melt inclusions which would normally be traced to the refractory. |
|
Minchem MCW |
This is a ready mixed smooth white cement mortar for bricksetting and coating. It can be used with both insulating and dense firebricks. Minchem MCW has been specially formulated to contain low iron thus reducing its reactivity with other bonding materials such as, ceramic fibre products and insulating bricks. |
|
Zircon/Mullite Patch 160
Zircon/Mullite Ramming Mix |
These are blended Zircon and Mullite ready-to-use mixes which combines their properties of resistance to metals and glasses and stability at high temperatures. They are ideal for linings and repairs where a quick turnaround is required. Excellent stability up to high temperatures allows for ramming, stripping and preheating to be completed so that the installation can be back into service on the same day. Typical applications include: ladle linings, launders, tundishes and nozzles, incinerator hearths where high strength and resistance to various chemical wastes are required. |
|
Mag Alumina Rammix |
Steel foundry linings with a basic slag |
|
Mullite Batt Mix |
Blended mullite mix for mullite kiln furniture production |
|
Zircon Putty |
Glass and non-ferrous foundry refractory repairs. |
برچسبها: ملات های مورد استفاده در تعمیرات گرم و سرد کوره ها
ادامه مطلب
احتراق و سوخت ها براي كوره هاي شيشه
http://www.4shared.com/office/LY2nVJ5J/COMBUSTION__FUELS_FOR_GLASS_FU.html
برچسبها: احتراق و سوخت ها براي كوره هاي شيشه



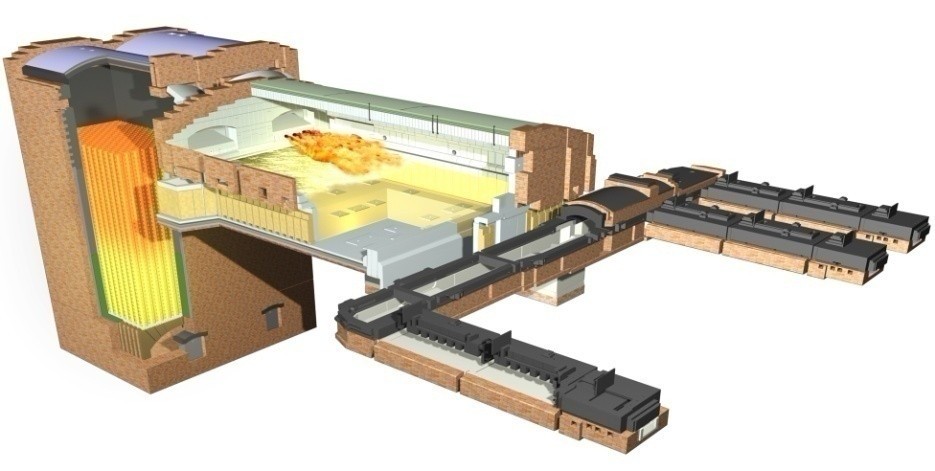
As an alternative to the usual float glass furnace design using air as oxidant and gas or fuel oil as fuel, AGC Glass Europe decided to introduce a furnace working with pure oxygen instead of air. This project is funded in part by the "European Commision Environment-LIFE Programme." After being developed over a two-year pilot programme over the period 2008-2010, the project was launched at full scale at the Boussoit plant (France).
Air contains around 21% oxygen and 79% nitrogen. The nitrogen is useless for the combustion process but at high temperature produces nitrogen oxides (NOx). Thus using pure oxygen instead of air helps to reduce the energy needed for the combustion (it is no longer necessary to heat up the nitrogen) and prevents the formation of NOx.

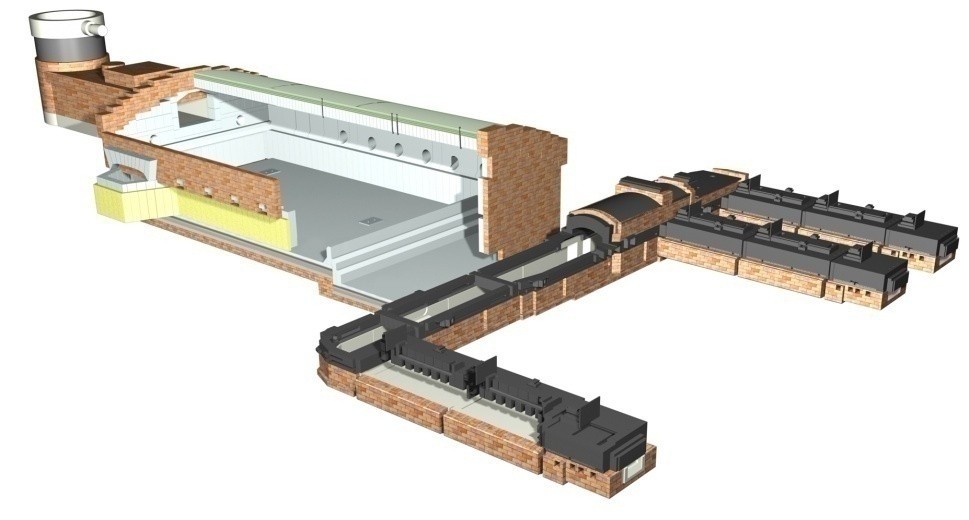
Fig. 2. Schematic view of the oxycombustion furnace and heat recovery system
AGC Glass Europe also developed a system that re-uses heat from the flue gases to preheat the gas before it is injected into the furnace. This yields additional energy savings.
The float furnace is the first in Europe to operate fully on oxycombustion and the first in the world to have the gas and oxygen preheated. This prototype should serve as an example for our group, as one of the most ecological furnaces in the world.

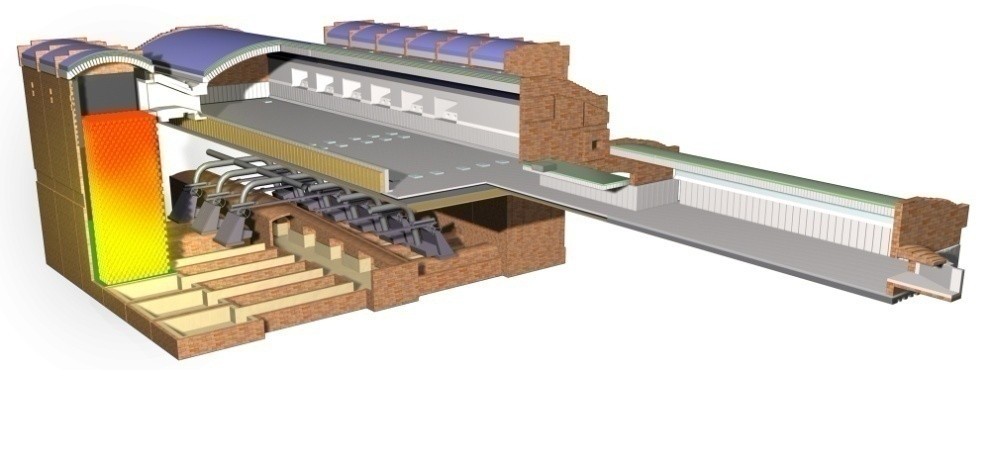
Fig. 3. Details of the heat recovery system for the preheating of the natural gas and the oxygen
After a year of employing the method at full scale, the plant’s furnace emission targets have been met: 15% less CO2; 83% less NOx; and 34.5% less SOx. Furthermore, the plant’s furnaces consumed 25% less energy.
We have now made significant progress in environmental performance through the development of the Hot Oxy Glass Combustion method. On the momentum of these accomplishments, AGC Glass Europe will speed up the implementation of similar solutions at a wider scale in the AGC Group.
برچسبها: كوره هاي اكسيژن سوز براي خط شيشه فلوت
ادامه مطلب
http://www.4shared.com/office/3oCOXpHK/RegenEfficiencyPaper.html
دانلود گراف انرژي مورد نياز براي كوره ها با ظرفيت متفاوت
http://www.4shared.com/office/IW3yDwTp/RegenSidePortGraph.html
لطفا براي دانلود ادرس فوق را كپي و بر روي تول بار اصلي پيست نماييد

ادامه مطلب
سيستم بابلر يا حباب ساز:
در كوره هاي شيشه به منظور1-بهبود جريان هاي جا به جايي به صورت اجباري
2-بهبود دماهاي كف و همزدن مذاب در زمان توليد شيشه رنگي
3-بهبود كيفيت شيشه
مورد استفاده قرار مي گيرد

برچسبها: سيستم بابلر يا حباب ساز در زير كوره هاي شيشه

Despite the
fact that stable production of high quality products requires close
control of all aspects of the process, beginning with the raw materials
and ending at the cold end, one part of the process does not always
receive the attention that it deserves - the charging of the batch into
the furnace. Batch charging can have a significant influence on melting
rate, glass quality and furnace life, all of which are of major
economic importance for the operating company. |
 Requirements RequirementsFrom the points of view of the furnace designer and operator there are four main areas which must be considered:
The “melting” process actually comprises a complex combination of melting and chemical reactions, during which some components are dissolved rather than melted. These reactions take place at high temperatures. Unmolten batch is a good thermal insulator, and therefore heat transfer within a pile of batch is relatively poor. It can be difficult to raise the temperature in the centre of a pile to that required for the processes to take place, and as a result unmolten batch can be transported a long way into the furnace. The best way to avoid this problem is to limit the thickness of batch piles, maximise the surface area available for heat transfer, and to cover as much as possible of the bath surface of the melting end with batch. These factors are determined largely by the batch charging technology used. Large unbroken strings of batch should be avoided, as should an overall blanket without gaps. Glass quality Batch charging can affect glass quality when, for example, unmelted batch is propelled towards the front of the furnace and into the refining area. It may then be pulled into the extraction current and appear in the product as stones or cords. This risk is increased if batch “logs” are produced which can be easily pushed along the furnace. Charging in more than one direction can help to alleviate this problem. Although not directly connected with the batch charging function, the flame and booster and bubbler systems can also exert an important influence on the movement of batch in the furnace. Refractory corrosion Batch is both cold and mechanically abrasive, and contact between batch and refractories can result in substantial wear on the refractories. Chargers that do not use a doghouse, such as screw chargers, often produce a large pile of batch directly in front of the charging position, which is in contact with both superstructure and tank refractories. In end-fired furnaces with a single doghouse attempts to avoid long batch logs moving quickly down the furnace can result in the tendency to charge slightly backwards, towards the rear wall. This can lead to the batch piles literally “bouncing” off the rear wall at a shallow angle and then going on to contact the side wall opposite the doghouse, resulting in accelerated wear of the tank refractories at both contact points. Doghouse design The installation of a doghouse on a furnace produces several disadvantages. During the heating up it is difficult to control the refractory expansion in the doghouse area. During operation the doghouse increases energy losses, in many cases it allows the uncontrolled entry of induced air, and it is often subject to heavier refractory wear so that it may become a weak point in the furnace structure during the later part of the furnace campaign. Nevertheless, a doghouse allows the use of those charging systems that can influence the pattern of the batch distribution on the surface of the glass bath, which in turn can have a positive effect on achievable melting rate and on glass quality. It also provides a relatively “quiet” area in the superstructure where pick-up of fine batch components is limited, thus reducing carryover and subsequent build-up of solid material in regenerators and waste gas channels. The design of the doghouse must suit the characteristics of the batch charger to be used, and should minimise contact areas between cold batch and the tank refractories in order to limit wear. Radiation losses should be reduced as far as possible by limitation of the size, and the superstructure should be sealed as effectively as possible to restrict the ingress of cold air. Types of charger A number of different types of charger are used to fulfil these requirements. The main types are described below using the chargers supplied by EME Maschinenfabrik Clasen as examples. Screw charger This design comprises a horizontal metallic screw located within a cylinder, which is inserted through a hole in the superstructure side wall. Batch falls into the screw by gravity and is transported into the furnace by the movement of the screw. Charging quantity variation is made by varying the rotation speed of the screw. The construction does not need a doghouse, and can be installed in a simple opening in the superstructure. This means that it is easy to seal around the charger and prevent the uncontrolled ingress of cold air. However, the principle has a range of disadvantages. A water-cooled mantle is required around the cylinder to protect the material from the high temperatures in the furnace. This can cause damage to the superstructure refractory in the charging area. The charger pushes batch into the furnace, but it does not have any influence on the form or size of batch piles in the furnace, or on their movement. As the batch is not moved away from the charging area by the action of the charger there is a high level of contact between cold batch and the refractory adjacent to the charger opening, both in the superstructure and the substructure, and this can lead to extensive damage to these refractories. Finally, the use of cullet is limited, as it results in high wear levels on both the screw and the jacket.  Figure 1 – screw charger Piston charger The piston charger is similar in many ways to the screw charger, but the screw is replaced by an oscillating piston which is used to push the batch into the furnace. The advantages and disadvantages are also similar to those of the screw charger. However, the piston charger is only suitable for very fine batch materials, and cannot be used when cullet is included in the batch. Blanket charger (Type SB) This type of charger requires a doghouse, as the material is fed onto the glass bath surface. The basis of this type of charger is an inclined tray situated below the outlet of the batch hopper. The tray is moved backwards and forwards more or less parallel to the plane of the tray bottom. As it moves forward the batch contained in the tray also moves forwards, as does the batch floating on the glass bath in front of the charger. As the tray moves backwards the batch in the tray is prevented from moving backwards by the downward slope of the tray and the column of batch emerging from the hopper. The space created at the rear of the tray by the backwards movement is filled by material dropping by gravity from the hopper. The tray then moves forward again, and the cycle is repeated. The basic principle is shown in figure 2 below.  Figure 2 – basic principle of the blanket batch charger The rate of charging is changed by varying the speed of movement of the tray or by switching the movement on and off. The stroke of the tray movement is a further variable which can be used to influence the charging pattern, but this cannot be adjusted on the run. This type of charger does influence the movement of the batch away from the doghouse, in that the forward movement of the tray pushes the batch piles outwards. However, because the feed and forward pushing effect are combined, this effect stops whenever the feed is interrupted. When there is no feed there is no movement of the batch, except that which occurs as a result of the extraction current in the glass, and this is very slow. Therefore, this type of charger does not break up the batch into individual piles, but, as the name suggests, it produces a closed batch blanket. Side-port furnaces are charged from the rear side and the doghouse can be made almost as wide as the furnace itself. A number of blanket chargers can be installed alongside one another, and the combination provides very good coverage of almost the complete glass bath surface. In this case, the fact that the batch piles tend not to be broken into smaller individual piles is compensated by the large area which is covered. This is a typical arrangement in large float tanks. The large doghouse required by the blanket charger is particularly difficult to seal.  Figure 3 – the EME type BS blanket batch charger Enclosed doghouse pusher charger (Type ESE) This type of charger comprises a water cooled pusher located underneath a small feed hopper. The pusher is curved and is pivoted so that it moves in an arc through an angle of approximately 45°. When the pusher is in the rear position the opening of the feed hopper is open and batch can fall onto the surface of the glass bath. As the pusher moves forward this batch is moved into the furnace by the front face of the pusher, whilst the outlet of the feed hopper is closed by the pusher body. As the pusher moves back the feed hopper outlet is opened again, fresh batch falls into the space left by the batch which has just been moved away and the cycle is repeated. The charging rate is varied by altering the pusher speed, or by switching the movement on and off. Manual adjustment of the pusher stroke is available and the flow rate from the feed hopper can be varied by means of a slide. The feed and pushing action are combined, and therefore there is no forwards movement of the batch when the feed is stopped. As a result it is difficult to break up the batch into individual piles, especially at higher loads. An improvement can be obtained when the charger is swivelled to the left and right by about 5 -10° to enable charging to take place in different directions. This type of charger is very compact, and actually sits on top of a small doghouse. The charger is surrounded by water cooled boxes which are in contact with the refractory and require a large volume of cooling water. The design offers a completely sealed doghouse.  Figure 4 – the EME type ESE closed doghouse pusher batch charger Pusher charger (Type CPO) In this design of charger the feeding and pushing operations are separated. Batch is fed onto the surface of the glass in the doghouse by a vibrating chute located below the feed hopper. The batch is then pushed forwards by a water cooled pushing arm, which traces an elliptical path in front of the end of the vibrating chute. The basic principle is shown in figure 5 below.  Figure 5 – basic principle of the pusher batch charger The charging rate is determined by the vibration speed of the chute, which is independent of the movement of the pusher. It is therefore possible to continue the pushing action after the feed has stopped, and in this way individual batch piles can be created. The pusher movement offers a number of variables that can be used to influence the charging pattern. These are the stroke, speed and depth of immersion. This type of charger is often provided with a swivelling action so that batch is charged in two or three different directions. This also helps to distribute the batch over more of the glass bath surface and is especially useful in the case of large end-fired furnaces. The introduction of the two mechanical elements – the chute and the pusher arm – into the doghouse superstructure, and the shape of the movement of the pusher, make it difficult to seal the doghouse. A removable hood seems to offer the best solution, but the sealing is incomplete.  Figure 6 – the EME type CPO pusher batch charger Conclusions A number of factors must be taken into account when the best type of batch charger is chosen for a particular application. The choice may be complicated by the fact that some of the requirements are contradictory. Doghouse sealing is an important aspect, especially in the case of oxy-fuel furnaces. Oxy-fuel firing is often used for special glasses, where low specific melting rates mean that the charging pattern may be less critical than in other applications. In addition, the cullet ratio used is often low. Therefore the screw charger may be a very suitable solution. Side-port furnaces offer the advantage that the doghouse can be installed on the rear wall and, if needed, it can be made almost as wide as the tank, thus allowing charging over the complete width of the furnace. The blanket charger is well suited for this type of application, as demonstrated by the typical arrangement found on float furnaces. Large, high capacity end-fired furnaces, especially those with high specific melting rates, are particularly dependent on the batch charging technology used. In such cases the charging flexibility offered by the pusher design cannot be bettered, and today, this design of charger is the type most commonly used on such furnaces. Richard Sims - Nikolaus Sorg GmbH & Co KG www.sorg.de |
برچسبها: مروري بر انواع بچ شارژرهاي مورد استفاده در صنعت شي

Aerial View of Waste Heat Recovery Boiler

Turbine House
برچسبها: سيستم توليد برق از گازهاي حاصل از احتراق براي كوره
ادامه مطلب


http://www.4shared.com/video/crSraAmj/halffurnace.html
برچسبها: انیمیشن مربوط به کوره های شیشه تاپ کولد, جالب
Molybdenum tank reinforcements.
In the glass melt tank, the refractory bricks are exposed unprotected
to the aggressive glass melt. The result: Corrosion which can
significantly reduce the service life of the glass melt tank.
Platinum and molybdenum are the only metals that are able to withstand the high temperatures and chemical corrosion caused by the glass melt. Platinum is very expensive - molybdenum is the economical, high-performance alternative.
PLANSEE has developed a molybdenum protective shield for areas of the glass tank where corrosion is a particularly critical factor (dog house, wall, bubbler and throat). Molybdenum tank components help protect the bricks against corrosion. This is because when exposed to many types of glass, molybdenum offers significantly better corrosion resistance than refractory bricks. By using molybdenum sheet tank reinforcements, you can preserve the original geometry of the bricks. For uniform glass quality and an extended tank service life.

Our task force to protect your glass melt tank:
-
SIBOR®-coated molybdenum tank claddings to protect the AZS bricks
-
GTR applied to throat channel, wall, bubbler and dog house
-
Molybdenum profiles for implementation in AZS bricks (based on a patent owned by REFEL)
-
Sintered pipes (with and without SIBOR® coating)

We can adapt the design of our tank reinforcements to meet the needs of
your furnace. To make sure that everything fits perfectly, we work to
very low tolerances. You can rely on our experienced furnace designers.
Our guarantee against oxidation: SIBOR®.
Let us be completely honest. Do you know the Achilles heel of our
molybdenum? Oxygen. Because the material oxidizes at temperatures over
400 °C (752 °F). But not with SIBOR® - our oxidation protection for
molybdenum. SIBOR® protects molybdenum against oxidation at temperatures up to 1 700 °C (3 092 °F). The very hard, dense coating creates a diffusion barrier along the base material and forms an SiO2 seal against the air.
SIBOR®-coated molybdenum glass tank reinforcements are therefore
protected against oxidation during the firing up phase. SIBOR® is also
able to withstand rapid heating. Our oxidation protection is guaranteed to remain effective for the following periods:
- 5 000 h at 1 250 °C / 2 282 °F
- 500 h at 1 450 °C / 2 642 °F
- 50 h at 1 600 °C / 2 912 °F

Strength through quality.
|
When it comes to quality, we like to be in complete control. We produce our tank reinforcements ourselves – from the metal powder right through to the finished product.
As the input material, we use only the purest molybdenum oxide - in this way, we can guarantee that our tank reinforcements are free from any impurities. Our molybdenum is guaranteed to be 99.97 % pure. Discoloration or bubble formation? Out of the question. |

|
A single source for all your needs.
ادامه مطلب

Neutral borosilicate glass is often melted in recuperative flame furnaces or electric furnaces.
The main requirements for the operation are :
|  |
Saint-Gobain SEFPRO response is based on ER 1195 RT and Scimos Z, high zirconia fused-cast refractories.

With this kind of glass, ER 1195 RT and Scimos Z , present a four times better corrosion resistance than a regular 40% Zirconia Fused-Cast AZS. It is therefore recommended in all heavy wear zones.
برچسبها: کوره شیشه برای بورو سیلیکات ها
ادامه مطلب
With a typical content of 25% PbO, this type of glass is usually melted in small electric furnaces with melting areas between 8 and 30m².

Crystal symbolizes the beauty and purity of glass, therefore the main requirements for melting lead crystal glass are :
- A totally defect-free glass transparency is an absolute necessity. The absence of blisters or cristallized defects (leucite-ZrO2) is compulsory.
- Corrosion resistant refractories, particularly for the bottom zones, that are subjected to heavy wear by Lead, either in the form of metal or in the form of dissolved oxide.
Saint-Gobain SEFPRO provides glass makers with materials and solutions answering these specific constraints.

These solutions include for instance :
- ER 1195 RT and Scimos UZ, high zirconia fused-cast refractories material for the bottom and electrode banks. Its outstanding resistance to lead oxide penetration and very low potential for generating glassy knots are extremely important for lead crystal glass quality,
- JARGAL M for distributors, working-ends and feeder channels, due to its low blistering levels and high purity,
- Routine diamond grinding of most joints, with joints smaller than 0.5 mm, securing minimal glass penetration
- A full range of unshaped materials.
برچسبها: کوره شیشه کریستال سربی
ادامه مطلب
The main requirements are the following :
- Glass Quality
- Long furnace life
- Operational flexibility
Saint-Gobain SEFPRO response is based on High Zirconia fused-cast ER1195 RT and Scimos Z.

With this type of glass, ER 1195 RT and Scimos Z present a corrosion resistance that is four times better than for a 40% zirconia fused-cast AZS. It is therefore recommended in all zones of heavy wear.
ادامه مطلب
Throughout the entire campaign, the Float furnace at the head of the production line must ensure :
- Quality glass production at low operating cost
- Consistent and safe operation within the local environmental constraints
- Ability to adapt quickly to the market shift.


In order to achieve these targets which are a must for a good return on investment, Saint-Gobain SEFPRO provides the suitable refractories solutions like:
- The "Dalles-Ersol" concept for melter bottom pavings with ER 1681 Dalle TJ tight-joints.
- In a furnace producing Flint Extra White glass, the ER 2010 RIC, AZS material for better closure of the joints, low blistering & improved corrosion resistance.
- Super low exudation fused-cast AZS ER 2001 SLX and fused-cast Alumina Jargal H for superstructure, to improve glass quality and furnace output.
- Cruciform Regenerator Packing solutions, allowing the highest levels of thermal efficiency, high resistance to corrosion and reduced risk of plugging
- A full range of unshaped materials
ادامه مطلب

ادامه مطلب
Improved visual quality of the finished items is an increasingly important criterion in customer choice.
In order to maximize earnings from a given furnace, 4 main requirements are to be considered :
- Improved Productivity
- Longer Life - Increased Daily Pull
- Better glass quality
- Minimized environmental impact

Saint-Gobain SEFPRO provides glass makers with materials and solutions answering to these new constraints.

These solutions include for instance :
- A full range of unshaped materials
- The "Dalles-Ersol-Ermold" concept for melter bottom pavings
- Sintered chrome materials, either ZIRCHROM 85 or C1221 for reinforcement of high wear areas (throat, submerged walls)
- Super Low exudation fused-cast AZS ER 2001 SLX for superstructures, minimizing the risk of glass pollution
- Low porosity Alumina sintered product BPAL and HPAL for feeder channels, eliminating the risk of cat-scratches
- Cruciform Regenerator Packing solutions, allowing the highest levels of thermal efficiency, high resistance to corrosion and reduced risk of plugging.
برچسبها: کوره های بطری و جار, مشخصات نسوز
ادامه مطلب
برچسبها: مشخصات یک دوربین برای فیلم برداری و عکس برداری ازد
ادامه مطلب
.: Weblog Themes By Pichak :.

